一种堵头零件生产装置的制作方法
本发明属于堵头加工设备,具体地说是涉及一种堵头零件生产装置。
背景技术:
1、油塞是是一种紧固件,俗称油堵以及堵头,常常用于航天、航空、航海部门及汽、机车、摩托车制造等方面。例如汽、机车、摩托车的发动机机油底壳或者其他设备的油箱密封;本司生产图9所示的堵头10,堵头一端具有中空孔11,表面上车削加工有环形槽12,并且远离中空孔11所在的一端表面10a车削,获得高的表面光洁度;加工过程中堵头往往为批量加工,其中一道工序包括用车床主轴夹持堵头的中空孔11所在的一端,通过车刀车削表面10a,然后切换切槽刀加工出环形槽12,目前的生产加工是人工上料,并且在车削结束后通过人工下料,将加工后的堵头从主轴上取下,放到料斗内,那么在两次车削之间无疑增加了工人下料,然后再拿去堵头毛坯料,在装夹到主轴上的时间,这无疑会导致生产节奏间隔加长,从而导致单位时间内的产出降低。此外,由于在车削的过程中,产生的铁屑会飞溅到夹持工装内,从而导致下一个零件夹持不稳或者夹持精度变差,传统的生产方式就需要工人使用工具对夹持工位进行吹扫,那么又会进一步增加生产时间,降低生产效率。
技术实现思路
1、本发明的目的是提供一种堵头零件生产装置,其意在解决代替人工进行上料和出料,并且能够自动对夹持工位进行吹扫。
2、为解决上述技术问题,本发明的目的是这样实现的:
3、一种堵头零件生产装置,包括
4、车床;包括主轴机构以及车刀机构;
5、进料机构;其包括第一进料机构和第二进料机构;所述第二进料机构将堵头坯料送至所述第一进料机构的暂存腔内,所述第一进料机构将所述暂存腔内的堵头坯料移载至所述主轴机构的弹性夹套内,所述弹性夹套将所述堵头坯料夹持后,配合所述车刀机构对所述堵头坯料进行加工;
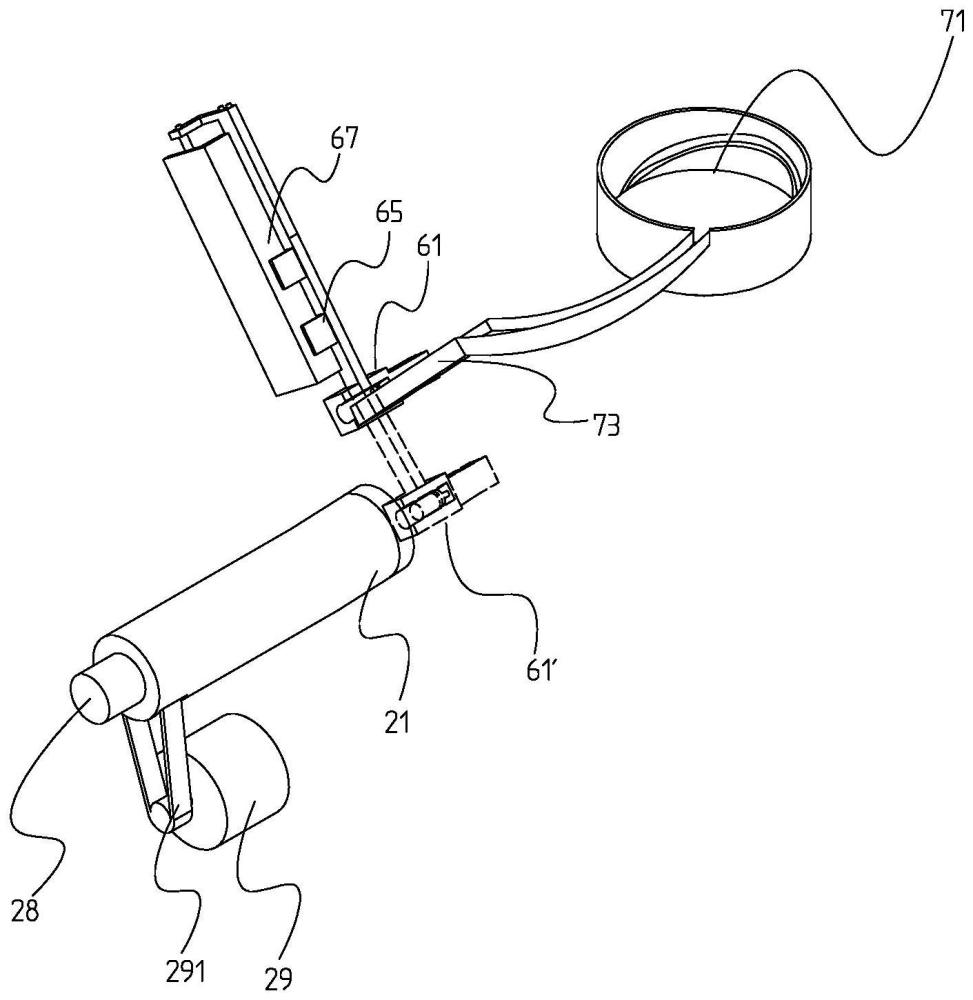
6、所述第一进料机构包括进料头、推料组件以及进料切换机构,所述进料头上开设有暂存腔;所述暂存腔侧面可与所述第二进料机构的出料口连通,且所述暂存腔朝向所述弹性夹套的一端向所述弹性夹套暴露;所述推料组件包括推料板以及推料气缸,所述推料板位于所述暂存腔内;所述进料切换机构带动所述进料头在所述弹性夹套入口端和出料口之间切换;在位于所述弹性夹套的入口端时,所述推料气缸带动所述推料板将所述暂存腔内的堵头坯料推入到所述弹性夹套内;在位于所述出料口时,所述第二进料机构内的堵头坯料进入到所述暂存腔内。
7、在上述方案的基础上并作为上述方案的优选方案:所述第一进料机构与竖直平面具有设定夹角,以使所述暂存腔朝向所述出料口的开口向上倾斜。
8、在上述方案的基础上并作为上述方案的优选方案:所述暂存腔为u形结构。
9、在上述方案的基础上并作为上述方案的优选方案:还包括封堵组件,在所述进料头的所述开口未与所述出料口连通时,所述封堵组件将所述出料口阻挡;限制所述堵头坯料由所述出料口移出。
10、在上述方案的基础上并作为上述方案的优选方案:还包括第一吹扫组件,所述第一吹扫组件包括吹气嘴,其固设于所述进料头上且出气端朝向所述弹性夹套所在侧;在所述进料头向所述弹性夹套的入口端切换且临近时,所述吹气嘴吹出压缩空气。
11、在上述方案的基础上并作为上述方案的优选方案:所述主轴机构包括主轴芯、顶刀气缸、顶刀杆以及夹头,所述顶刀杆穿设于所述主轴芯内,所述主轴芯一端设置有锥形孔,所述顶刀气缸位于所述主轴芯远离所述锥形孔所在侧,所述锥形孔内设置有弹性夹套;所述顶刀杆的第一端与所述弹性夹套一端固定连接,且套设于所述顶刀杆外部的蝶形弹簧推动所述顶刀杆带动所述弹性夹套拉紧于所述锥形孔内,所述顶刀气缸的活塞杆可推动所述顶刀杆向背离所述弹性夹套背离所述顶刀杆的一端开设有夹持腔,所述夹持腔的中部固设有一定位柱,所述定位柱外部套设有压簧;所述压簧一端与所述夹持腔底部接触,油塞塞入所述夹持腔内,将所述压簧压缩;所述顶刀杆、所述弹性夹套以及所述定位柱的中部分别开设有第一导气通路、第二导气通路、第三导气通路、第四导气通路以及第五导气通路,所述第一导气通路、第二导气通路以及第四导气通路依次连通;所述第五导气通路沿所述定位柱径向设置且与所述第四导气通路连通,所述第三导气通路一端与所述第五导气通路连通,另一端与所述夹持腔连通。
12、在上述方案的基础上并作为上述方案的优选方案:所述车床还包括防护罩;所述防护罩上,正对所述主轴的位置设置有导料槽,所述导料槽将所述防护罩内部与外部连通。
13、此外,还公开了一种堵头零件生产装置,其特征在于:包括以下工作步骤:
14、启动前准备,向振动上料盘内加入堵头胚料;
15、启动,包括接通车床电源、进料机构以及控制器电源;初始状态时,进料头的开口与振动上料盘的滑道的出料口对齐;
16、上料,振动上料盘内的堵头胚料经由滑道下落,并经由其出料口滚入到进料头的暂存腔内;进料切换机构带动进料头切换至弹性夹套的入口处且与之对齐,顶刀气缸推动顶刀杆,将弹性夹套顶出锥形孔,以使夹持腔释放,随后,推料气缸带动所述推料板将所述暂存腔内的堵头坯料推入到所述弹性夹套的夹持腔内,压簧被压缩;顶刀气缸复位,顶刀杆在蝶形弹簧弹性力作用下复位,同时拉动弹性夹套压紧到锥形孔内,夹持腔将堵头胚料夹紧;推料气缸带动推料板复位,同时进料切换机构带动进料头切换至滑道的出料口处并与之对齐,下一个堵头胚料滚入到暂存腔内;
17、堵头加工,主轴机构开始按照预设转速旋转,车刀机构按照预设轨迹移动,对堵头胚料以车削的方式加工;
18、出料,车刀机构回到初始位置;顶刀气缸推动顶刀杆,将弹性夹套顶出锥形孔,以使夹持腔释放,加工后的堵头胚料在压簧弹性力作用下弹出夹持腔,并继续滑行足够距离,以使其落入到导料槽内;
19、由上料步骤循环。
20、在上述方案的基础上并作为上述方案的优选方案:所述上料步骤,包括在进料头向弹性夹套的入口端切换且临近时,吹气嘴吹出压缩空气的步骤。
21、在上述方案的基础上并作为上述方案的优选方案:所述出料步骤,还包括在顶刀气缸推动顶刀杆,将弹性夹套顶出锥形孔,以使夹持腔释放的同时,经由进气口向第一导气通道内通入压缩空气的步骤。
22、本发明相比现有技术突出且有益的技术效果是:通过第一进料机构和第二进料机构配合,第二进料机构将堵头胚料送至第一进料机构,通过第二进料机构将堵头胚料移载至主轴机构的弹性夹套内,借助顶刀气缸和顶刀杆的配合,在第二进料机构将堵头胚料向主轴机构的弹性夹套内移载时,将弹性夹套打开,在堵头坯料进入到弹性夹套后,弹性夹套将堵头胚料夹紧,车床启动对堵头胚料进行加工,在加工结束后,弹性夹套打开,压簧将加工后的堵头坯料弹出到弹性夹套外部,并经由导料槽送出,由此实现自动上料和出料,减少人工,缩短上料和出料的时间;此外,第一吹扫组件在进料头向弹性夹套的入口端切换且临近时,吹气嘴吹出压缩空气,由此实现对弹性夹套内部的铁屑进行吹扫,由于吹扫是在上料时同步进行,所以相对比人工借助工具吹扫而言,缩短了加工时长,提高工作效率;
23、配合第一导气通路、第二导气通路、第三导气通路、第四导气通路以及第五导气通路,能够更加有效的将弹性夹套内残留的切屑吹扫清除,避免了切屑残留的问题。
- 还没有人留言评论。精彩留言会获得点赞!