一种EPS节叉耳孔珩磨机的制作方法
一种eps节叉耳孔珩磨机
【技术领域】
[0001]
本实用新型涉及节叉生产的技术领域,特别是一种eps节叉耳孔珩磨机。
背景技术:
[0002]
十字万向节在转向轴、中间轴和转向机的输出轴之间起到连接作用,实现变角度动力传递,为汽车转向系统的核心零部件之一。
[0003]
十字轴万向节总成、节叉用于传动轴和相关部件之间的连接,以及多节传动轴之间的连接。传动轴为前置后驱、四驱等驱动方式的乘用车或商用车的变速器、分动器(四驱)和主减速器之间传递动力的核心部件,通过改变力的方向,传动轴将发动机的力传递到汽车轮胎。其中,节叉由连接毂部和两个对称的叉头组成,其中叉头上具有耳孔,节叉在生产的过程中需要对耳孔进行修整加工,以满足其设计功能,现提出一种eps节叉耳孔珩磨机。
技术实现要素:
[0004]
本实用新型的目的就是解决现有技术中的问题,提出一种eps节叉耳孔珩磨机,能够提高加工精度,降低工作强度、提高生产效率。
[0005]
为实现上述目的,本实用新型提出了一种eps节叉耳孔珩磨机,包括机座、升降座、珩磨装置、铰刀组件、珩磨刀组件、转座和节叉定位工装,所述机座上设有可转动的转座,所述转座上有若干个用以固定节叉的节叉定位工装,所述升降座可升降的设置于珩磨装置的上方,所述升降座的下方安装有珩磨装置,所述珩磨装置的底部设有若干个由电机驱动的主轴,所述主轴包括沿转座的输送方向依次布置的一个安装有铰刀组件的第一主轴,以及多个安装有珩磨刀组件的第二主轴,所述珩磨刀组件上具有珩磨刀体,沿转座的输送方向一个铰刀组件、多个珩磨刀体的外径尺寸依次增大。
[0006]
作为优选,所述珩磨刀组件还包括调节棒体、上调节螺母和下调节螺母,所述调节棒体包括自上至下依次设置的刀柄、上螺杆部、锥形调节杆和下螺杆部,所述刀柄安装于第二主轴底部的刀架上,所述珩磨刀体套装于锥形调节杆上,所述上调节螺母和下调节螺母用于调节珩磨刀体在锥形调节杆上的高度位置,所述上调节螺母的底部与珩磨刀体的顶部相抵靠,所述下调节螺母的顶部与珩磨刀体的底部相抵靠,所述锥形调节杆的外壁具有自上至下外径逐渐减小的外锥形面,所述珩磨刀体的内腔具有自上至下外径逐渐减小的内锥形面,所述珩磨刀体沿其母线方向开设有一开槽口。
[0007]
作为优选,所述珩磨刀体的底部与下调节螺母顶部之间还安装有防磨垫圈,所述防磨垫圈套装于调节棒体上,所述防磨垫圈的顶部设有限位台阶体,所述下调节螺母的顶部开设有与限位台阶体相适配的限位凹槽。
[0008]
作为优选,所述下调节螺母的底部设有自上至下截面直径尺寸逐渐缩小的导入部,所述导入部外壁的一侧开设有单面槽,所述导入部的内腔设有供下螺杆部插入的凹腔。
[0009]
作为优选,所述珩磨刀体的外周间隔设置有若干个沿其母线方向布置的排屑槽。
[0010]
作为优选,所述节叉定位工装包括支撑座、定位模座、定位挡架、气缸安装座、气缸
和压块,所述支撑座的底部通过固定底座固定安装在转座上,所述支撑座的顶部安装有定位模座,所述定位模座内设有具有开口的仿形槽,所述仿形槽具有开口的一端安装有定位挡架,所述定位挡架的侧壁设有挡槽,所述挡槽与仿形槽构成定位模腔,所述仿形槽的底部开设有供铰刀组件、珩磨刀组件穿出的第一通孔,所述定位模座的上方安装有气缸安装座,所述气缸安装座的外壁安装有气缸,所述气缸的伸缩杆与压块相连,所述压块上开设有供铰刀组件、珩磨刀组件穿出的第二通孔。
[0011]
作为优选,所述气缸安装座的两侧对称设有导向座,所述导向座的内壁开设有与压块的两侧相适配的导向槽,所述压块可活动的安装于导向槽内。
[0012]
作为优选,所述铰刀组件、珩磨刀组件分别通过刀架安装于主轴的底部,所述铰刀组件的刀体外径尺寸小于与其相邻的珩磨刀体的外径尺寸。
[0013]
作为优选,所述机座上还设有防护箱,所述防护箱内具有支撑架,所述支撑架的靠近升降座的一侧壁设有沿竖直方向布置的导轨,所述升降座由动力箱驱动可沿导轨上下方向往复运动。
[0014]
作为优选,所述主轴的数目为八个,所述转座的上方周向均匀布置有十个节叉定位工装。
[0015]
本实用新型的有益效果:本实用新型通过机座、升降座、珩磨装置、铰刀组件、珩磨刀组件、转座和节叉定位工装等的配合,通过在转座上多个工位上设置节叉定位工装,能够将待加工耳孔的节叉依次输送至铰刀组件、以及多个珩磨刀组件的下方依次进行磨削作业,多级加工能够保证加工精度,提高产品质量,多个刀具可以同时对不同工位的节叉进行加工,能够提高生产效率,降低劳动强度。
[0016]
本实用新型的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
[0017]
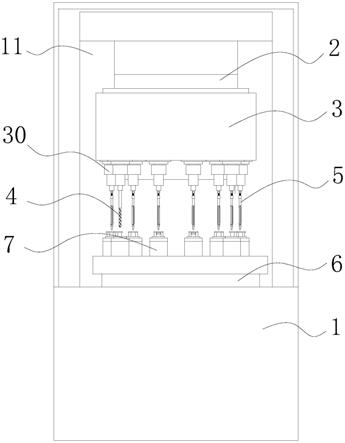
图1是本实用新型一种eps节叉耳孔珩磨机的结构示意图;
[0018]
图2是本实用新型一种eps节叉耳孔珩磨机的转座的俯视示意图;
[0019]
图3是本实用新型一种eps节叉耳孔珩磨机的节叉定位工装的俯视示意图;
[0020]
图4是本实用新型一种eps节叉耳孔珩磨机的珩磨刀组件的结构示意图;
[0021]
图5是本实用新型一种eps节叉耳孔珩磨机的珩磨刀组件的爆炸图;
[0022]
图6是本实用新型一种eps节叉耳孔珩磨机的珩磨刀体的俯视示意图;
[0023]
图7是本实用新型一种eps节叉耳孔珩磨机的珩磨刀组件的部分结构截面图。
【具体实施方式】
[0024]
参阅图1至图7本实用新型一种eps节叉耳孔珩磨机,包括机座1、升降座2、珩磨装置3、铰刀组件4、珩磨刀组件5、转座6和节叉定位工装7,所述机座1上设有可转动的转座6,所述转座6上有若干个用以固定节叉100的节叉定位工装7,所述升降座2可升降的设置于珩磨装置3的上方,所述升降座2的下方安装有珩磨装置3,所述珩磨装置3的底部设有若干个由电机驱动的主轴30,所述主轴30包括沿转座6的输送方向依次布置的一个安装有铰刀组件4的第一主轴,以及多个安装有珩磨刀组件5的第二主轴,所述珩磨刀组件5上具有珩磨刀体53,沿转座6的输送方向一个铰刀组件4、多个珩磨刀体53的外径尺寸依次增大。铰刀组件
4、以及多个珩磨刀组件5能够同步向下进给,分别对其正下方处于不同加工状态的节叉100进行加工,经过多次磨削加工,对每次的磨削量更精准地控制,保证加工精度,并且多工位同步加工,能够提高生产效率。
[0025]
进一步地,所述珩磨刀组件5还包括调节棒体51、上调节螺母52和下调节螺母55,所述调节棒体51包括自上至下依次设置的刀柄511、上螺杆部512、锥形调节杆513和下螺杆部514,所述刀柄511安装于第二主轴底部的刀架上,所述珩磨刀体53套装于锥形调节杆513上,所述上调节螺母52和下调节螺母55用于调节珩磨刀体53在锥形调节杆513上的高度位置,所述上调节螺母52的底部与珩磨刀体53的顶部相抵靠,所述下调节螺母55的顶部与珩磨刀体53的底部相抵靠,所述锥形调节杆513的外壁具有自上至下外径逐渐减小的外锥形面,所述珩磨刀体53的内腔具有自上至下外径逐渐减小的内锥形面,所述珩磨刀体53沿其母线方向开设有一开槽口531。通过转动上调节螺母52和下调节螺母55对珩磨刀体53在锥形调节杆513上的高度位置进行调整,由锥形调节杆513的外锥面将珩磨刀体53胀紧,达到调整珩磨刀体53的外径尺寸的目的,方便操作。所述上螺杆部512、下螺杆部514的螺纹旋向相反,更具体的,所述上螺杆部512的外壁设有左旋螺纹,所述下螺杆部514的外壁设有右旋螺纹。
[0026]
进一步地,所述珩磨刀体53的底部与下调节螺母55顶部之间还安装有防磨垫圈54,所述防磨垫圈54套装于调节棒体51上,所述防磨垫圈54的顶部设有限位台阶体541,所述下调节螺母55的顶部开设有与限位台阶体541相适配的限位凹槽。通过设置防磨垫圈54,在转动下调节螺母55进行调整时,下调节螺母55与防磨垫圈54的底部相接触,能够减小下调节螺母55顶部对珩磨刀体53的磨损。
[0027]
进一步地,所述下调节螺母55的底部设有自上至下截面直径尺寸逐渐缩小的导入部551,所述导入部551外壁的一侧开设有单面槽552,方便对下调节螺母55进行旋转调节,所述导入部551的内腔设有供下螺杆部514插入的凹腔。
[0028]
进一步地,所述珩磨刀体53的外周间隔设置有若干个沿其母线方向布置的排屑槽532。通过设置排屑槽532能够及时排出磨削的废屑,避免废屑划伤节叉耳孔的内壁。所述珩磨刀体53的上端、下端的外壁分别具有导入锥形面。
[0029]
进一步地,所述节叉定位工装7包括支撑座71、定位模座72、定位挡架73、气缸安装座74、气缸75和压块76,所述支撑座71的底部通过固定底座711固定安装在转座6上,所述支撑座71的顶部安装有定位模座72,所述定位模座72内设有具有开口的仿形槽721,所述仿形槽721具有开口的一端安装有定位挡架73,所述定位挡架73的侧壁设有挡槽731,所述挡槽731与仿形槽721构成定位模腔700,所述仿形槽721的底部开设有供铰刀组件4、珩磨刀组件5穿出的第一通孔720,所述定位模座72的上方安装有气缸安装座74,所述气缸安装座74的外壁安装有气缸75,所述气缸75的伸缩杆与压块76相连,所述压块76上开设有供铰刀组件4、珩磨刀组件5穿出的第二通孔760。由转座6对节叉定位工装7上的节叉100进行输送。
[0030]
进一步地,所述气缸安装座74的两侧对称设有导向座741,所述导向座741的内壁开设有与压块76的两侧相适配的导向槽742,所述压块76可活动的安装于导向槽742内。压块的设置能够将定位模腔700内的节叉压紧,而且可以避免加工刀复位的时,将节叉从定位模腔700中拔出,导向座741内设置的导向槽742能够提高压块76运行的稳定性,以及定位的稳定性。
[0031]
进一步地,所述铰刀组件4、珩磨刀组件5分别通过刀架安装于主轴30的底部,所述铰刀组件4的刀体外径尺寸小于与其相邻的珩磨刀体53的外径尺寸。
[0032]
进一步地,所述机座1上还设有防护箱10,所述防护箱10内具有支撑架11,所述支撑架11的靠近升降座2的一侧壁设有沿竖直方向布置的导轨,所述升降座2由动力箱驱动可沿导轨上下方向往复运动。当升降座2向下移动时,控制铰刀组件4、以及多个珩磨刀组件5能够对其下方的节叉进行加工,完成加工后升降座2上移复位。
[0033]
进一步地,所述主轴30的数目为八个,所述转座6的上方周向均匀布置有十个节叉定位工装7。包括八个分别与每个主轴30正下方的加工工位对应设置的节叉定位工装7,以及两个用于上下料处理的等待工位上的节叉定位工装7。
[0034]
本实用新型工作过程:
[0035]
本实用新型一种eps节叉耳孔珩磨机,使用前需要先对珩磨刀体53尺寸进行调整,至满足生产需求,使多个珩磨刀体53的外径尺寸沿转座的输送方向依次增大。加工过程为:参阅图2,操作工从a工位处进行节叉100的上料,在转座6的输送下待加工的节叉100进入处于铰刀组件4下方的b工位处等待铰孔作业,其中,转座6每动作一次可将节叉100转动一个工位,然后完成铰孔作业后的节叉100在转座6的输送下进入到处于珩磨刀组件5下方的c工位处等待珩磨,并在转座6的输送下依次沿顺指针方向输送,由多个珩磨刀组件5依次进行加工,完成多级珩磨作业,最后输送至a工位处卸料,同时,操作工对卸料后空载的节叉定位工装7进行上料。其中,当载有待加工节叉100的节叉定位工装7的到达b工位处时,由一传感器感应(图中未画出),并通过控制系统控制处于b工位的节叉定位工装7的气缸75动作,压块76向前伸出压靠在叉头的上方,对节叉100进行锁定,然后在依次进行铰孔、多级珩磨作业,完成加工后,载有已加工节叉100的节叉定位工装7的到达a工位处,由另一传感器感应(图中未画出),并通过控制系统控制处于a工位的节叉定位工装7的气缸75动作,压块76复位,工人可以取下加工后的节叉100,并放置上一个待加工的节叉。
[0036]
珩磨刀体53尺寸的调整过程为:先调整上调节螺母52的高度,然后调整下调节螺母55的高度,直至珩磨刀体53的外径达到所需尺寸,并且珩磨刀体53的顶部与上调节螺母52的底部相抵靠,下调节螺母55的顶部与珩磨刀体53相抵靠。
[0037]
上述实施例是对本实用新型的说明,不是对本实用新型的限定,任何对本实用新型简单变换后的方案均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1