一种锻造件冲孔装置及冲孔方法与流程
本申请涉及锻造件加工,具体涉及一种锻造件冲孔装置及冲孔方法。
背景技术:
1、斗齿锻造件是一种用于工程机械和农业机械的零部件,通常用于挖掘机、推土机、装载机等设备上。它通常由高强度合金钢或其他特殊材料锻造而成,具有良好的耐磨性和抗压性能。在斗齿锻造件的加工过程中,需要对斗齿锻造件进行冲孔以供后续装配。
2、参照公告号为cn212019101u,公告日期为2020年11月27日,名称为一种挖掘机斗齿的冲孔装置的中国专利,在冲孔时通过凸模和凹模的配合对斗齿锻造件进行限位固定,然后由冲头完成对斗齿锻造件的冲孔工作。
3、参照上述技术方案,在冲孔完成后,因冲头产生的作用力影响,斗齿锻造件冲孔位置的边沿处会紧密抵接凸模,导致斗齿锻造件不易与凸模发生分离,进而给后续的脱模工作带来一定难度。
技术实现思路
1、有鉴于此,本申请提供一种锻造件冲孔装置及冲孔方法,采用分体式模芯为斗齿锻造件的冲孔工作提供稳定支撑,而后在脱模时通过两部分模芯的分离使斗齿锻造件自动脱模,还能够借助斗齿锻造件的热量,产生能够为脱模工作提供辅助动力的膨胀气压,降低脱模工作的难度。
2、为解决上述技术问题,本申请提供一种锻造件冲孔装置及冲孔方法。
3、第一方面,本申请提供一种锻造件冲孔装置,包括:定位模芯,其设置在冲孔台上,冲孔台上竖向滑动连接有能够与定位模芯吻合的升降模芯,冲孔台上设置有能够推动升降模芯上移的复位弹簧,升降模芯上竖向滑动连接有能够在脱模时将斗齿锻造件进一步顶起的弹簧销,弹簧销设置在靠近定位模芯的一侧;活塞腔,其设置在冲孔台内部,冲孔台上贯穿设置有能够将外部常温空气送入活塞腔的管式单向阀,升降模芯侧壁开设有释压槽,释压槽底部固定连通有能够贯穿至活塞腔内部的空心管,空心管底端固定套设有能够将活塞腔内部空气压入空心管的活塞板;压紧机构,设置在冲孔台上,用于对斗齿锻造件进行压紧限位;冲孔机构,设置在冲孔台上,用于对斗齿锻造件进行冲孔。
4、通过采用上述技术方案,在进行斗齿锻造件冲孔工作时,先将斗齿锻造件扣置在升降模芯上,然后压紧机构运行对斗齿锻造件进行压紧限位,此过程因压紧机构产生的压力作用,斗齿锻造件和升降模芯会一同克服复位弹簧的弹力并向下移动,直至升降模芯与定位模芯吻合形成一个能够为斗齿锻造件提供稳定支撑的完整模芯。与此同时,斗齿锻造件会将弹簧销压入升降模芯内部,直至斗齿锻造件与完整模芯契合。待冲孔机构对斗齿锻造件进行冲孔后,压紧机构解除对斗齿锻造件的压紧限位,此时升降模芯因复位弹簧的弹性势能影响会带动斗齿锻造件一同上移,使斗齿锻造件与定位模芯发生分离,而后斗齿锻造件上已经与定位模芯分离的部分在弹簧销的弹性势能下会向上倾斜翘起,使得斗齿锻造件与升降模芯发生分离。在升降模芯的下移过程中,空心管和活塞板会一同下移将活塞腔内部的空气经空心管导入释压槽内部。在升降模芯与定位模芯的吻合状态下,因升降模芯和定位模芯的导热作用,释压槽内部的空气会吸收斗齿锻造件的热量而膨胀。在需要使升降模芯上移进行脱模时,释压槽内部的膨胀气压易于使升降模芯上升,为脱模工作提供辅助动力。而升降模芯带动空心管和活塞板一同上移时,活塞腔内部产生的负压能够将外部常温空气经管式单向阀吸入活塞腔,等待下一个斗齿锻造件冲孔工作的开展。
5、采用分体式模芯为斗齿锻造件的冲孔工作提供稳定支撑,而后在脱模时通过两部分模芯的分离使斗齿锻造件自动脱模,还能够借助斗齿锻造件的热量,产生能够为脱模工作提供辅助动力的膨胀气压,降低脱模工作的难度。在膨胀气压的释放过程中,膨胀气压还能够将位于定位模芯和升降模芯缝隙处的冲孔残渣吹出,以免定位模芯和升降模芯在下次使用时因冲孔残渣的干涉而无法正常吻合,降低因定位模芯和升降模芯未完全吻合而导致冲孔位置偏移的概率。
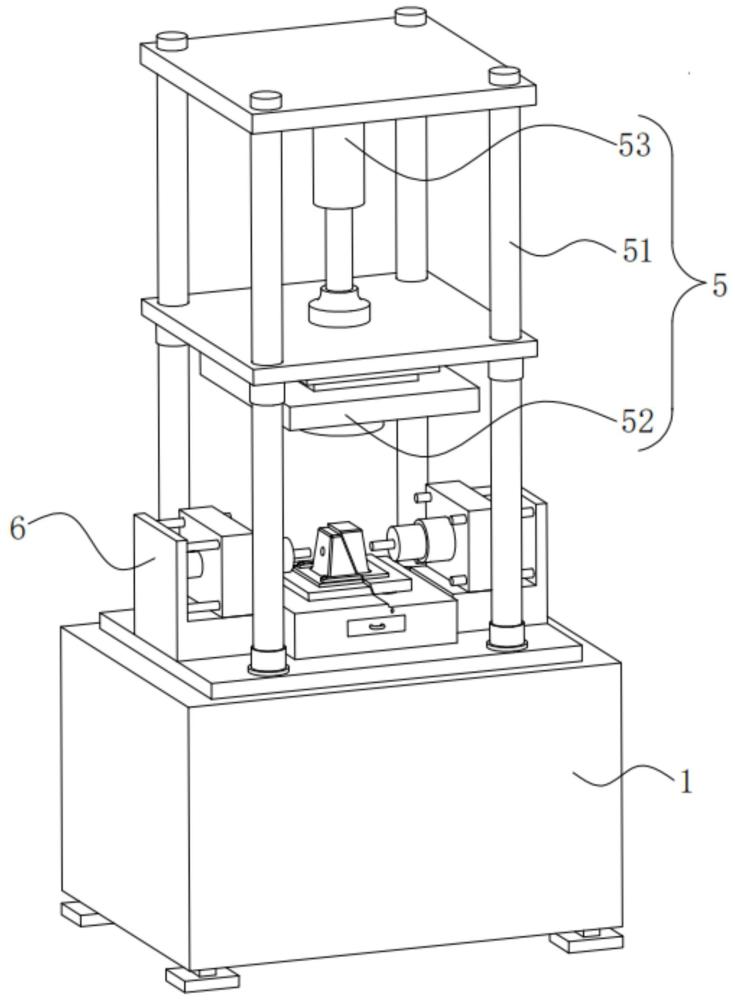
6、可选的,所述压紧机构包括:支架,其设置在冲孔台上,支架内部竖向滑动连接有用于压紧斗齿锻造件的压模,支架顶部设置有能够带动压模升降的气缸。
7、可选的,所述冲孔机构包括:线性驱动器,其设置有两个,两个线性驱动器对称设置在冲孔台上,每个线性驱动器的执行端均设置有能够对斗齿锻造件进行冲孔的冲头。
8、可选的,所述冲孔台内部滑动连接有集料盒,集料盒位于定位模芯和升降模芯正下方,用于对冲孔后进入定位模芯和升降模芯内部的废料进行收集。
9、通过采用上述技术方案,冲孔后进入定位模芯和升降模芯内部的废料会向下落入集料盒的内部,人员可随时抽出集料盒对其内部的废料进行回收处理。
10、第二方面,本申请提供一种锻造件冲孔方法,应用于第一方面所述的一种锻造件冲孔装置,其冲孔方法包括:
11、s1,先将斗齿锻造件扣置在升降模芯上,然后对斗齿锻造件进行压紧限位,直至升降模芯和定位模芯在压力作用下吻合并形成一个完整模芯,且斗齿锻造件会与完整模芯契合;
12、s2,对斗齿锻造件进行冲孔;
13、s3,解除对斗齿锻造件的压紧限位,通过复位弹簧和弹簧销的弹性势能使斗齿锻造件自动脱模。
14、可选的,在步骤s1中,升降模芯下移时能够在释压槽内部积蓄空气,该部分空气在升降模芯和定位模芯的导热作用会吸收斗齿锻造件的热量而膨胀。
15、可选的,在步骤s3中,释压槽内部的膨胀气压易于使升降模芯与定位模芯分离,为脱模工作提供辅助动力。
16、可选的,在步骤s3中,膨胀气压释放时能够将位于定位模芯和升降模芯缝隙处的冲孔残渣吹出,以免定位模芯和升降模芯在下次使用时因冲孔残渣的干涉而无法正常吻合。
17、综上所述,与现有技术相比,本申请包括以下至少一种有益技术效果:
18、1、采用分体式模芯为斗齿锻造件的冲孔工作提供稳定支撑,而后在脱模时通过两部分模芯的分离使斗齿锻造件自动脱模,还能够借助斗齿锻造件的热量,产生能够为脱模工作提供辅助动力的膨胀气压,降低脱模工作的难度。
19、2、在膨胀气压的释放过程中,膨胀气压还能够将位于定位模芯和升降模芯缝隙处的冲孔残渣吹出,以免定位模芯和升降模芯在下次使用时因冲孔残渣的干涉而无法正常吻合,降低因定位模芯和升降模芯未完全吻合而导致冲孔位置偏移的概率。
技术特征:
1.一种锻造件冲孔装置,其特征在于,包括:
2.根据权利要求1所述的一种锻造件冲孔装置,其特征在于,所述压紧机构(5)包括:
3.根据权利要求1所述的一种锻造件冲孔装置,其特征在于,所述冲孔机构(6)包括:
4.根据权利要求1所述的一种锻造件冲孔装置,其特征在于:所述冲孔台(1)内部滑动连接有集料盒(7),集料盒(7)位于定位模芯(2)和升降模芯(3)正下方,用于对冲孔后进入定位模芯(2)和升降模芯(3)内部的废料进行收集。
5.一种锻造件冲孔方法,其特征在于,应用于权利要求1所述的一种锻造件冲孔装置,其冲孔方法包括:
6.根据权利要求5所述的一种锻造件冲孔方法,其特征在于:在步骤s1中,升降模芯(3)下移时能够在释压槽(42)内部积蓄空气,该部分空气在升降模芯(3)和定位模芯(2)的导热作用会吸收斗齿锻造件的热量而膨胀。
7.根据权利要求6所述的一种锻造件冲孔方法,其特征在于:在步骤s3中,释压槽(42)内部的膨胀气压易于使升降模芯(3)与定位模芯(2)分离,为脱模工作提供辅助动力。
8.根据权利要求7所述的一种锻造件冲孔方法,其特征在于:在步骤s3中,膨胀气压释放时能够将位于定位模芯(2)和升降模芯(3)缝隙处的冲孔残渣吹出,以免定位模芯(2)和升降模芯(3)在下次使用时因冲孔残渣的干涉而无法正常吻合。
技术总结
本申请提供一种锻造件冲孔装置及冲孔方法,属于锻造件加工技术领域,包括:定位模芯,其设置在冲孔台上,冲孔台上竖向滑动连接有升降模芯,冲孔台上设置有复位弹簧,升降模芯上竖向滑动连接有弹簧销;活塞腔,其设置在冲孔台内部,冲孔台上贯穿设置有管式单向阀,升降模芯侧壁开设有释压槽,释压槽底部固定连通有空心管,空心管底端固定套设有活塞板;压紧机构,设置在冲孔台上;冲孔机构,设置在冲孔台上;本申请采用分体式模芯为斗齿锻造件的冲孔工作提供稳定支撑,而后在脱模时通过两部分模芯的分离使斗齿锻造件自动脱模,还能够借助斗齿锻造件的热量,产生能够为脱模工作提供辅助动力的膨胀气压,降低脱模工作的难度。
技术研发人员:魏建涛,魏波涛,张孟森,李夫章,焦学富
受保护的技术使用者:洛阳市钢峰工程机械制造有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!