一种锌铜锶三元合金的热塑性加工工艺的制作方法
本发明属于生物可降解医用材料加工工艺,尤其涉及一种锌铜锶三元合金的热塑性加工工艺。
背景技术:
1、锌基合金熔炼浇铸后,铸态锌基合金的强度较差,植入生物体后的服役过程容易提前失效,无法维持可降解材料在植入生物体内后发挥完整的医疗作用。另外,铸态锌基合金的塑性较差,导致合金的变形能力与可加工性能不够理想,后续加工成医疗器械的操作难以实现。通过适当的热加工工艺如热挤压可以显著提升锌合金的综合力学性能。通常,在锌合金热挤压过程中,一般是采用挤压机将预热完成的锌合金铸锭挤入到挤压模具,使得锌合金产生热变形行为。挤压过程中挤压温度的选择影响着挤压的成功与否,挤压速率的选择则影响合金的表面质量,挤压比的大小影响挤压态合金的显微组织。因此,挤压过程中需要辅以合适的热挤压工艺参数如挤压比,挤压温度与挤压速率等才能使挤压态锌铜锶合金的抗拉强度和断裂伸长率、韧性性能较铸态锌铜锶合金得到显著提升。
技术实现思路
1、本发明提供的一种锌铜锶三元合金的热塑性加工工艺,主要包括预热处理及热挤压加工两个步骤,预热处理可以消除铸态合金存在的内应力及铸态缺陷,为后期的热挤压加工做好准备,该热塑性加工工艺能成功实现锌铜锶合金组织的有效细化以及性能的显著提升,进而使挤压态锌铜锶合金的抗拉强度和断裂伸长率、韧性性能较铸态锌铜锶合金得到显著提升。
2、为了实现上述目的,本发明提供了一种锌铜锶三元合金的热塑性加工工艺,包括以下步骤:
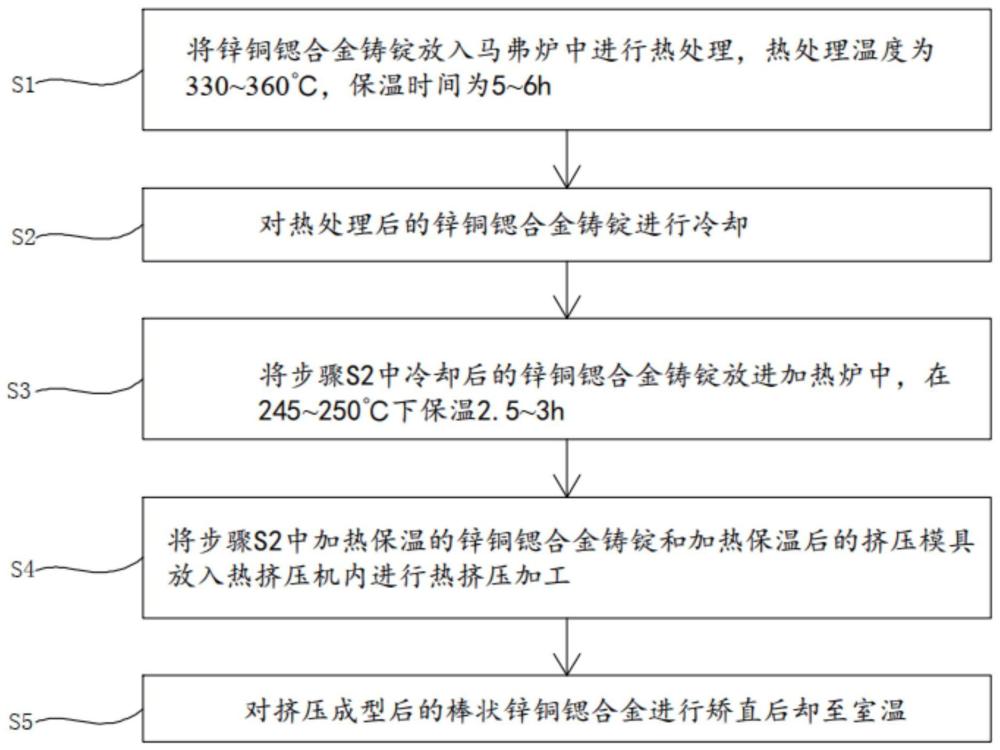
3、s1:将锌铜锶合金铸锭放入马弗炉中进行热处理,热处理温度为330~360℃,保温时间为5~6h;
4、s2:对热处理后的锌铜锶合金铸锭进行冷却;
5、s3:将步骤s2中冷却后的锌铜锶合金铸锭放进加热炉中,在245~250℃下保温2.5~3h;
6、s4:将挤压模具加热到245℃~255℃,保温2.5~3h;
7、s5:将步骤s2中加热保温的锌铜锶合金铸锭和加热保温后的挤压模具放入热挤压机内进行热挤压加工;
8、s6:对挤压成型后的棒状锌铜锶合金进行矫直后却至室温。
9、作为上述技术方案的进一步描述:
10、所述步骤s5的热挤压速率为15~25mm/min。
11、作为上述技术方案的进一步描述:
12、所述步骤s5的热挤压比为10∶1~12∶1。
13、作为上述技术方案的进一步描述:
14、所述步骤s2中的冷却方式为炉冷或空冷。
15、作为上述技术方案的进一步描述:
16、所述步骤s1中热处理温度为350℃,保温时间为5h。
17、作为上述技术方案的进一步描述:
18、所述步骤s3中锌铜锶合金铸锭加热温度为250℃,保温时间为3h。
19、作为上述技术方案的进一步描述:
20、所述步骤s4中挤压模具加热温度为250℃,保温时间为3h。
21、综上所述,由于采用了上述技术方案,本发明的有益效果是:
22、1、本发明中,加工工艺主要包括预热处理及热挤压加工两个步骤,预热处理可以消除铸态合金存在的内应力及铸态缺陷,为后期的热挤压加工做好准备,该热塑性加工工艺能成功实现锌铜锶合金组织的有效细化以及性能的显著提升。
23、2、本发明中,热塑性加工工艺的具体操作如下,首先,预热处理是将直径为100mm,长度为200mm的圆柱体锌铜锶合金铸锭放入马弗炉中加热至330~360℃并保温5~6h后取出空冷。热挤压加工需预先将经过预热处理的锌铜锶合金铸锭放进加热炉中在245~250℃下保温2.5~3h。同时,挤压模具在245℃~255℃下保温2.5~3h。随后将预先加热保温完成的锌铜锶合金铸锭与模具放入600t热挤压机内进行热挤压加工。热挤压加工时设置的挤压速率为15~25mm/min,挤压后棒状锌铜锶合金的直径为30mm,长度约为555mm,因此,热加压加工的挤压比约为11∶1。热挤压处理的棒状锌铜锶合金经过矫直处理后在空气中冷却至室温即可,由于挤压时的温度高于锌铜锶合金的再结晶温度,锌铜锶合金在挤压时产生动态再结晶行为,实现锌铜锶合金的微观组织细化以及细晶强化带来的性能提升,因此,挤压过程中辅以上述的热挤压工艺参数如挤压比,挤压温度与挤压速率使挤压态锌铜锶合金的抗拉强度和断裂伸长率、韧性性能较铸态锌铜锶合金得到显著提升。
技术特征:
1.一种锌铜锶三元合金的热塑性加工工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种锌铜锶三元合金的热塑性加工工艺,其特征在于,所述步骤s5的热挤压速率为15~25mm/min。
3.根据权利要求1所述的一种锌铜锶三元合金的热塑性加工工艺,其特征在于,所述步骤s5的热挤压比为10∶1~12∶1。
4.根据权利要求1所述的一种锌铜锶三元合金的热塑性加工工艺,其特征在于,所述步骤s2中的冷却方式为空冷。
5.根据权利要求1所述的一种锌铜锶三元合金的热塑性加工工艺,其特征在于,所述步骤s1中热处理温度为350℃,保温时间为5h。
6.根据权利要求1所述的一种锌铜锶三元合金的热塑性加工工艺,其特征在于,所述步骤s3中锌铜锶合金铸锭加热温度为250℃,保温时间为3h。
7.根据权利要求1所述的一种锌铜锶三元合金的热塑性加工工艺,其特征在于,所述步骤s4中挤压模具加热温度为250℃,保温时间为3h。
技术总结
本发明公开了一种锌铜锶三元合金的热塑性加工工艺,其包括以下步骤:S1:将锌铜锶合金铸锭放入马弗炉中进行热处理,热处理温度为330~360℃,保温时间为5~6h;S2:对热处理后的锌铜锶合金铸锭进行冷却;S3:将步骤S2中冷却后的锌铜锶合金铸锭放进加热炉中,在245~250℃下保温2.5~3h;S4:将挤压模具加热到245℃~255℃,保温2.5~3h;S5:将步骤S2中加热保温的锌铜锶合金铸锭和加热保温后的挤压模具放入热挤压机内进行热挤压加工。本发明相较于现有技术主要包括预热处理及热挤压加工两个步骤,预热处理可以消除铸态合金存在的内应力及铸态缺陷,为后期热挤压加工做准备,该热塑性加工工艺能实现锌铜锶合金组织的有效细化以及抗拉强度和断裂伸长率、韧性性能的显著提升。
技术研发人员:黎军顽,曹晓君,栗春磊,王浩,徐林,马家豪
受保护的技术使用者:苏州市祥冠合金研究院有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!