一种用于可降解心血管支架的锌合金材料及其制备方法
1.本发明属于材料技术领域,特别涉及一种用于可降解心血管支架的锌合金材料及其制备方法。
背景技术:
2.锌合金由于具有适宜的降解速率和良好的生物相容性成为了当前生物可降解支架材料的前沿和研究热点。锌合金作为支架材料的一个重要局限性在于其强度和塑性较低,不足以满足使用要求。而提高金属力学性能最有效的方法之一就是在金属基体中添加合金元素。通过固溶强化和第二相强化的方法,改变锌基合金的化学成分和微观组织来提高其力学性能,从而开发出更加符合使用要求的锌基合金。
3.然而,随着合金元素的加入,合金组织均匀性问题也随之而来。由于第二相的存在将会产生电偶腐蚀,从而影响其降解均匀性。目前关于zn
‑
mn
‑
li系合金(cn201810517961.8)、zn
‑
mg
‑
sr系和zn
‑
mg
‑
zr系合金(cn201911133161.7)的研究同样存在上述问题。
4.本发明针对上述问题,一方面采用高纯金属作为原材料,减少因杂质而引起的不均匀降解。另一方面通过微合金化,而后通过二次磁悬浮熔炼技术和均匀化处理的方法保证合金材料的成分均匀性,从合金设计的角度保证合金降解的均匀性。然后,通过自由锻工艺和反向热挤压工艺的结合来提高材料的力学性能。最终制备出组织、成分均匀,且力学性能满足支架材料使用要求的zn
‑
mg
‑
mn合金材料,所得合金可用于制备生物可降解心血管支架。
技术实现要素:
5.本发明的目的是提供一种锌镁锰合金的制备工艺,以解决目前锌合金组织、成分不均匀,且力学性能无法满足医用金属使用要求的问题。
6.本发明的锌镁锰合金成分按重量百分比含mg 0.03~0.07%,mn 0.03~0.07%,不可避免杂质≤10ppm,余量为zn。所用原料金属由纯度为99.995%的锌块,纯度为99.995的镁块,纯度为99.995%的mn块,
7.上述的锌镁锰合金的抗拉强度为340~400mpa,拉伸屈服强度为280~330mpa,延伸率为20~40%。
8.本发明的锌镁锰合金的制备方法按以下步骤进行:
9.(1)按上面所述锌合金成分准备金属锌、金属镁、金属锰、磷作为原料进行熔炼;先将金属锌加热,待其熔化后依次加入金属镁、金属锰、磷,待其全部熔化后,搅拌均匀;将其降温至550
±
5℃,利用石墨钟罩向金属熔融体中通入六氯乙烷,使其与金属熔融体充分接触,在550
±
5℃温度下静置15~20min;将金属熔融体降温,浇铸至水冷铁模中冷却,获得铸锭;
10.(2)二次磁悬浮熔炼:铸锭进行二次磁悬浮熔炼使其成分、组织均匀;
11.(3)均匀化处理:铸锭在350
±
10℃下保温5小时,再升温至370
±
10℃保温5小时,然后在水中冷却至室温,获得锭坯;
12.(4)热锻造变形:锭坯在300~400℃保温60~80min,之后在300~400℃进行热锻造变形;
13.(5)热挤压变形:将圆柱形锭坯在150℃保温30min,然后在150℃进行反向热挤压变形,挤压速度0.5~3mm/s,挤压比为4~25;
14.上述的步骤1所述的将金属锌加热至600
±
5℃。
15.上述的步骤1所述的金属熔融体降温至500
±
10℃。
16.上述的步骤2所述的磁悬浮熔炼后的锌合金均匀性偏差小于
±
0.02wt.%。
17.上述方法所述的热变形态合金的抗拉强度为340~400mpa,拉伸屈服强度为280~330mpa,延伸率为20~40%。
18.上述方法所述可降解心血管支架的锌合金材料采用失重法,在37℃sbf溶液中测得其腐蚀速率为0.05~0.12mm/year。
19.有益效果:
20.(1)本发明通过二次磁悬浮熔炼技术和均匀化处理的方法保证了合金材料的成分均匀性,从而有效的减弱了第二相与镁基体产生电偶腐蚀,提高了材料的降解均匀性。
21.(2)本发明通过自由锻工艺和反向热挤压工艺可以使合金材料的组织进一步均匀细化,晶粒细化能够同时提高锌合金的强度、塑性和耐蚀性。
22.(3)本发明的锌合金选择人体新陈代谢所必需的镁和锰,提高了该合金的生物相容性。同时锌合金具有良好的杀菌作用,可以减少手术后引起感染的风险,减少患着的担忧和痛苦。
附图说明
23.图1为铸锭横截面上成分分析的取样位置示意图;
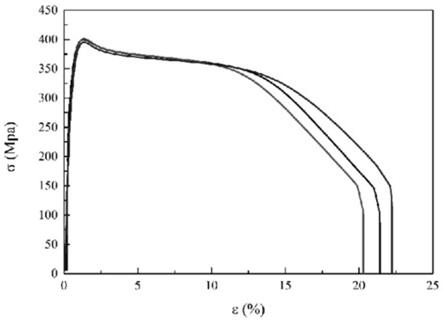
24.图2为实施例1中锌合金三次室温拉伸实验的应力应变曲线图;
25.图3为实施例1中锌合金的微观组织形貌及晶粒尺寸分布图;
26.图4为实施例1中锌合金的腐蚀速率随浸泡时间的变化曲线图。
具体实施方式
27.实施例1
28.锌镁锰合金成分按重量百分比含mg 0.03%,mn 0.03%,不可避免杂质≤10ppm,余量为zn。
29.(1)按所述成分准备金属锌、金属镁、金属锰、磷作为原料进行熔炼,先将金属锌加热至600
±
5℃,待其熔化后依次加入金属镁、金属锰、磷(沸点350℃),待其全部熔化后,搅拌均匀。将其降温至550
±
5℃,利用石墨钟罩向金属熔融体中通入六氯乙烷,使其与金属熔融体充分接触,在550
±
5℃温度下静置15~20min;将金属熔融体降至500
±
10℃,浇铸至水冷铁模中冷却,获得铸锭;
30.(2)二次磁悬浮熔炼:铸锭进行二次磁悬浮熔炼使其成分均匀性偏差小于
±
0.02wt.%、组织均匀;
31.(3)均匀化处理:铸锭在350
±
10℃下保温5小时,再升温至370
±
10℃保温5小时,然后在水中冷却至室温,获得锭坯;
32.(4)热锻造变形:锭坯在300~400℃保温60~80min,之后在300~400℃进行热锻造变形;
33.(5)热挤压变形:将圆柱形锭坯在150℃保温30min,然后在150℃进行反向热挤压变形,挤压速度0.5~3mm/s,挤压比为4~25;
34.最终获得力学性能满足医用金属使用要求的锌镁锰合金。所得棒材的屈服强度为328mpa,抗拉强度为398mpa,延伸率为22%;且该合金的晶粒均匀细小,平均晶粒尺寸仅为1.26μm;采用失重法,在37℃sbf溶液中测得其腐蚀速率为0.05mm/year。表1为锌合金铸锭顶端、中间和底端的横截面上不同位置的成分检测结果。
35.表1
[0036][0037]
实施例2
[0038]
锌镁锰合金成分按重量百分比含mg 0.05%,mn 0.05%,不可避免杂质≤10ppm,余量为zn。
[0039]
(1)按所述成分准备金属锌、金属镁、金属锰、磷作为原料进行熔炼,先将金属锌加热至600
±
5℃,待其熔化后依次加入金属镁、金属锰、磷(沸点350℃),待其全部熔化后,搅拌均匀。将其降温至550
±
5℃,利用石墨钟罩向金属熔融体中通入六氯乙烷,使其与金属熔
融体充分接触,在550
±
5℃温度下静置15~20min;将金属熔融体降至500
±
10℃,浇铸至水冷铁模中冷却,获得铸锭;
[0040]
(2)二次磁悬浮熔炼:铸锭进行二次磁悬浮熔炼使其成分均匀性偏差小于
±
0.02wt.%、组织均匀;
[0041]
(3)均匀化处理:铸锭在350
±
10℃下保温5小时,再升温至370
±
10℃保温5小时,然后在水中冷却至室温,获得锭坯;
[0042]
(4)热锻造变形:锭坯在300~400℃保温60~80min,之后在300~400℃进行热锻造变形;
[0043]
(5)热挤压变形:将圆柱形锭坯在150℃保温30min,然后在150℃进行反向热挤压变形,挤压速度0.5~3mm/s,挤压比为4~25;
[0044]
最终获得力学性能满足医用金属使用要求的锌镁锰合金。所得棒材的屈服强度为309mpa,抗拉强度为361mpa,延伸率为34%;采用失重法,在37℃sbf溶液中测得其腐蚀速率为0.08mm/year。
[0045]
实施例3
[0046]
锌镁锰合金成分按重量百分比含mg 0.07%,mn 0.07%,不可避免杂质≤10ppm,余量为zn。
[0047]
(1)按所述成分准备金属锌、金属镁、金属锰、磷作为原料进行熔炼,先将金属锌加热至600
±
5℃,待其熔化后依次加入金属镁、金属锰、磷(沸点350℃),待其全部熔化后,搅拌均匀。将其降温至550
±
5℃,利用石墨钟罩向金属熔融体中通入六氯乙烷,使其与金属熔融体充分接触,在550
±
5℃温度下静置15~20min;将金属熔融体降至500
±
10℃,浇铸至水冷铁模中冷却,获得铸锭;
[0048]
(2)二次磁悬浮熔炼:铸锭进行二次磁悬浮熔炼使其成分均匀性偏差小于
±
0.02wt.%、组织均匀;
[0049]
(3)均匀化处理:铸锭在350
±
10℃下保温5小时,再升温至370
±
10℃保温5小时,然后在水中冷却至室温,获得锭坯;
[0050]
(4)热锻造变形:锭坯在300~400℃保温60~80min,之后在300~400℃进行热锻造变形;
[0051]
(5)热挤压变形:将圆柱形锭坯在150℃保温30min,然后在150℃进行反向热挤压变形,挤压速度0.5~3mm/s,挤压比为4~25;
[0052]
最终获得力学性能满足医用金属使用要求的锌镁锰合金。所得棒材的屈服强度为282mpa,抗拉强度为341mpa,延伸率为40%;采用失重法,在37℃sbf溶液中测得其腐蚀速率为0.12mm/year。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1