一种立式加工中心机外装夹产品的自动交换系统及方法与流程
本发明涉及加工中心自动对接领域,尤其涉及一种立式加工中心机外装夹产品的自动交换系统及方法。
背景技术:
1、在现有领域中, 加工中心具有多种加工功能,可以进行车、铣、钻、铰、攻丝等加工操作。然而,现有的所有立式加工中心及立式加工中心都是在机内装夹产品,占用大量的设备实动时间,设备的稼动率底下,导致装夹产品耗时耗力。
2、一种立式加工中心机外装夹产品的自动交换系统及方法,通过控制自动交换工作台,实现在机外装夹,明显地减少更换刀具的时间。
技术实现思路
1、本发明的目的在于,针对上述的现有问题,提出一种立式加工中心机外装夹产品的自动交换系统及方法。
2、一种立式加工中心机外装夹产品的自动交换方法,控制自动交换工作台实现在机外装夹,产品自动送料到自动交换工作台上定位锁紧,步骤为:
3、手动模式步骤:手动完成各个执行器件之间的工作;
4、自动模式步骤:自动执行自动交换工作台的业务逻辑和时序顺序;
5、io连接步骤:交互机床与托盘之间的信号;
6、故障处理步骤:各个外部执行器件出现故障时发送错误代码;
7、数据复位步骤:根据自动时序对出现逻辑错误的情况进行数据复位;
8、系统初始化步骤:加载自动交换工作台第一次上电时需要的参数;
9、主程序结合步骤:按照自动时序将指定步骤结合。
10、进一步的,一种立式加工中心机外装夹产品的自动交换方法,所述手动模式步骤包括以下子步骤:
11、s1:断开与机床的联系,通过气动门按钮、顶升气缸按钮、摆动气缸按钮控制器件;
12、s2:手动控制气动门、摆动气缸都输出;
13、s3:手动控制电缸到达指定位置;
14、所述指定位置包括第一位置、第二位置、第三位置、第四位置。
15、进一步的,一种立式加工中心机外装夹产品的自动交换方法,所述自动模式步骤包括以下子步骤:
16、i1:手动将任意托盘推入机床内,检查触摸屏的报警信息是否正常:
17、若正常,将电缸移动到第二位置;
18、若不正常,则电缸不进行移动;
19、i2:通过系统复位按钮使系统自动把摆动气缸摆到指定位置,更新托盘的状态信息;
20、i3:系统程序切换为自动模式,系统将对机床输出启动信号,机床启动加工程序,开始加工工件;
21、i4:当机床加工完成后,机床输出加工完成信号,呼叫托盘,机床执行m18指令运行到指定位置;
22、i5:系统控制顶升气缸顶上,打开气动门;
23、i6:电缸到达第一位置,摆动气缸运动;
24、i7:电缸托着工作台到达第一位置,移动机床到达新的指定位置;
25、i8:电缸到达第三位置后限位气缸输出,限位锁紧后摆动气缸摆到新的工作台;
26、i9:新工作台限位气缸松开,电缸带着新工作台到达第一位置;
27、i10:顶升气缸停止输出,气动门关闭,摆动气缸摆动,电缸退到第二位置等待取料;
28、i11:循环程序切换自动模式后的步骤。
29、进一步的,一种立式加工中心机外装夹产品的自动交换方法,所述系统初始化步骤包括以下子步骤:
30、第一次启动托盘判定两组信号任意一组信号同时满足:
31、摆动气缸在左且气动门从上方进气且第一位置加工中且电缸到达第二位置;
32、摆动气缸在右且气动门从上方进气且第二位置加工中且电缸到达第二位置。
33、进一步的,一种立式加工中心机外装夹产品的自动交换方法,所指定步骤包括手动模式步骤、自动模式步骤、数据复位步骤、故障处理步骤和系统初始化步骤中的一种或多种。
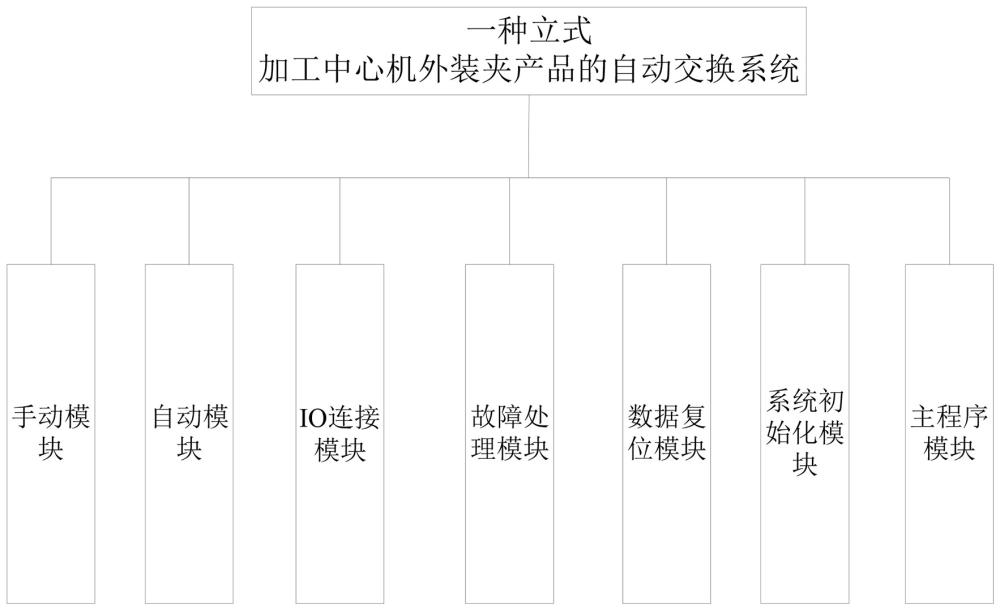
34、一种立式加工中心机外装夹产品的自动交换系统,包括手动模块、自动模块、io连接模块、故障处理模块、数据复位模块,系统初始化模块、主程序模块;
35、所述手动模块实现各个执行器件之间的手动工作;
36、所述自动模块实现自动交换工作台业务逻辑和时序顺序的自动执行;
37、所述io连接模块实现机床与托盘信号之间的交互;
38、所述故障处理模块实现各个外部执行器件出现故障时发送错误代码;
39、所述数据复位模块实现设备出现严重故障时自动时序对已经出现的逻辑错误进行复位;
40、所述系统初始化模块实现加载第一次上电时需要的参数;
41、所述主程序模块实现手动模块、自动模块、数据复位模块、故障处理模块、系统初始化步模块的整合。
42、本发明的有益效果:通过一种立式加工中心机外装夹产品的自动交换方法,控制自动交换工作台,实现在机外装夹,产品自动送料到自动交换工作台上定位锁紧,提高了设备的稼动率,实现快速装夹找正产品位置,降低装夹工件而造成的停机时间,实现多件、多次装夹。
技术特征:
1.一种立式加工中心机外装夹产品的自动交换方法,其特征在于,控制自动交换工作台实现在机外装夹,产品自动送料到自动交换工作台上定位锁紧,步骤为:
2.如权利要求1所述的一种立式加工中心机外装夹产品的自动交换方法,其特征在于,所述手动模式步骤包括以下子步骤:
3.如权利要求1所述的一种立式加工中心机外装夹产品的自动交换方法,其特征在于,所述自动模式步骤包括以下子步骤:
4.如权利要求1所述的一种立式加工中心机外装夹产品的自动交换方法,其特征在于,所述系统初始化步骤包括以下子步骤:
5.如权利要求1所述的一种立式加工中心机外装夹产品的自动交换方法,其特征在于,所述指定步骤包括手动模式步骤、自动模式步骤、数据复位步骤、故障处理步骤和系统初始化步骤中的一种或多种。
6.一种立式加工中心机外装夹产品的自动交换系统,基于权利要求1~5任意一项所述的一种立式加工中心机外装夹产品的自动交换方法实现,其特征在于,包括手动模块、自动模块、io连接模块、故障处理模块、数据复位模块,系统初始化模块、主程序模块;
技术总结
本发明公开了一种立式加工中心机外装夹产品的自动交换系统及方法,控制自动交换工作台实现在机外装夹,产品自动送料到自动交换工作台上定位锁紧。系统包括手动模块、自动模块、IO连接模块、故障处理模块、数据复位模块,系统初始化模块、主程序模块。通过一种立式加工中心机外装夹产品的自动交换系统及方法,提高了设备的稼动率,实现快速装夹找正产品位置,降低装夹工件而造成的停机时间,实现多件、多次装夹。
技术研发人员:谢龙德,毛业海,金珍兰,李嘉俊,张洪波,雷永志
受保护的技术使用者:四川德恩精工科技股份有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!