一种汽车门铰链钢的成型加工设备的制作方法
1.本实用新型涉及车门技术领域,具体为一种汽车门铰链钢的成型加工设备。
背景技术:
2.车门是为驾驶员和乘客提供出入车辆的通道,并隔绝车外干扰,在一定程度上减轻侧面撞击,保护乘员。汽车的美观也与车门的造型有关。车门的好坏,主要体现在,车门的防撞性能,车门的密封性能,车门的开合便利性,当然还有其它使用功能的指标等。防撞性能尤为重要,因为车辆发生侧碰时,缓冲距离很短,很容易就伤到车内人员。
3.目前现有的汽车门铰链钢的成型加工设备,结构简单,且有很多不足之处需要进行改进,降低了使用性能,因此发明一种汽车门铰链钢的成型加工设备。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型试图克服以上缺陷,因此本实用新型提供了一种汽车门铰链钢的成型加工设备,以达到了提高了使用性能的效果。
6.(二)技术方案
7.为实现以上目的,本实用新型通过以下技术方案予以实现:一种汽车门铰链钢的成型加工设备,包括支撑固定底座,所述支撑固定底座的上端开设有一号限位滑槽,所述一号限位滑槽的右端安装有一号传动电机,所述一号传动电机的左端安装有一号螺纹转轴,所述一号螺纹转轴上安装有一号限位滑块,所述一号限位滑块的上端安装有一号成型模具,所述支撑固定底座的上端安装有传动机架,所述传动机架的左端开设有二号限位滑槽,所述二号限位滑槽的下端安装有二号传动电机,所述二号传动电机的上端安装有二号螺纹转轴,所述二号螺纹转轴上安装有二号限位滑块,所述二号限位滑块的左端安装有连接压块,所述连接压块的下端安装有二号成型模具,所述支撑固定底座的左端安装有支撑机架,所述支撑机架的右端安装有支撑底块,所述支撑底块的上端开设有一号定位槽孔,所述一号定位槽孔的下端开设有二号定位槽孔,所述一号定位槽孔的上端安装有加料机箱,所述加料机箱的下端安装有出料管道。
8.进一步,所述一号限位滑块的内部开设有一号螺纹槽孔,且一号螺纹槽孔与一号螺纹转轴设置为相匹配。
9.进一步,所述一号限位滑块安装在一号限位滑槽的内部,且一号限位滑块与一号限位滑槽设置为相匹配。
10.进一步,所述二号限位滑块的内部开设有二号螺纹槽孔,且二号螺纹槽孔与二号螺纹转轴设置为相匹配。
11.进一步,所述二号限位滑块安装在二号限位滑槽的内部,且二号限位滑块与二号限位滑槽设置为相匹配。
12.进一步,所述出料管道贯穿二号定位槽孔的内部,且出料管道与二号定位槽孔设
置为相匹配。
13.(三)有益效果
14.本实用新型提供的一种汽车门铰链钢的成型加工设备。具备以下有益效果:
15.1、该汽车门铰链钢的成型加工设备,通过一号限位滑块安装在一号限位滑槽的内部,且一号限位滑块与一号限位滑槽设置为相匹配,二号限位滑块安装在二号限位滑槽的内部,且二号限位滑块与二号限位滑槽设置为相匹配,使一号成型模具与二号成型模具很好的进行成型加工工作。
附图说明
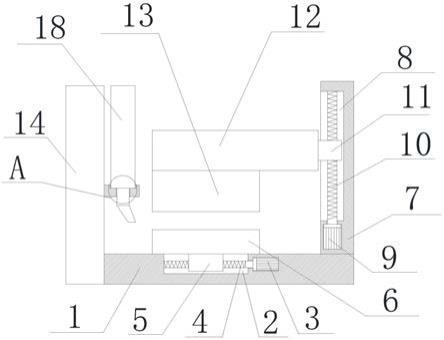
16.图1为本实用新型结构示意图;
17.图2为本实用新型的正视图;
18.图3为本实用新型的a处放大图。
19.图中:1支撑固定底座、2一号限位滑槽、3一号传动电机、4一号螺纹转轴、5一号限位滑块、6一号成型模具、7传动机架、8二号限位滑槽、9二号传动电机、10二号螺纹转轴、11二号限位滑块、12连接压块、13二号成型模具、14支撑机架、15支撑底块、16一号定位槽孔、17二号定位槽孔、18加料机箱、19出料管道。
具体实施方式
20.根据本实用新型的第一方面,本实用新型提供一种汽车门铰链钢的成型加工设备,如图1
‑
3所示,包括支撑固定底座1,支撑固定底座1的上端开设有一号限位滑槽2,一号限位滑槽2的右端安装有一号传动电机3,一号传动电机3的左端安装有一号螺纹转轴4,一号螺纹转轴4上安装有一号限位滑块5,一号限位滑块5的上端安装有一号成型模具6,支撑固定底座1的上端安装有传动机架7,传动机架7的左端开设有二号限位滑槽8,二号限位滑槽8的下端安装有二号传动电机9,二号传动电机9的上端安装有二号螺纹转轴10,二号螺纹转轴10上安装有二号限位滑块11,二号限位滑块11的左端安装有连接压块12,连接压块12的下端安装有二号成型模具13,支撑固定底座1的左端安装有支撑机架14,支撑机架14的右端安装有支撑底块15,支撑底块15的上端开设有一号定位槽孔16,一号定位槽孔16的下端开设有二号定位槽孔17,一号定位槽孔16的上端安装有加料机箱18,加料机箱18的下端安装有出料管道19,一号限位滑块5的内部开设有一号螺纹槽孔,且一号螺纹槽孔与一号螺纹转轴4设置为相匹配,一号限位滑块5安装在一号限位滑槽2的内部,且一号限位滑块5与一号限位滑槽2设置为相匹配,二号限位滑块11的内部开设有二号螺纹槽孔,且二号螺纹槽孔与二号螺纹转轴10设置为相匹配,二号限位滑块11安装在二号限位滑槽8的内部,且二号限位滑块11与二号限位滑槽8设置为相匹配,出料管道19贯穿二号定位槽孔17的内部,且出料管道19与二号定位槽孔17设置为相匹配,该汽车门铰链钢的成型加工设备,通过一号限位滑块5安装在一号限位滑槽2的内部,且一号限位滑块5与一号限位滑槽2设置为相匹配,二号限位滑块11安装在二号限位滑槽8的内部,且二号限位滑块11与二号限位滑槽8设置为相匹配,使一号成型模具6与二号成型模具13很好的进行成型加工工作。
21.工作原理:使用时,原料倒入加料机箱18,通过出料管道19进入到一号成型模具6的内部,启动一号传动电机3,一号螺纹转轴4转动带动一号限位滑块5在一号限位滑槽2的
内部滑动,直到一号成型模具6对准二号成型模具13的下端,启动传动机架7内部的二号传动电机9,二号螺纹转轴10转动带动二号限位滑块11在二号限位滑槽8的内部滑动,通过连接压块12带动二号成型模具13与一号成型模具6配合,进行成型加工工作。
22.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种汽车门铰链钢的成型加工设备,包括支撑固定底座(1),其特征在于:所述支撑固定底座(1)的上端开设有一号限位滑槽(2),所述一号限位滑槽(2)的右端安装有一号传动电机(3),所述一号传动电机(3)的左端安装有一号螺纹转轴(4),所述一号螺纹转轴(4)上安装有一号限位滑块(5),所述一号限位滑块(5)的上端安装有一号成型模具(6),所述支撑固定底座(1)的上端安装有传动机架(7),所述传动机架(7)的左端开设有二号限位滑槽(8),所述二号限位滑槽(8)的下端安装有二号传动电机(9),所述二号传动电机(9)的上端安装有二号螺纹转轴(10),所述二号螺纹转轴(10)上安装有二号限位滑块(11),所述二号限位滑块(11)的左端安装有连接压块(12),所述连接压块(12)的下端安装有二号成型模具(13),所述支撑固定底座(1)的左端安装有支撑机架(14),所述支撑机架(14)的右端安装有支撑底块(15),所述支撑底块(15)的上端开设有一号定位槽孔(16),所述一号定位槽孔(16)的下端开设有二号定位槽孔(17),所述一号定位槽孔(16)的上端安装有加料机箱(18),所述加料机箱(18)的下端安装有出料管道(19)。2.根据权利要求1所述的汽车门铰链钢的成型加工设备,其特征在于:所述一号限位滑块(5)的内部开设有一号螺纹槽孔,且一号螺纹槽孔与一号螺纹转轴(4)设置为相匹配。3.根据权利要求1所述的汽车门铰链钢的成型加工设备,其特征在于:所述一号限位滑块(5)安装在一号限位滑槽(2)的内部,且一号限位滑块(5)与一号限位滑槽(2)设置为相匹配。4.根据权利要求1所述的汽车门铰链钢的成型加工设备,其特征在于:所述二号限位滑块(11)的内部开设有二号螺纹槽孔,且二号螺纹槽孔与二号螺纹转轴(10)设置为相匹配。5.根据权利要求1所述的汽车门铰链钢的成型加工设备,其特征在于:所述二号限位滑块(11)安装在二号限位滑槽(8)的内部,且二号限位滑块(11)与二号限位滑槽(8)设置为相匹配。6.根据权利要求1所述的汽车门铰链钢的成型加工设备,其特征在于:所述出料管道(19)贯穿二号定位槽孔(17)的内部,且出料管道(19)与二号定位槽孔(17)设置为相匹配。
技术总结
本实用新型提供一种汽车门铰链钢的成型加工设备,涉及车门领域。该汽车门铰链钢的成型加工设备,包括支撑固定底座,所述支撑固定底座的上端开设有一号限位滑槽,所述一号限位滑槽的右端安装有一号传动电机,所述一号传动电机的左端安装有一号螺纹转轴,所述一号螺纹转轴上安装有一号限位滑块,所述一号限位滑块的上端安装有一号成型模具,所述支撑固定底座的上端安装有传动机架,所述传动机架的左端开设有二号限位滑槽,所述二号限位滑槽的下端安装有二号传动电机。该汽车门铰链钢的成型加工设备,二号限位滑块安装在二号限位滑槽的内部,且二号限位滑块与二号限位滑槽设置为相匹配,使一号成型模具与二号成型模具很好的进行成型加工工作。成型加工工作。成型加工工作。
技术研发人员:杨双全
受保护的技术使用者:江苏福旺重工科技有限公司
技术研发日:2020.11.26
技术公布日:2021/9/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1