镁合金3D打印装置控制系统的制作方法
镁合金3d打印装置控制系统
技术领域
[0001]
本实用新型涉及合金成型制造技术领域,具体涉及一种镁合金3d打印装置控制系统。
背景技术:
[0002]
镁合金是以镁为基础加入其它元素组成的合金,由其密度小、比强度高、弹性模量大、散热、减震性能好的优点,成为在航空航天、新能源汽车、医疗植入体、消费电子等领域轻量化零件的首选材料。传统的镁合金零件是通过铸造结合机加工的方式进行制造,该方式无法加工结构较为复杂或是壁厚较薄的零件。3d打印技术可以克服这一问题,能制造结构复杂的零件,从而提高产品的轻量化程度。公开号为cn206702220u的中国专利文献公开了一种slm型3d打印机,该3d打印机包括壳体、壳体内通过安装框装设有转轴,转轴上通过液压缸连接有金属粉料罐,通过转轴旋转带动金属粉料管旋转,金属粉料管左右两侧设有刮板将物料铺平,壳体下部设有氩气储存箱,氩气储存箱两侧设有抽气管与工作腔连接,工作腔上设有排气管,当氩气充满工作腔后关闭排气管进行打印。该专利提供了一种氩气保护气氛下打印的方案。
[0003]
然而,由于镁合金易燃爆、密度、熔沸点低的特点,3d打印过程中安全问题突出,易产生大量烟雾和粉尘。因而,目前包括该专利在内的研究成果均只能在氩气保护下短时间小批量打印。即使是短时间小批量打印,目前的研究成果也没有公开打印机开启打印的临界值,该临界值可保证打印安全。另外,申请人还发现,在镁合金精密零件制造的3d打印中,压力和氧含量均对产品质量有关,本领域的技术人员容易知道,制造大型零件或长时间打印,即要保证打印安全,又不至于打印前通入氩气时间过长造成浪费,还要保证产品质量和成品率,其氧含量、压力等参数不是通过有限的实验能够得出的,因而,本领域技术人员也无法得到启示,如何通过控制这些参数,以满足打印大型零件和进行长时间打印,且提高产品质量。
技术实现要素:
[0004]
本实用新型所解决的技术问题为:提供一种镁合金3d打印控制系统,以支持镁合金3d打印装置的长时间安全运行。
[0005]
本实用新型通过以下技术方案得以实现。
[0006]
本实用新型提供的镁合金3d打印装置控制系统,包括控制器,所述控制器第一输入端连接有氧含量检测器、第二输入端连接压力检测器、第一输出端连接有继电器、第二输出端连接有补气阀、第三输出端连接有排气阀,控制器接收氧含量检测器、压力检测器的检测信号,向继电器发出通断控制信号,向补气阀、排气阀发出开度控制信号。
[0007]
通过氧含量检测器、压力检测器对3d打印机内的环境实时监测,当3d打印机内氧含量超过设定值时,控制继电器及时断开打印电源,保障了打印安全;将补气阀、排气阀分别设在3d打印机的补气口和排气口,当压力超过设定范围时,通过调节补气流量、排气流
量,保持打印压力的稳定。
[0008]
作为本实用新型的改进,控制器的第三输入端还连接有补气流量计,控制器还接收补气流量计的检测信号,向补气阀发出开度控制信号,向继电器发出通断控制信号。进一步地,控制器第四输入端还连接有排气流量计,控制器还接收排气流量计的检测信号,向排气阀发出开度控制信号,向继电器发出通断控制信号。通过该设置实现了对补气流量、排气流量进行反馈控制,维持3d打印机内的气流稳定。
[0009]
在继电器的通断控制中引入了补气流量计、排气流量计的检测信号,当氧含量高于设定值、补气流量为零、排气流量为零,其中任一项发生时,控制器即向继电器发出断开的控制信号,断开3d打印电源,保障打印的安全性。
[0010]
在补气阀的开度控制中引入补气流量计的检测信号,排气阀的开度控制中引入排气流量计的检测信号,控制器根据补气流量计的检测信号控制补气阀开度、根据排气流量计的检测信号控制排气阀开度,这两项控制的优先级先于根据压力检测器的检测信号控制补气阀、排气阀开度的优先级。使得补气流量、排气流量始终处于设定范围内,防止压力调节机制中反应过度,造成3d打印机内保护气体置换过程的停止。
[0011]
作为本实用新型的另一种的改进,控制器的第五输入端还连接有循环流量计,第四输出端还连接有循环流量阀。控制器还接收循环流量计的检测信号,向循环流量阀发出开度控制信号,向继电器发出通断控制信号。这种改进用于对3d打印机内的保护气抽出净化再循环补入的场合,通过循环流量计、循环流量阀实现了对循环流量的反馈控制,维持3d打印机内的气流稳定。
[0012]
该种改进方案中,控制器根据氧含量检测器的检测信号,向补气阀、排气阀发出开闭控制信号,其优先级先于根据压力检测器的检测信号向补气阀、排气阀发出开闭控制信号。使得当3d打印机内的氧含量超过设定值时能够优先置换3d打印机内的保护气体,快速地达到氩气保护环境。
[0013]
进一步地,循环流量计安装在3d打印机的循环补入管上。确保准确控制清洁氩气补入量。
[0014]
进一步地,循环流量阀安装在3d打印机的循环抽出管上。使控制反应快速。
[0015]
进一步地,所述控制器的第六输入端还连接有烟尘检测器,控制器还根据烟尘检测器的检测信号,对继电器发出通断控制信号。通过烟尘检测器的检测信号判断循环单元的工作状态,并在循环单元工作异常时及时关闭3d打印电源,保障打印安全。
[0016]
该种改进方案还具有如下特征:在继电器的通断控制中引入了循环流量计、烟尘检测计的检测信号,当氧含量高于设定值、循环流量为零、烟尘含量高于设定值,其中任一项发生时,控制器即向继电器发出断开的控制信号,断开3d打印电源,保障打印的安全性。
[0017]
作为各改进方案通用的设置,氧含量检测器、压力检测器安装在3d打印机的工作腔内。准确检测3d打印机内的氧含量和压力。
[0018]
进一步地,继电器安装在3d打印机的激光电源处。通过控制激光电源的通断来控制打印的启停,反应迅速,避免非必要地重启3d打印机。
[0019]
进一步地,控制器为stm32系列单片机。
[0020]
本实用新型的有益效果在于:
[0021]
综上所述,使用本实用新型,能够实时监测3d打印机内的氧含量、压力环境,并及
时发出通断电、调节压力的反馈信号,实现了对3d打印过程的氩气保护环境进行持续控制,能支持镁合金3d打印装置的长时间安全运行。另外,本实用新型还能对3d打印机的补气流量、排气流量、循环流量进行反馈控制,维持3d打印机内的气流稳定;可设定气体流量、压力等打印工艺参数,控制范围广。
附图说明
[0022]
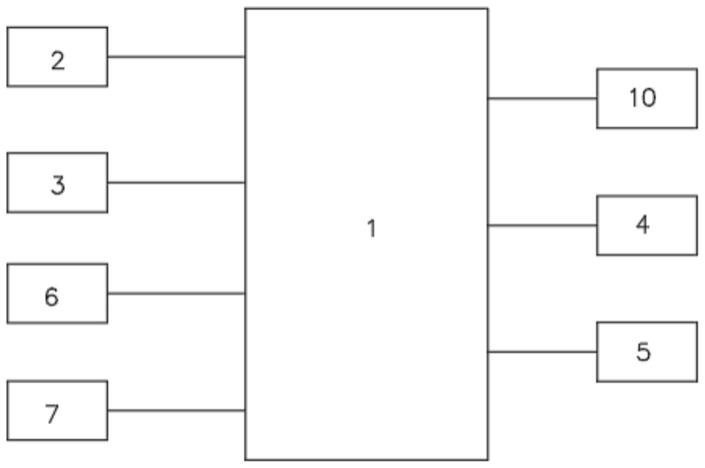
图1是本实用新型实施例一的结构示意图;
[0023]
图2是本实用新型实施例二的结构示意图;
[0024]
图3是本实用新型实施例一所应用的镁合金3d打印装置的结构示意图;
[0025]
图4是本实用新型实施例二所应用的镁合金3d打印装置的结构示意图。
[0026]
图中:1-控制器;2-氧含量检测器;3-压力检测器;4-补气阀;5-排气阀;6-补气流量计;7-排气流量计;8-循环流量计;9-循环流量阀;10-继电器;11-烟尘检测器;20-3d打印机;21-补气单元;22-补气管;23-排气单元;24-排气管;25-循环单元;26-循环抽出管;27-循环补入管。
具体实施方式
[0027]
下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于所述。
[0028]
实施例一:如图1所示。
[0029]
本实用新型提供的镁合金3d打印装置控制系统,包括控制器1,所述控制器1第一输入端连接有氧含量检测器2、第二输入端连接压力检测器3、第一输出端连接有继电器10、第二输出端连接有补气阀4、第三输出端连接有排气阀5,控制器1接收氧含量检测器2、压力检测器3的检测信号,向继电器10发出通断控制信号,向补气阀4、排气阀5发出开度控制信号。
[0030]
通过氧含量检测器2、压力检测器3对3d打印机20内的环境实时监测,当3d打印机内氧含量超过设定值时,控制继电器10及时断开打印电源,保障了打印安全;将补气阀4、排气阀5分别设在3d打印机20的补气管21和排气管22上,当压力超过设定范围时,通过调节补气流量、排气流量,保持打印压力的稳定。
[0031]
进一步地,控制器1的第三输入端还连接有补气流量计6,控制器1还接收补气流量计6的检测信号,向补气阀4发出开度控制信号,向继电器10发出通断控制信号。进一步地,控制器1第四输入端还连接有排气流量计7,控制器1还接收排气流量计7的检测信号,向排气阀5发出开度控制信号,向继电器10发出通断控制信号。通过该设置实现了对补气流量、排气流量进行反馈控制,维持3d打印机20内的气流稳定。
[0032]
安装时,补气流量计6安装在3d打印机20的补气管22上,排气流量计7安装在3d打印机20的排气管24上。
[0033]
在继电器10的通断控制中引入了补气流量计4、排气流量计7的检测信号,当控制器1接收到的氧含量信号高于设定值、补气流量信号流量为零、排气流量信号流量为零,其中任一项或几项发生时,控制器1即向继电器10发出断开的控制信号,断开3d打印电源,保障打印的安全性;当3项均不发生时,表明3d打印机20正处于持续供气、排气,且氧含量低于设定值的状态,控制器1向继电器10发出通电的控制信号。
[0034]
在补气阀4的开度控制中引入补气流量计6的检测信号,控制器1根据补气流量计6的检测信号控制补气阀4开度,优先级先于根据压力检测器3的检测信号控制补气阀4开度的优先级。补气流量控制机制:控制器1接收补气流量计6的检测信号,当补气流量低于设定范围时,控制器1向补气阀4发出增加开度的控制信号;当补气流量高于设定范围时,控制器1向补气阀4发出减小开度的控制信号。当补气流量处于设定范围内时,进入压力——补气控制机制:控制器1根据压力检测器3的检测信号控制补气阀4的开度,当3d打印机20内压力大于设定范围时控制器1向补气阀4发出减小开度的控制信号,当3d打印机20内压力小于设定范围时控制器1向补气阀4发出增大开度的控制信号;该过程中控制器1仍然接收补气流量计6的检测信号,若出现补气流量高于或低于设定范围时则又回到上述补气流量控制机制。
[0035]
排气阀5的开度控制中引入排气流量计7的检测信号,根据排气流量计7的检测信号控制排气阀5开度,其优先级先于根据压力检测器7的检测信号控制排气阀5开度的优先级。排气流量控制机制:控制器1接收排气流量计7的检测信号,当排气流量低于设定范围时,控制器1向排气阀5发出增大开度的控制信号;当排气流量高于设定范围时,控制器1向排气阀5发出减小开度的控制信号。当排气流量处于设定范围内时,进入压力——排气控制机制:控制器1根据压力检测器3的检测信号控制排气阀5的开度,当3d打印机20内压力小于设定范围时控制器1向排气阀5发出减小开度的控制信号,当3d打印机20内压力大于设定范围时控制器1向排气阀5发出增大开度的控制信号;该过程中控制器1仍然接收补气流量计6的检测信号,若出现排气流量高于或低于设定范围时则又回到上述排气流量控制机制。
[0036]
通过上述设置,使得补气流量、排气流量始终处于设定范围内,防止压力调节机制中反应过度,造成3d打印机内保护气体置换过程的停止。
[0037]
如图3所示为实施例一所应用的镁合金3d打印装置示意图:该镁合金3d打印装置,包括3d打印机20,3d打印机20经补气管22连接补气单元21,3d打印机20经排气管24连接排气单元23。另外,本实施例还可以装在普通slm型3d打印机20上,以增加其持续打印时间。
[0038]
实施例二:如图2所示。
[0039]
本实用新型提供的镁合金3d打印装置控制系统,包括控制器1,所述控制器1第一输入端连接有氧含量检测器2、第二输入端连接压力检测器3、第一输出端连接有继电器10、第二输出端连接有补气阀4、第三输出端连接有排气阀5,控制器1接收氧含量检测器2、压力检测器3的检测信号,向继电器10发出通断控制信号,向补气阀4、排气阀5发出开度控制信号。
[0040]
控制器1的第五输入端还连接有循环流量计8,第四输出端还连接有循环流量阀9。控制器1还接收循环流量计8的检测信号,向循环流量阀9发出开度控制信号,向继电器10发出通断控制信号。这种改进用于对3d打印机20内的保护气抽出净化再循环补入的场合,通过循环流量计8、循环流量阀9实现了对循环流量的反馈控制,维持3d打印机20内的气流稳定。
[0041]
该种改进方案中,控制器1根据氧含量检测器2的检测信号,向补气阀4、排气阀5发出开闭控制信号,其优先级先于根据压力检测器3的检测信号向补气阀4、排气阀5发出开闭控制信号。氧含量控制机制:控制器1接收氧含量检测器2的检测信号,当氧含量大于设定值时,控制器1同时向补气阀4、排气阀5发出开启的控制信号;当氧含量不大于设定值时,进入
压力控制机制:当3d打印机20内压力小于设定范围时,控制器1向补气阀4发出开启的控制信号,向排气阀5发出关闭的控制信号;当3d打印机20内的压力大于设定范围时,控制器1项补气阀4发出关闭的控制信号,向排气阀5发出开启的控制信号;当3d打印机内的压力处于设定范围内时,补气阀4、排气阀5均关闭。
[0042]
进一步地,循环流量计8安装在3d打印机20的循环补入管22上。确保准确控制清洁氩气补入量。
[0043]
进一步地,循环流量阀9安装在3d打印机20的循环抽出管24上。使控制反应快速。
[0044]
进一步地,所述控制器1的第六输入端还连接有烟尘检测器11,控制器1还根据烟尘检测器11的检测信号,对继电器10发出通断控制信号。通过烟尘检测器11的检测信号判断循环单元25的工作状态,并在循环单元25工作异常时及时关闭3d打印电源,保障打印安全。烟尘检测器11安装在3d打印机20的循环补入管27上。
[0045]
本实施例还具有如下特征:在继电器10的通断控制中引入了循环流量计8、烟尘检测计11的检测信号,当氧含量高于设定值、循环流量为零、烟尘含量高于设定值,其中任一项或几项发生时,控制器1即向继电器10发出断开的控制信号,断开3d打印电源,保障打印的安全性。当3个均不发生时,表明3d打印机20正处于持续循环,且循环单元25气体净化正常,氧含量低于设定值的状态,控制器1向继电器10发出通电的控制信号。
[0046]
如图4为实施例二所应用的镁合金3d打印装置示意图:该镁合金3d打印装置,包括3d打印机20,3d打印机20经补气管22连接补气单元21,3d打印机20经排气管24连接排气单元23,3d打印机20经循环抽出管26和循环补入管27连接循环单元25。
[0047]
通过实施例中的逻辑关系说明,本领域技术人员可通过编程实现控制器1的设置。控制器1采用stm32系列单片机。上述实施例中,采用pa端口作为第一输入端、第二输入端、第三输入端、第四输入端、第五输入端、第六输入端,采用pe端口作为第一输出端、第二输出端、第三输出端、第四输出端。
[0048]
最后,本实用新型使用时,氧含量检测器2、压力检测器3安装在3d打印机20的工作腔内,便于准确检测3d打印机20内的氧含量和压力;3d打印机20为slm型3d打印机,继电器10安装在3d打印机20的激光电源处,通过控制激光电源的通断来控制打印的启停,反应迅速,避免非必要地重启3d打印机20;补气阀4、排气阀5分别安装在3d打印机20的补气管22、排气管24上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1