一种刀片磨削治具的制作方法
[0001]
本实用新型涉及加工类刀片生产技术领域,尤其涉及一种刀片磨削治具。
背景技术:
[0002]
现在加工类刀片以硬质合金,陶瓷以及金刚石材质为主,生产加工要靠各种工具磨床加工出来,将已经成型或者未成形的材质加工成型所需要的尺寸,主要的磨床种类有,平面磨床,周边磨床,开槽磨床以及倒r磨床,这几种磨床将刀片平面,周边,槽型和r角给加工出来,也就是说每种类型的加工都是在不同设备上完成,需要把刀片进行分工序加工。一些刀片的加工位置非常的多,客户希望尽量减少加工工序,这样可以减少生产投入,也可以提高生产效率,还可以提高产品精度;另外有很多刀片某些加工工位需要一次性成型,这样才能达到较好的磨削尺寸跟外观,两种几何轮廓才能完美衔接起来,产品才能稳定生产,报废率也会降低,但是由于刀片加工类型不同,需要同时加工成型的地方有着加工平面,周边,槽型和r角多种类型的情况,由于工艺上的问题,很多刀片不得不采用分工序加工,导致国内在生产这些高端刀片时没有合适的设备,生产出来的产品无法媲美国外相同产品。
[0003]
因此,有必要提供一种新的刀片磨削治具解决上述技术问题。
技术实现要素:
[0004]
本实用新型解决的技术问题是提供一种加工精度高、生产成本低的刀片磨削治具。
[0005]
为解决上述技术问题,本实用新型提供的刀片磨削治具包括:
[0006]
治具部分,所述治具部分包括xy轴部分、压产品部分和治具片部分,所述治具片部分上用于放置刀片,所述治具片部分安装在所述压产品部分上,所述压产品部分安装在所述xy轴部分的顶侧;
[0007]
转台部分,所述转台部分安装在所述治具部分的底侧,所述转台部分为所述治具部分进行c轴方向的角度旋转,使所述治具部分处于不同的状态;
[0008]
后定位部分,所述后定位部分将所述刀片推到治具片使其紧靠定位边进行定位;
[0009]
视觉部分,所述视觉部分用于辅助将所述刀片的圆角中心调节至所述转台部分的旋转中心,使两中心重合;
[0010]
测头部分,所述测头部分用于检测刀片是否放置并且定位到位;
[0011]
底侧固定板,所述底侧固定板安装在所述转台部分的底侧。
[0012]
优选的,所述治具片部分包括治具垫块,治具片和治具压头,所述治具片安装在所述治具垫块的顶侧,所述治具压头位于所述治具片的上方,所述刀片放置在所述治具垫块和所述治具压头之间,所述治具垫块、所述治具片和所述治具压头直接与产品接触。
[0013]
优选的,所述转台部分包括治具安装板、减速机安装板、a轴底板、a轴支撑板、两侧防水钣金a、两侧防水钣金b、螺丝密封钣金、减速机密封盖、减速机防水钣金、减速器安装底座、油封、密封圈、伺服电机和rv减速机,所述伺服电机安装在所述a轴底板的顶侧,所述伺
服电机的顶侧安装有所述减速机安装板,所述减速机安装板的顶侧安装有所述减速器安装底座,所述减速器安装底座的顶侧安装有所述rv减速机,所述rv减速机的顶侧安装有减速机密封盖,所述rv减速机的外侧安装有所述减速机防水钣金,所述减速机防水钣金的顶侧安装有所述治具安装板。
[0014]
优选的,所述xy轴包括两个螺母座、两个调整挡板、两个燕尾滑板、两个燕尾滑拖板和两个内六角螺丝,所述燕尾滑拖板滑动安装在所述燕尾滑板的底侧。
[0015]
优选的,所述压产品部分的一侧安装有砥石条夹持组。
[0016]
优选的,所述压产品部分包括压产品主板、压产品侧板、压产品滑块、压产品气缸板、压产品旋转板、压产品气缸支架、滚子轴承随动器、关节轴承、第一直杆型转轴、第二直杆型转轴、第三直杆型转轴、浮动接头、耳环用销子、扣环、薄型气缸、标准气缸、第一调速阀和第二调速阀。
[0017]
优选的,所述刀片上两侧边需要避空可以和两个砂轮平面相切,通过旋转c轴来走出刀片的轮廓,从而使砂轮将刀片磨出相应的轮廓。
[0018]
优选的,所述后定位部分包括气缸连接钣金、后定位气缸安装钣金、带导杆气缸垫块钣金、两个压头、两个双联螺母、两个金属接头、两个后定位调速阀、两个针型气缸和带导杆气缸,所述针型气缸安装在所述后定位气缸安装钣金上,所述后定位气缸安装钣金安装在所述气缸连接钣金的顶侧,所述带导杆气缸安装在所述气缸连接钣金的一侧,所述针型气缸的输出轴上安装有所述压头。
[0019]
优选的,所述视觉部分包括燕尾槽安装件、相机安装支架、导轨安装件、相机位置锁紧块、相机上限位、相机下限位、相机方通架、视觉防护钣金、防水pvc硬板、镜头防护钣金、相机防护钣金、倾角调节台、光源、一体式相机带镜头、导轨、滑块、燕尾槽滑台、精密调节滑台、接近开关和带手柄锁紧螺丝。
[0020]
优选的,所述测头部分包括滑台气缸安装板、探头安装板、支撑方通架、缓冲器安装块、调速阀、接触式传感器、夹紧环、钨钢测针、燕尾槽滑台和滑台,所述支撑方通架的顶侧安装有所述燕尾槽滑台,所述燕尾槽滑台的一侧安装有所述滑台气缸安装板,所述滑台气缸安装板的底侧安装有所述滑台,所述滑台的底侧安装有所述缓冲器安装块,所述缓冲器安装块的底侧安装有所述探头安装板,所述探头安装板上安装有所述接触式传感器,所述接触式传感器上安装有所述夹紧环和所述钨钢测针。
[0021]
与相关技术相比较,本实用新型提供的刀片磨削治具具有如下有益效果:
[0022]
本实用新型提供一种刀片磨削治具,主要对应需要多工位生产,有圆弧,有槽型,有平面,有内凹面这样的产品,周边磨床无法对有内凹面的产品进行加工,现在一般的两种加工方式是采用开槽磨床和倒r磨床进行分工序加工,加工精度低,生产效率低;另外一种是采用5轴工具磨床进行加工,设计相对应的治具,其设备生产投入高,加工效率底,无法实现自动化生产,人工参与程度高。这些加工工艺基本上都是无法满足现在刀片生产需求的,而本实用新型的刀片磨削治具安装在刀片磨上面,无需开发新设备,即可实现全自动化批量生产此类高端刀片,大大降低了生产工时和生产成本,而且生产出来的刀片精度和外观大为改善,加工精度可以稳定在1丝以内,外观良好,衔接处为理想过渡相切,完全可以替代进口刀片,而且现在刀片还反向出口海外,此设备填补了国内此类生产方式的空白,为我国此类型刀片的生产注入了巨大活力,让我国刀片生产商占有绝对的优势。
附图说明
[0023]
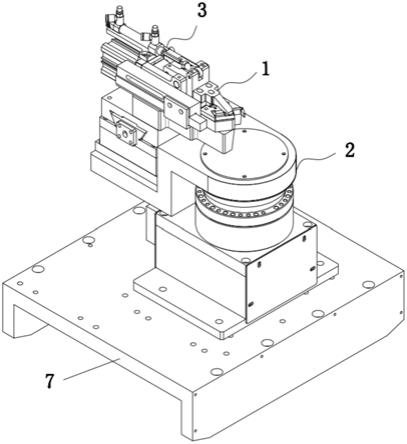
图1为本实用新型提供的刀片磨削治具的一种较佳实施例的结构示意图;
[0024]
图2为图1所示的治具垫块的结构示意图;
[0025]
图3为图1所示的治具片的结构示意图;
[0026]
图4为图1所示的治具压头的结构示意图;
[0027]
图5为图1所示的转台部分的结构示意图;
[0028]
图6为图1所示的转台部分的爆炸图;
[0029]
图7为图1所示的治具部分的结构示意图;
[0030]
图8为图1所示的治具部分的爆炸图;
[0031]
图9为图1所示的压产品部分的结构示意图;
[0032]
图10为图1所示的压产品部分的爆炸图;
[0033]
图11为图1所示的避开砂轮干涉模拟图;
[0034]
图12为图1所示的后定位部分的结构示意图;
[0035]
图13为图1所示的视觉部分的结构示意图;
[0036]
图14为图1所示的视觉部分的爆炸图;
[0037]
图15为图1所示的测头部分的结构示意图;
[0038]
图16为总装配图。
[0039]
图中标号:
[0040]
1、治具片部分,101、治具垫块,102、治具片,103、治具压头,104、刀片,105、砂轮;
[0041]
2、转台部分,201、治具安装板,202、减速机安装板,203、a轴底板,204、a轴支撑板,205、两侧防水钣金,206、两侧防水钣金b,207、螺丝密封钣金,208、减速机密封盖,209、减速机防水钣金,210、减速器安装底座,211、油封,212、密封圈,213、伺服电机,214、rv减速机;
[0042]
3、治具部分,31、砥石条夹持组,32、压产品部分,33、螺母座,34、调整挡板,35、燕尾滑板,36、燕尾滑拖板,37、内六角螺丝;
[0043]
3201、压产品主板,3202、压产品侧板,3203、压产品滑块,3204、压产品气缸板,3205、压产品旋转板,3206、压产品气缸支架,3207、滚子轴承随动器,3208、关节轴承,3209、第一直杆型转轴,3210、第二直杆型转轴,3211、第三直杆型转轴,3212、浮动接头,3213、耳环用销子,3214、扣环,3215、标准气缸,3216、薄型气缸,3217、第一调速阀,3218、第二调速阀;
[0044]
4、后定位部分,41、气缸连接钣金,42、后定位气缸安装钣金,43、带导杆气缸垫块钣金,44、压头,45、双联螺母,46、金属接头,47、后定位调速阀,48、针型气缸,49、带导杆气缸;
[0045]
5、视觉部分,501、燕尾槽安装件,502、相机安装支架,503、导轨安装件,504、相机位置锁紧块,505、相机上限位,506、相机下限位,507、相机方通架,508、视觉防护钣金,509、防水pvc硬板,510、镜头防护钣金,511、相机防护钣金,512、倾角调节台,513、光源,514、一体式相机带镜头,515、导轨,516、滑块,517、燕尾槽滑台,518、精密调节滑台,519、接近开关,520、带手柄锁紧螺丝;
[0046]
6、测头部分,601、滑台气缸安装板,602、探头安装板,603、支撑方通架,604、缓冲器安装块,605、调速阀,606、接触式传感器,607、夹紧环,608、钨钢测针,609、燕尾槽滑台,
610、滑台;
[0047]
7、底侧固定板。
具体实施方式
[0048]
下面结合附图和实施方式对本实用新型作进一步说明。
[0049]
请结合参阅图1-图16,刀片磨削治具包括:
[0050]
治具部分3,所述治具部分3包括xy轴部分、压产品部分32和治具片部分1,所述治具片部分1上用于放置刀片104,所述治具片部分1安装在所述压产品部分32上,所述压产品部分32安装在所述xy轴部分的顶侧;对刀片104进行放置,定位和夹紧,由于治具部分3需要大角度旋转,治具部分3需要进行小型化设计,用于避开磨削过程中与其他部分的干涉,所以把气缸推顶部分和吹气清洁部分等放到设备其他位置,下面的两个交叉x,y方向的燕尾槽调节台可以进行x,y向的调节,把刀片104的r角中心调节至与旋转台中心重合,使r可以在不进行多轴联动的情况下即可把刀片的r角磨出来,这样做出来的r角真圆度,面和r角相切的位置都是最理想的;所述压产品部分32其功能是旋转治具压头103,使其具有压住产品和松开产品两个状态,在产品未定好位之前,治具压头103只是旋转压住产品,并没有完全压紧刀片104,这样才能对刀片104施加力,使其移动至定位面,在定位结束后,薄型气缸在进行出力,使刀片处于完全夹紧状态;此治具设计的非常简洁,体积非常的小,其他功能部分全部设计到其他位置,然后还需要将治具设计的很细长,这样使刀片104可以多角度避开砂轮干涉。
[0051]
转台部分2,所述转台部分2安装在所述治具部分3的底侧,所述转台部分2为所述治具部分3进行c轴方向的角度旋转,使所述治具部分3处于不同的状态,所述转台部分2本身要求高旋转精度,以及高刚性要求,为了把转台部分2装在治具部分3上,在很小的空间体积既可以实现高端刀片对设备的高性能要求,采用国外高端进口的rv减速机,其特有的上下双交叉棍子轴承设计使转台部分2在极小的空间就实现了高刚性的需求,输出轴轴向跳动跟径向跳动均在1u以内,正反转磁滞小于1arcmin;
[0052]
后定位部分4,所述后定位部分4将所述刀片104推到治具片102使其紧靠定位边进行定位;
[0053]
视觉部分5,所述视觉部分5用于辅助将所述刀片104的圆角中心调节至所述转台部分2的旋转中心,使两中心重合;
[0054]
测头部分6,所述测头部分6用于检测刀片104是否放置并且定位到位;
[0055]
底侧固定板7,所述底侧固定板7安装在所述转台部分2的底侧。
[0056]
所述治具片部分1包括治具垫块101,治具片102和治具压头103,所述治具片102安装在所述治具垫块101的顶侧,所述治具压头103位于所述治具片102的上方,所述刀片104放置在所述治具垫块101和所述治具压头103之间,所述治具垫块101、所述治具片102和所述治具压头103直接与产品接触,由于是批量生产,长时间会导致磨损,所以这些零件需要采用磨具钢skd11淬火,使其达到很高的硬度来增加耐用度,另外设计为可更换的形式,可以使治具对应多款产品,只需要更换治具片部分即可;此部分磨损后可更换;此部分采用昂贵的材料和生产工艺,并且要求加工精度高,采用分体式设计,这些零件可以做到小型化,减少用料和加工,降低生产成本。
[0057]
所述转台部分2包括治具安装板201、减速机安装板202、a轴底板203、a轴支撑板204、两侧防水钣金a205、两侧防水钣金b206、螺丝密封钣金207、减速机密封盖208、减速机防水钣金209、减速器安装底座210、油封211、密封圈212、伺服电机213和rv减速机214,所述伺服电机213安装在所述a轴底板203的顶侧,所述伺服电机213的顶侧安装有所述减速机安装板202,所述减速机安装板202的顶侧安装有所述减速器安装底座210,所述减速器安装底座210的顶侧安装有所述rv减速机214,所述rv减速机214的顶侧安装有减速机密封盖208,所述rv减速机214的外侧的顶侧安装有所述减速机防水钣金209,所述减速机防水钣金209的顶侧安装有所述治具安装板201。
[0058]
所述xy轴包括两个螺母座33、两个调整挡板34、两个燕尾滑板35、两个燕尾滑拖板36和两个内六角螺丝37,所述燕尾滑拖板36滑动安装在所述燕尾滑板35的底侧。
[0059]
所述压产品部分32的一侧安装有砥石条夹持组31。
[0060]
所述压产品部分32包括压产品主板3201、压产品侧板3202、压产品滑块3203、压产品气缸板3204、压产品旋转板3205、压产品气缸支架3206、滚子轴承随动器3207、关节轴承3208、第一直杆型转轴3209、第二直杆型转轴3210、第三直杆型转轴3211、浮动接头3212、耳环用销子3213、扣环3214、标准气缸3215、薄型气缸3216、第一调速阀3217和第二调速阀3218,其功能是安置治具压头103,治具片102和治具垫块101,把刀片14放置在上面进行定位夹紧,由于采用分体设计,夹具可以对应不同类型的刀片104,只需要更换治具压头103,治具片102和治具垫块101即可。
[0061]
所述砥石条夹持组31其功能是对砂轮105进行在线修正,使砂轮一直保持锐利和要求砂轮尺寸,不需要把砂轮105进行拆卸下来,使用砂轮修整机进行修整,这样减少了客户投入,减少人员操作,在线修正砂轮使设备可以长时间处于工作状态,无需人工参与。
[0062]
所述后定位部分4包括气缸连接钣金41、后定位气缸安装钣金42、带导杆气缸垫块钣金43、两个压头44、两个双联螺母45、两个金属接头46、两个后定位调速阀47、两个针型气缸48和带导杆气缸49,所述针型气缸48安装在所述后定位气缸安装钣金42上,所述后定位气缸安装钣金42安装在所述气缸连接钣金41的顶侧,所述带导杆气缸49安装在所述气缸连接钣金41的一侧,所述针型气缸48的输出轴上安装有所述压头44,对刀片104施加夹紧力辅助定位片进行定位,把刀片104推至治具片102上,与治具片102紧贴,另外本身有一个前进后退的带导杆气缸,使该组件可以在工作状态和避空状态下进行切换,由于刀片104需要磨削工位多,磨削范围广,需要治具对主轴头及砂轮部分进行多方位,大范围的避空,治具要设计的很简洁,所以此定位出力气缸部分安装在设备其他部位,使设备加工区域尽量减少结构,不跟治具主体移动,在需要定位使进行伸出定位,不需要时缩回避空。
[0063]
所述视觉部分5包括燕尾槽安装件501、相机安装支架502、导轨安装件503、相机位置锁紧块504、相机上限位505、相机下限位506、相机方通架507、视觉防护钣金508、防水pvc硬板509、镜头防护钣金510、相机防护钣金511、倾角调节台512、光源513、一体式相机带镜头514、导轨515、滑块516、燕尾槽滑台517、精密调节滑台518、接近开关519和带手柄锁紧螺丝520,此部分用于寻找中心,配合调节燕尾槽将产品刀片的r角与转台部分的旋转中心重合,没有此部分无法将刀片104调节至转台旋转中心。
[0064]
所述测头部分6包括滑台气缸安装板601、探头安装板602、支撑方通架603、缓冲器安装块604、调速阀605、接触式传感器606、夹紧环607、钨钢测针608、燕尾槽滑台609和滑台
610,所述支撑方通架603的顶侧安装有所述燕尾槽滑台609,所述燕尾槽滑台609的一侧安装有所述滑台气缸安装板601,所述滑台气缸安装板601的底侧安装有所述滑台610,所述滑台610的底侧安装有所述缓冲器安装块604,所述缓冲器安装块604的底侧安装有所述探头安装板602,所述探头安装板602上安装有所述接触式传感器606,所述接触式传感器606上安装有所述夹紧环607和所述钨钢测针608,此部分用于检测刀片104是否放置并且定位到位,另外由于砂轮105在加工过程中会磨损,加工完之后对成品进行再检测,根据检测结果计算出补偿值,使加工出来的刀片104可以保证在一个很高的精度水平,目前产品加工精度可以保证在0.01mm以内,也可以延长修砂轮的时间,做到了降低砂轮105损耗和人员参与率。
[0065]
与相关技术相比较,本实用新型提供的刀片磨削治具具有如下有益效果:
[0066]
本实用新型提供一种刀片磨削治具,所述主要对应需要多工位生产,有圆弧,有槽型,有平面,有内凹面这样的产品,周边磨床无法对有内凹面的产品进行加工,现在一般的两种加工方式是采用开槽磨床和倒r磨床进行分工序加工,加工精度低,生产效率低;另外一种是采用5轴工具磨床进行加工,设计相对应的治具,其设备生产投入高,加工效率底,无法实现自动化生产,人工参与程度高。这些加工工艺基本上都是无法满足现在刀片生产需求的,而我司的刀片磨削治具安装在我司刀片磨上面,无需开发新设备,即可实现全自动化批量生产此类高端刀片,大大降低了生产工时和生产成本,而且生产出来的刀片精度和外观大为改善,据客户反馈,加工精度可以稳定在1丝以内,外观良好,衔接处为理想过渡相切,完全可以替代进口刀片,而且现在刀片还反向出口海外,此设备填补了国内此类生产方式的空白,为我国此类型刀片的生产注入了巨大活力,让我国刀片生产商生产此类刀片占有绝对的优势。
[0067]
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1