一种屏蔽泵用铜条转子焊接工装及其焊接方法与流程
本发明涉及屏蔽泵转子焊接,特别涉及一种屏蔽泵用铜条转子焊接工装及其焊接方法。
背景技术:
1、为了提高电机性能,屏蔽泵产品转子会用到铜条转子,铜条转子相较于铸铝转子性能提高,且较铸铜转子成本较低且更易实现,铜条转子常用的焊接方法包括火焰钎焊和高频感应磷铜焊接,高频感应磷铜焊接方法需要端环结构与铜条具有一个较为封闭的空间,然后利用带有高频感应线圈的加热器对该空间的磷铜焊料进行加热,形成的焊液填满铜条间的空隙及铜条与端环间的缝隙。
2、现有的高频感应磷铜焊接工装或者装置在使用时存在以下的技术缺陷,第一铜条转子上下端一般需要利用工装手动调节固定,手动夹持固定和拆卸费时费力,且容易松动;第二在对焊料进行加热时,形成的焊液容易向外侧流动,造成污染和浪费,现有的焊接工装均缺少挡料结构,并且因为铜条转子的尺寸具有差异,因此增加密封性强的挡料结构难度更大;第三现有的磷铜焊料投加都是人工加料,人工手动加料速度慢,费时费力,且在定位胎芯外侧的环形一周铺设不够均匀,局部焊料过少,导致焊接效果不理想。
3、综上所述,考虑到现有设施满足不了工作使用需求,为此,我们提出一种屏蔽泵用铜条转子焊接工装及其焊接方法。
技术实现思路
1、本发明的主要目的在于提供一种屏蔽泵用铜条转子焊接工装及其焊接方法,可以有效解决背景技术中的问题。
2、为实现上述目的,本发明采取的技术方案为:
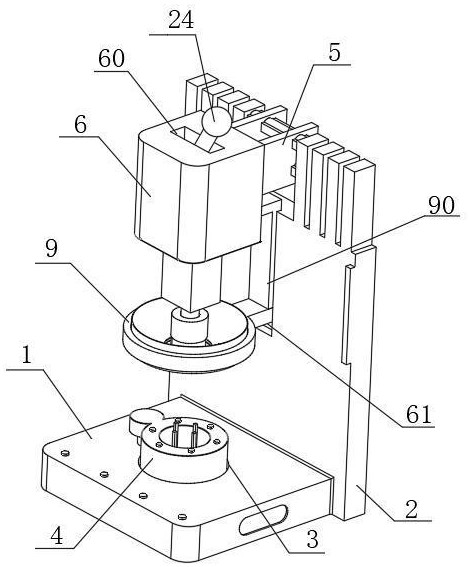
3、一种屏蔽泵用铜条转子焊接工装,包括工装底座和侧支座,所述侧支座竖直铆接在工装底座的外侧,所述侧支座的顶部通过连接臂连接有锁紧箱,所述连接臂的数量优选为2-4组,所述工装底座的上端面中间位置处开设有限位转槽,所述限位转槽内转动设置有紧固旋转机构。
4、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述紧固旋转机构包括转台和内夹器,所述转台固定在内夹器的下端,所述内夹器向上伸出限位转槽。
5、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述转台的下端中间位置处固定安装有定位轴,所述定位轴的下端通过第一轴承座和工装底座的底面连接固定,所述定位轴上套接有大齿轮,所述大齿轮的一侧啮合设置有小齿轮,所述小齿轮套接在伺服电机的输出轴上,所述伺服电机安装在工装底座的内部。
6、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述内夹器包括外壳体、外齿轮、齿轮转槽、内齿轮和齿杆,所述外壳体的内部转动设置有外齿轮,所述外齿轮的上下端面均开设有齿轮转槽,所述外壳体内设置有伸入齿轮转槽的限位凸条,所述外齿轮的内齿处一周均匀分布有若干组内齿轮,所述内齿轮的上半部分和外齿轮的内齿啮合,所述内齿轮的下半部分水平啮合设置有齿杆。
7、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述内夹器还包括内撑杆、贴合曲面、转子槽、支撑平面和条形底槽,所述齿杆的端部焊接有内撑杆,所述内撑杆竖直向上设置,所述内撑杆的外侧面设置有作用于铜条转子内侧的贴合曲面,所述外壳体的内侧中心位置处开设有转子槽,所述转子槽用于放置铜条转子,所述转子槽的底部设置有支撑平面,所述支撑平面上开设有若干组分别供内撑杆移动的条形底槽,所述内齿轮、齿杆、内撑杆的数量均优选为3-6组。
8、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述锁紧箱的内部包括横轴、第二轴承座、凸轮和手动式调节杆,所述横轴水平设置在锁紧箱的内部靠上位置,所述横轴的两端通过第二轴承座和锁紧箱的内壁连接固定,所述横轴上套接有凸轮,所述凸轮上连接有手动式调节杆,所述锁紧箱的上端面开设有供手动式调节杆转动的调节槽。
9、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述锁紧箱的内部还包括中间座、轮槽、接触轮、压杆、隔板、杆槽和弹簧,所述中间座位于锁紧箱的内部中间位置,所述中间座的内部向上开设有轮槽,所述轮槽内通过轮轴转动设置有接触轮,所述接触轮和凸轮的轮面相抵触,所述中间座的下端焊接有压杆,所述锁紧箱的内部铆接有隔板,所述隔板上开设有供压杆穿过的杆槽,所述中间座的下端面和隔板的上端面之间并套接在压杆外侧设置有弹簧。
10、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述锁紧箱的内部还包括方型升降杆,所述方型升降杆固定在压杆的下端,所述锁紧箱的底部开设有供方型升降杆伸出的槽口,所述方型升降杆的下端通过连接轴承连接有定位胎芯,所述定位胎芯伸入到铜条转子内部,和铜条转子连接固定,所述方型升降杆的侧面焊接有连接架,所述连接架穿过锁紧箱的一侧,所述连接架的下端设置有挡料环结构。
11、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述挡料环结构包括外轴承套、内挡料环、连接口、密封气囊、固定部、排气阀和充气泵,所述连接架和外轴承套的侧面焊接,所述外轴承套的内部转动设置有内挡料环,所述内挡料环的中心开设有供铜条转子伸入的连接口,所述内挡料环靠下位置的内侧面一周设置有密封气囊,所述密封气囊贴合在铜条转子的顶部外侧面一周,所述密封气囊的表面涂抹耐热陶瓷层,所述密封气囊的外端通过固定部和内挡料环的内部固定,所述密封气囊上分别安装有排气阀和充气泵。
12、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述内挡料环的一侧设置有活动式投料器,所述活动式投料器包括背板,所述背板水平设置,所述背板的一端和侧支座固定,所述背板上对称安装有两组导向滑杆,两组所述导向滑杆之间设置有加料器外壳,所述加料器外壳的两侧对称安装有供滑杆穿过的滑套,所述加料器外壳的上端连通设置有料斗,所述料斗内放置有磷铜焊料颗粒,所述加料器外壳的下端连通设置有投料斜管,所述投料斜管的中部设置有波纹伸缩部,所述波纹伸缩部为铝制形变材料,所述投料斜管的下端设置有出料口,所述出料口的一侧并向下延伸安装有刮平板。
13、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述加料器外壳的内部贴合设置有运料转盘,所述运料转盘的外盘面上均匀开设有若干组装料槽,所述装料槽的数量优选为4-8组,所述装料槽和料斗的下斗口、投料斜管的上端口均对接,所述运料转盘的中部花键设置有转杆,所述转杆的一端通过联轴器连接有转角电机,所述转角电机贯穿加料器外壳的中部设置,所述转杆的另一端通过第三轴承座和加料器外壳的内壁固定。
14、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述侧支座上开设有供连接架上下移动的移动槽。
15、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述外壳体的一侧连接有电机座,所述电机座内竖直安装有驱动电机,所述驱动电机的输出轴上套接有驱动齿轮,所述驱动齿轮和外齿轮的外齿相啮合,所述驱动电机的输出轴通过第四轴承座和电机座的内壁固定。
16、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述导向滑杆远离背板的一端设置有止动块。
17、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述铜条转子的内部包括铁芯,所述铁芯的端部均匀插入有若干组铜条,所述铜条的数量优选为10-20组,所述铜条上契合压入有端环。
18、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述条形底槽和外壳体的内部连通。
19、作为本发明所述一种屏蔽泵用铜条转子焊接工装及其焊接方法的一种优选方案,其中:所述转台做间隙式旋转运动。
20、一种屏蔽泵用铜条转子焊接方法,包括以下的方法步骤:
21、s1:将组装好的铜条转子放入到内夹器的转子槽内,让内夹器工作,若干组内撑杆同时直线运动,贴合曲面慢慢贴合到铜条转子的内侧面,对铜条转子形成夹持固定,然后通过推动凸轮旋转,经过传动让定位胎芯被竖直压入到铜条转子上端的内部,起到固定和密封的作用。
22、s2:在压杆和方型升降杆下降的同时,利用连接架牵引整个挡料环结构下降,内挡料环正好落位到铜条转子的上端部外侧面位置,让充气泵持续工作,对密封气囊进行充气,直至让密封气囊涨起,紧贴在铜条转子的外侧面。
23、s3:将加料器外壳沿着两组导向滑杆向内挡料环位置推动,拉动投料斜管,让其伸入内挡料环的内部并调节位置,运料转盘间歇转动,利用若干组装料槽从料斗的下斗口位置引料,再通过投料斜管导入到投料区域内,在铜条转子和内挡料环转动一周的多个间歇静止过程中,活动式投料器完成了多次投料,在铜条转子和内挡料环运动的过程中还会促使堆积的料堆接触到刮平板,进行刮料。
24、本发明通过改进在此提供一种屏蔽泵用铜条转子焊接工装及其焊接方法,与现有技术相比,具有如下显著改进及优点:
25、设计内夹器,启动驱动电机,带动驱动齿轮转动,并通过啮合作用使外齿轮跟着转动,外齿轮运动时驱动若干组内齿轮同步同向转动,并通过啮合作用使其一侧的齿杆直线运动,若干组齿杆向外同步离心直线运动,利用内撑杆的贴合曲面慢慢贴合到铜条转子的内侧面,形成内撑接触,若干组内撑杆同时作用,一方面对铜条转子形成夹持固定的作用,另一方面铜条转子的位置也随之得到中心校准,自动化程度高,适配具有尺寸差异的铜条转子。
26、设计锁紧箱,推动凸轮旋转,使得凸轮的凸出部运动到接触轮位置处,对接触轮造成向下的挤压力,使得压杆及其以下的位置向下运动,从而使定位胎芯被竖直压入到铜条转子上端的内部以下,对铜条转子起到固定和密封的作用,自动化程度高,省时省力。
27、设计挡料环结构,利用凸轮运动的动力,使连接架牵引整个挡料环结构下降,内挡料环正好落位到铜条转子的上端部外侧面位置,这时让充气泵持续工作,对密封气囊进行充气,直至让密封气囊涨起,紧贴在铜条转子的外侧面,一方面形成对接触缝隙的密封,避免漏液,另一方面使使得内挡料环和铜条转子得到连接固定,并且内挡料环通过气囊作用可以适配不同尺寸的铜条转子。
28、设计活动式投料器,利用波纹伸缩拉动投料斜管,让其伸入内挡料环的内部,启动转角电机,带动运料转盘转动一定角度,一组装料槽运动到运料转盘的顶部,接收从料斗的下斗口释放的磷铜焊料颗粒,直至将装料槽填满,因此每组装料槽运动到该位置均会装入相同量的磷铜焊料颗粒,达到定量供应的目的,接着每组装料槽随着运料转盘的间隙转动,均会运动到运料转盘的底部位置,将槽内的磷铜焊料颗粒全部释放进入到投料斜管内,随着投料斜管导入到投料区域内,由于铜条转子和内挡料环随着转台做间歇式运动,因此在铜条转子和内挡料环转动一周的多个间歇静止过程中,活动式投料器完成了多次投料,从而使得环形的投料区域一周均匀被投料,在铜条转子和内挡料环运动的过程中还会促使堆积的料堆接触到刮平板,进行刮料,使投料区域一周的料层平整,便于后续均匀受热,省时省力,自动化程度高。
- 还没有人留言评论。精彩留言会获得点赞!