铸型材料组合物及使用其的铸型的制造方法与流程
1.本发明涉及铸型材料组合物及使用其的铸型的制造方法,特别是涉及可得到铸造后的崩解性优异、并且回收的耐火性骨料的再生也容易的铸型的铸型材料组合物、及能够有利地制造发挥这样优异的特性的铸型的方法。
背景技术:
2.以往以来,作为铁、铝等金属熔液的铸造中所用的铸型之一,已知有如下铸型:使用以规定的粘结剂覆盖耐火性骨料而成的覆膜砂(铸型材料组合物),造型为目标形状而得到的铸型。而且,作为这样的铸型材料组合物中的覆盖层的形成所用的粘结剂,除了水玻璃、磷酸钠那样水溶性的无机系粘结剂以外,还阐明了使用酚醛树脂、呋喃树脂、氨基甲酸酯树脂等树脂的有机系粘结剂,另外,还提出了很多使用所述粘结剂来将自硬性铸型进行造型的各种方法。
3.此外,对于使用水玻璃等无机系粘结剂构成的铸型材料组合物,已知:与使用有机系粘结剂的铸型材料组合物相比,有机分的含量少,因此造型时、铸造时的热所引起的各种气体的产生被有利抑制,不易产生臭气等问题。然而,对于以往的使用无机系粘结剂构成的铸型材料组合物,当想要从铸造后的铸型回收耐火性骨料(砂)并通过焙烧处理使该回收砂再生时,残留于回收砂表面的无机系粘结剂不能燃烧,反而会烧结从而较硬地粘附于耐火性骨料(砂)的表面,因此存在其再生困难的问题。特别是,使用水玻璃作为无机系粘结剂的铸型材料组合物存在如下问题:水玻璃因铸造时的热而玻璃化,即使在铸造后对回收的砂实施焙烧处理及研磨处理,将砂表面的经玻璃化的水玻璃去除也是非常困难的。另外,使用无机系粘结剂的以往的铸型材料组合物还存在使用其得到的铸型的崩解性不充分的问题。
4.这样的状况下,作为用于提高铸造后的铸型的崩解性的对策、经回收的耐火性骨料(砂)的再生相关的技术,提出了各种技术。例如,专利文献1(日本特开2016
‑
64422号公报)中,提出了,作为使水玻璃铸型崩解的组合物,提出了包含酸性溶液的铸型崩解剂组合物,另外,提出了使这样的铸型崩解剂组合物与浇注后的水玻璃铸型接触来使铸型崩解的方法。然而,即使使用该专利文献中公开的铸型崩解剂组合物来使水玻璃铸型崩解,也有水玻璃残留于回收的耐火性骨料(砂)的表面的担心,有对这样的回收砂实施焙烧处理时,在回收砂的颗粒间发生再熔接,再生变困难的担心。另外,该专利文献中公开的铸型崩解剂组合物为酸性溶液,因此有腐蚀金属制的铸造装置、得到的铸造物的担心。
5.另外,专利文献2(日本特开2015
‑
51446号公报)中,作为铸造砂的再生处理方法,提出了包括下述混合工序的方法,所述混合工序为:将铸造砂的粉碎物在5℃至70℃的水中混合搅拌,由此从铸造砂将附着于其的粘结剂分离。然而存在如下问题:若对例如使用水玻璃作为粘结剂(粘结剂)的铸造砂型实施该专利文献中公开的再生处理方法,则会产生包含大量源自水玻璃的碱成分的处理水,需要进一步的劳力用于该处理水的处理、处分(处理)。
6.进而,专利文献3(日本特开2017
‑
77570号公报)、专利文献4(日本特表2010
‑
519042号公报)中,作为从由使用无机粘结剂(水玻璃)的铸造砂造型而成的铸型中回收的
铸造砂的再生方法,公开了:将经回收的铸造砂在高温下烧成,由此使水玻璃发生玻璃化从而失活。然而,为了使水玻璃发生玻璃化,需要在900℃以上的高温下进行烧成,从进行再生时的能量效率的观点出发,难以说是效率好的方法。
7.现有技术文献
8.专利文献
9.专利文献1:日本特开2016
‑
64422号公报
10.专利文献2:日本特开2015
‑
51446号公报
11.专利文献3:日本特开2017
‑
77570号公报
12.专利文献4:日本特表2010
‑
519042号公报
技术实现要素:
13.发明要解决的问题
14.对此,本发明是以所述实际情况为背景而作出的,其要解决的问题为:提供能够有利地形成崩解性良好的铸型、并且能够使在铸造后回收的耐火性骨料(砂)容易再生的铸型材料组合物。另外,本发明要解决的问题还在于:提供能够使用具有这样优异的特性的铸型材料组合物来有利地制造有用的铸型的方法。
15.用于解决问题的方案
16.而且,本发明中,为了解决上述问题,可以适当地以下面列举的各种方式来实施,另外,以下记载的各方式也可以以任意组合来采用。需要说明的是,应该理解为:本发明的方式乃至技术特征并不受以下记载的任何限定,可以基于根据说明书整体的记载可把握的发明思想来认识。
17.(1)一种铸型材料组合物,其特征在于,至少包含:(a)耐火性骨料;(b)以水玻璃为必需成分的粘结剂;及(c)中和剂,该中和剂因铸造时的加热而产生的分解产物与前述水玻璃的碱成分发生中和反应。
18.(2)根据前述方式(1)所述的铸型材料组合物,其中,前述中和剂为有机卤素化合物或磷酸酯。
19.(3)根据前述方式(1)或前述方式(2)所述的铸型材料组合物,其中,以如下的数量比例含有前述中和剂:通过前述因铸造时的加热而产生的分解产物对前述水玻璃的碱成分进行中和,从而使铸造后的水玻璃的碱成分的比例成为15质量%以下。
20.(4)根据前述方式(1)~前述方式(3)中任一项所述的铸型材料组合物,其中,以覆盖前述耐火性骨料的表面的方式形成有包含前述粘结剂和前述中和剂的涂层。
21.(5)根据前述方式(1)~前述方式(3)中任一项所述的铸型材料组合物,其中,以覆盖前述耐火性骨料的表面的方式形成有前述包含中和剂的固体状的第一涂层、并且以覆盖该第一涂层的方式形成有由包含前述粘结剂的粘结剂组合物形成的第二涂层。
22.(6)根据前述方式(5)所述的铸型材料组合物,其中,前述第一涂层包含有机化合物。
23.(7)根据前述方式(1)~前述方式(6)中任一项所述的铸型材料组合物,其中,前述耐火性骨料为球状。
24.(8)根据前述方式(1)~前述方式(7)中任一项所述的铸型材料组合物,其不具有
常温流动性,且呈湿态状。
25.(9)根据前述方式(1)~前述方式(7)中任一项所述的铸型材料组合物,其具有常温流动性,且呈干态状。
26.(10)一种铸型的制造方法,其特征在于,使用前述方式(8)所述的呈湿态状的铸型材料组合物,将其填充至成型模内后,在所述成型模内保持,使其固化乃至硬化,由此得到目标铸型。
27.(11)一种铸型的制造方法,其特征在于,使用前述方式(9)所述的呈干态状的铸型材料组合物,将其填充至成型模内后,使水蒸气通气,在所述成形型内保持,使其固化乃至硬化,由此得到目标铸型。
28.(12)一种铸型的制造方法,其特征在于,使用前述方式(9)所述的呈干态状态的铸型材料组合物,向其中添加水而使其湿态化,将该湿态状的铸型材料组合物填充至成型模内后,在所述成型模内保持,使其固化乃至硬化,由此得到目标铸型。
29.发明的效果
30.这样,本发明的铸型材料组合物将(a)耐火性骨料、(b)以水玻璃为必需成分的粘结剂、以及(c)因铸造时的加热而产生的分解产物与水玻璃的碱成分发生中和反应的中和剂作为必需成分而构成。因此,使用由所述铸型材料组合物形成的铸型来实施铸造时,铸型因金属熔液而被加热(通常加热至超过300℃的温度),通过所述加热而由中和剂产生的分解产物与水玻璃的碱成分发生中和反应,由此水玻璃变得在物理上脆弱,因此铸造后的铸型的崩解性良好。另外,通过与金属熔液的浇注相伴的加热,水玻璃的一部分乃至全部碱成分被中和,因此包含由涂层覆盖的耐火性骨料(覆膜砂)的铸型材料组合物可有效地防止由变为高温的碱成分所引起的覆膜砂表面的涂层的溶解,其结果,可有利地抑制浇注时的加热所引起覆膜砂颗粒间的再熔接(烧结)。
31.进而,使用由本发明的铸型材料组合物制成的铸型来实施铸造且其后回收的耐火性骨料(砂)中,水玻璃的碱成分的全部量或其一部分被中和从而失活,因此在使经回收的砂再生时,不需要用于去除碱成分的高温下的烧成处理、使用酸的中和处理等。此外,通过中和了水玻璃的碱成分,从而回收的耐火性骨料的粒块变脆,因此也能够享受基于研磨的再生容易的优点。
附图说明
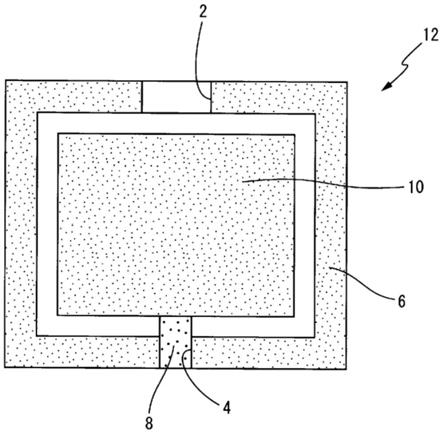
32.图1为实施例中的崩解性试验中使用的铸造试验用砂型的纵截面说明图。
33.图2为实施例中内含废型芯的铸造物的纵截面说明图。
具体实施方式
34.因而,本发明的铸型材料组合物根据包含以水玻璃为必需成分的粘结剂的层(涂层)的状态,大致分为呈湿态状的铸型材料组合物和呈干态状的铸型材料组合物。呈干态状的铸型材料组合物具有良好的常温流动性,而呈湿态状的铸型材料组合物不具有这样的常温流动性。
35.此处,本发明中的“具有常温流动性、呈干态状的铸型材料组合物”是指,无论含水分量如何,测定动态安息角时可得到测定值的铸型材料组合物。该动态安息角是指,将铸型
材料组合物收纳到轴向的一个端部被透明的板材堵住而成的圆筒内(例如在直径7.2cm
×
高度10cm的容器内放入铸型材料组合物至其体积的一半),保持轴心成为水平方向,以一定速度(例如25rpm)沿水平轴心周围旋转,在圆筒内流动的铸型材料组合物层的斜面成为平坦面状,在所述斜面与水平面之间形成的角度。该动态安息角优选80
°
以下,更优选45
°
以下,进一步优选30
°
以下。特别是耐火性骨料为球状的情况下,能容易地实现45
°
以下的动态安息角。需要说明的是,铸型材料组合物在湿润的状态下,在圆筒内不流动,铸型材料组合物层的斜面不形成为平坦面,其结果,不能测定动态安息角,该情况分类为呈湿态状的铸型材料组合物。
36.本发明的具有常温流动性、呈干态状的铸型材料组合物中,其含水分量理想的是相对于覆盖耐火性骨料的表面的覆盖层中所含的构成粘结剂的水玻璃的固体成分量相当于5~55质量%的比率的量,更理想的是10~50质量%、特别最理想的是20~50质量%。若该铸型材料组合物中的含水分量少于相对于覆盖层中的水玻璃的固体成分量相当于5质量%的量,则水玻璃发生玻璃化,从而有即使在铸型造型时再次添加水,也无法返回到溶液状的担心,另一方面,若多于相当于55质量%的量,则有铸型材料组合物无法成为干态状态的担心。但是,即使为含水分量相对于水玻璃的固体成分量超过55质量%的铸型材料组合物,根据水玻璃的种类,也有呈干态状的情况。对于判断是属于呈干态状的铸型材料组合物或呈湿态状的铸型材料组合物中的哪种而言,通过上述的常温流动性的有无来判断。需要说明的是,作为铸型材料组合物中的含水分量的测定方法,没有特别限定,可以适宜采用公知的方法。
37.另一方面,本发明的不具有常温流动性、呈湿态状的铸型材料组合物中,其含水分量理想的是相对于作为粘结剂的水玻璃的固体成分量相当于70~400质量%的比率的量,其中,更理想的是80~300质量%、最理想的是90~200质量%。若该铸型材料组合物中的含水分量小于相对于水玻璃的固体成分量为相当于70质量%的量,则水玻璃的粘度变高,在混炼时变得难以均匀地混合,得不到均匀的铸型。另一方面,若多于相对于400质量%的量,则有铸型材料组合物成为浆料状的可能性,其结果有变得不能填充至成型模内的可能性。另外,即使能够填充,也有在成型模内的干燥花费时间的担心。
38.此处,作为构成本发明的铸型材料组合物的耐火性骨料,可以使用:为作为铸型的基材发挥作用的耐火性物质的、以往用作铸型用途的各种耐火性粒状或粉状材料中的任意者,具体而言,以硅砂、再生硅砂为代表,可列举出氧化铝砂、橄榄石砂、锆砂、铬铁矿砂等特种砂、铬铁系熔渣、镍铁系熔渣、转炉熔渣等熔渣系颗粒;氧化铝系颗粒、富铝红柱石系颗粒等人工颗粒及它们的再生颗粒;氧化铝球、镁熔块等。需要说明的是,这些耐火性骨料可以为新砂,或者可以为在铸型的造型中作为铸造砂被使用过一次或多次的再生砂或回收砂,进而也可以为向这种再生砂、回收砂中加入新砂并混合而成的混合砂,没有限制。而且这样的耐火性骨料通常使用以afs指数计为40~200左右的粒度的骨料,优选使用50~150左右的粒度的骨料。另外,耐火性骨料优选为球状的骨料,具体而言理想的是角形系数(coefficient of angularity)为1.2以下,更优选1.0~1.1。通过使用该角形系数为1.2以下的耐火性骨料,从而流动性、填充性变良好,骨料彼此的接点数变多,因此能够减少为了表现相同强度所需的粘结剂的量、添加物量。需要说明的是,此处使用的骨料的角形系数通常作为示出颗粒的外形形状的尺度之一而被采用,也被称为角形指数,且其值越接近1,意
味着越接近球形(圆球)。而且,这样的角形系数以使用通过公知的各种方法测定的砂表面积而算出的值来表示,例如是指,使用砂表面积测定器(georg fischer ltd制),测定每1g的实际砂粒的表面积,将其除以理论表面积而得到的值。需要说明的是,理论表面积是指,假定砂粒全部为球形时的表面积。
39.另外,本发明的铸型材料组合物中,作为如上述在耐火性骨料中配混的粘结剂,可以使用以水玻璃为必需成分的材料。此处,水玻璃是指,水溶性的硅酸化合物,作为这样的硅酸化合物,例如可以举出硅酸钠、硅酸钾、偏硅酸钠、偏硅酸钾、硅酸锂、硅酸铵等,其中,特别是硅酸钠(硅酸钠)可以在本发明中有利地使用。另外,作为粘结剂,只要使用水玻璃作为必需成分即可,可以将各种水溶性粘结剂、例如热硬化性树脂、糖类、蛋白质、合成高分子、盐类、无机高分子等组合使用。需要说明的是,将其他水溶性粘结剂与水玻璃组合使用的情况下,粘结剂整体中的水玻璃的比例以固体成分基准计优选为60质量%以上、更优选为80质量%以上、最优选为90%质量以上。另外,水玻璃也可以以水合物的状态使用。
40.进而,硅酸钠通常根据sio2/na2o的摩尔比分为1号~5号的种类来使用。具体而言,硅酸钠1号是sio2/na2o的摩尔比为2.0~2.3的硅酸钠,另外硅酸钠2号是sio2/na2o的摩尔比为2.4~2.6的硅酸钠,进而硅酸钠3号是sio2/na2o的摩尔比为2.8~3.3的硅酸钠。此外,硅酸钠4号是sio2/na2o的摩尔比为3.3~3.5的硅酸钠,另外硅酸钠5号是sio2/na2o的摩尔比为3.6~3.8的硅酸钠。这些当中,jis
‑
k
‑
1408中也规定了硅酸钠1号~3号。而且,本发明中,这些各种硅酸钠可以单独使用,也可以混合使用,另外也可以通过混合来调整sio2/na2o的摩尔比。需要说明的是,sio2/na2o的摩尔比不限定于上述硅酸钠1号~5号中规定的范围,例如可以为0.8~4.0的范围。
41.而且,本发明中,为了有利地得到目标铸型材料组合物,对于构成作为粘结剂使用的水玻璃的硅酸钠,sio2/na2o的摩尔比通常理想的为1.9以上、优选2.0以上、更优选2.1以上,上述硅酸钠的分类中,特别有利地使用相当于1号及2号的硅酸钠。所述硅酸钠1号及2号各自在水玻璃中的硅酸钠浓度处于宽范围时也会稳定地得到特性良好的铸型材料组合物。另外,这种硅酸钠的sio2/na2o的摩尔比的上限根据处于水溶液的形态的水玻璃的特性来适宜选定,通常为3.5以下,优选为3.2以下,更优选为2.7以下。此处,若sio2/na2o的摩尔比小于1.9,特别是在干态的情况下,水玻璃的粘性变低,如果不大幅降低水分量,则有难以使铸型材料组合物为干态的担心,另一方面,若大于3.5,则对水的溶解度降低,有未获得粘接面积,最终得到的铸型的强度降低的担心。
42.另外,本发明中使用的水玻璃是指溶解于水中的状态的硅酸化合物的溶液,除了直接以市场中购入的原液的状态使用以外,还可以以向这种原液中添加水从而进行了稀释的状态来使用。而且,将从这种水玻璃中去除了水、溶剂等会挥发的物质而得到的不挥发成分(水玻璃成分)称为固体成分,其相当于上述硅酸钠等可溶性的硅酸化合物。另外,这种固体成分(不挥发成分)的比率越高,水玻璃中的硅酸化合物浓度变得越高。因此,对于本发明中使用的水玻璃的固体成分而言,在其仅由原液构成的情况下,相当于扣除了所述原液中的水分量而得到的量,另一方面,在使用将原液用水稀释而得到的稀释液的情况下,扣除了原液中的水分量和稀释所用的水量而得到的量相当于使用的水玻璃的固体成分。
43.进而,这种水玻璃中的固体成分根据水玻璃成分(可溶性硅酸化合物)的种类等来采用适宜的比率,理想的是有利地以20~50质量%的比率含有。通过使水溶液中适度地存
在相当于该固体成分的水玻璃成分,从而在与耐火性骨料的混合(混炼)时,对于所述耐火性骨料,在干态下能够均匀无偏差地形成水玻璃成分的覆盖,另外在湿态下能够均匀无偏差地将骨料和水玻璃混合,由此,能够将目标铸型有利地造型。需要说明的是,若水玻璃中的水玻璃成分的浓度变得过低,固体成分的总量小于20质量%,则在干态下,为了铸型材料组合物的干燥,需要增高加热温度、或延长加热时间,因此,引起能量损失等问题。在湿态下,在成型模内的基于加热的时间变长,引起铸型的造型周期的长期化的问题。另外,若水玻璃中的固体成分的比率变得过高,则在干态下,难以用水玻璃成分均匀地覆盖耐火性骨料的表面,在湿态下,水玻璃的粘度变得过高,从而难以均匀无偏差地将骨料和水玻璃混合,在提高目标铸型的特性的方面也会引起问题,因此,理想的是以所述固体成分成为50质量%以下,随之水分量成为50质量%以上的比率的方式来制备处于水溶液的形态的水玻璃。
44.而且所述水玻璃理想的是,以相对于耐火性骨料的100质量份、按照仅考虑不挥发成分时的固体成分换算为0.1~5.0质量份的比率使用,其中,特别有利地采用0.3~4.0质量份的比率。此处,水玻璃中的固体成分的测定如下地来实施。即,将试样10g收纳在铝箔制的试样皿(纵:9cm、横:9cm、高度:1.5cm)内并称量,放置于保持为180
±
1℃的加热板上,放置20分钟后,翻转所述试样皿,进而在上述加热板上放置20分钟。其后,将试样皿从加热板上取出,在干燥器中放冷后,进行称量,通过下式算出固体成分(质量%)。
45.固体成分(质量%)={[干燥后的试样皿的质量(g)
‑
试样皿的质量(g)]/[干燥前的试样皿的质量(g)
‑
试样皿的质量(g)]}
×
100
[0046]
需要说明的是,本发明中,若水玻璃的用量变得过少,则呈干态状的铸型材料组合物中难以在耐火性骨料的表面形成覆盖层,其另一方面,呈湿态状的铸型材料组合物中无法由水溶液状的水玻璃覆盖骨料,从而有铸型造型时的铸型材料组合物的固化乃至硬化难以充分进行的担心。另外,若水玻璃的用量过多,则在干态下也有多余量的水玻璃会附着于耐火性骨料的表面,从而难以形成均匀的覆盖层,并且铸型材料组合物相互固着而发生团块化(复合颗粒化)的担心,在湿态下也有多余量的水玻璃在铸型造型时变得不均,从而妨碍铸型的均匀的物性的担心,因此,有给最终得到的铸型的物性带来不良影响、而且还引起使浇注金属后的型芯的落砂困难的问题。
[0047]
而且,本发明的铸型材料组合物中,大的技术特征在于:规定的中和剂与上述耐火性骨料、及以水玻璃为必需成分的粘结剂一起被用作必需成分,从而构成。
[0048]
即,通过配混规定的中和剂(因加热而产生的分解产物与水玻璃的碱成分发生中和反应的中和剂),从而使用由本发明的铸型材料组合物形成的铸型来实施铸造时,铸型因金属熔液而被加热(通常加热至超过300℃的温度),通过所述铸造时的加热而由中和剂产生的分解产物将水玻璃的碱成分的一部分乃至其全部中和。通过使水玻璃的碱成分的一部分乃至全部量被中和,从而水玻璃变得在物理上脆弱,因此,对于本发明的铸型材料组合物,使用其而形成的铸型供于铸造后的崩解性良好。另外,通过与金属熔液的浇注相伴的加热(铸造时的加热),水玻璃的碱成分被中和,因此包含由涂层覆盖的耐火性骨料(覆膜砂)的铸型材料组合物可有效地防止由变为高温的碱成分所引起的覆膜砂表面的涂层的溶解,并且,有利地抑制浇注时的加热所引起的覆膜砂颗粒间的再熔接(烧结)。进而,使用由本发明的铸型材料组合物制成的铸型来实施铸造并在其后回收的耐火性骨料(砂)中,水玻璃的
碱成分的一部分或其全部量被中和从而成为失活的状态,因此在使经回收的砂再生时,不需要用于去除碱成分的高温下的烧成处理、使用酸的中和处理等。另外,水玻璃的碱成分被中和,覆膜砂表面的涂层变脆,由此回收的耐火性骨料的粒块变脆,也能够享受基于研磨的再生容易的优点。需要说明的是,水玻璃的碱成分包含在水玻璃的固体成分中,溶于水玻璃中含有的水分、并在其中产生的碱金属离子与中和剂的分解产物发生中和反应。另外,根据之前叙述的“呈干态状的铸型材料组合物”也可明白,干态状的铸型材料组合物也在其中所含的水玻璃中残留有水分。
[0049]
此处,对于本发明中使用的中和剂,因铸造时的加热而产生的分解产物与水玻璃的碱成分发生中和反应。更详细而言,下述化合物在本发明中作为中和剂使用,所述化合物不因铸型材料组合物的制备(制造)时、铸型造型时的加热(通常为300℃以下的加热)而分解、而是因铸造时的金属熔液所带来的加热(以超过300℃的温度的加热)而分解、且产生的分解产物将水玻璃的碱成分(例如,硅酸钠时为na2o)中和。需要说明的是,此处所说的分解是指完全分解,即使为在300℃以下的加热下一部分开始分解的化合物,但只要完全分解的温度超过300℃、且分解产物与水玻璃的碱成分发生中和反应,则也可以用作本发明的中和剂。为具有这种特性的化合物时,没有特别限定,本发明中可用作中和剂,优选使用有机卤素化合物、磷酸酯,特别优选使用有机卤素化合物。有机卤素化合物通过铸造时的金属熔液所带来的加热(超过300℃的温度下的加热)而分解并放出卤素,该放出的卤素与水玻璃的钠进行反应,由此水玻璃的碱成分被中和。从中和的效果、成本方面来看,本发明中,作为中和剂,最优选使用有机氯化合物、有机溴化合物。需要说明的是,本发明中,对于中和剂,通过后述的制造方法进行制造的情况下,以均匀地分散于涂层内的状态存在,因此,在本发明中也不会发生在例如配混作为中和剂的酸时成为问题的中和剂的不均匀存在。
[0050]
本发明中,对于作为中和剂使用的有机卤素化合物,可以例示氯化石蜡、氯化联苯(chlorodiphenyl)、氯化乙烷、氯化聚乙烯、氯化聚苯(chloropolyphenyl)、氯化联苯、氯乙烯、全氯环十五酮、四氯双酚a、三氯乙基磷酸酯、三(二氯丙基)磷酸酯、三
‑
β
‑
氯丙基磷酸酯等有机氯化合物;溴化石蜡、溴化聚苯、四溴乙烷、四溴苯、十溴二苯醚、八溴二苯醚、六溴环十二烷、双(三溴苯氧基)乙烷、亚乙基双四溴苯二甲酰亚胺、六溴苯、聚二溴苯醚、四溴双酚a、三(2,3
‑
二溴丙基
‑
1)异氰脲酸酯、三溴苯酚烯丙基醚、溴化聚苯乙烯、三溴新戊醇、二溴二氯丙烷、二溴四氟乙烷、三(三溴苯基)磷酸酯、三(三溴新戊基)磷酸酯等有机溴化合物;聚四氟乙烯、全氟烷氧基烷烃、全氟乙烯丙烯共聚物、乙烯四氟乙烯共聚物、乙烯氯三氟乙烯共聚物、聚偏氟乙烯、聚氯三氟乙烯等有机氟化合物。另外,本发明中,对于作为中和剂使用的磷酸酯,可以例示出磷酸三苯酯(tpp)、磷酸三甲苯酯(tcp)、磷酸三(二甲苯)酯(txp)、磷酸甲苯基二苯酯(cdp)、磷酸二甲苯基二苯基酯(xdp)、间苯二酚
‑
双
‑
(二苯基磷酸酯)、2
‑
乙基己基二苯基磷酸酯、二甲基甲基磷酸酯、磷酸三烯丙酯(reofos)、磷酸烷基酯等。
[0051]
本发明的铸型材料组合物中,如上述,若中和剂的用量(配混量)过少,则因铸造时的加热而被中和的水玻璃中的碱成分的量也必然变少,有无法有利地享受本发明效果的担心。因此,本发明中,规定的中和剂优选以下述比例含有在铸型材料组合物中:通过因铸造时的加热而产生的分解产物将水玻璃的碱成分中和,从而使铸造后的水玻璃的碱成分的比例成为15质量%以下的数量比例。特别是使用硅酸钠(soda silicate)作为水玻璃的情况下,若以上述数量比例使用中和剂从而使铸造后回收的耐火性骨料(砂)的、水玻璃中的固
体成分(sio2+na2o)中的碱成分(na2o)的比例为15质量%以下,则水玻璃发生固体化,碱成分(na2o)不会从该固体化的水玻璃中溶出,因此能够更有利地享受本发明的效果。需要说明的是,关于水玻璃(硅酸钠)的固体化,对于本领域技术而言,只要借鉴以往以来公知的na2o
‑
sio2状态图,即可从技术上理解。关于na2o
‑
sio2状态图,可以在东曹产业株式会社的主页(url:http://www.toso
‑
sangyo.com/products/keisansoda2_2.html)、多个论文(例如,kracekf.c.,“the system sodium oxide
‑
silica”,j.phys.chem.,34,p.1583
‑
1598(1930))中进行确认。另外,本发明中,对于中和剂,理想的是,不以比因铸造时的加热而使水玻璃中的碱成分的比例成为0质量%的数量比例更过量的方式添加。
[0052]
另外,本发明的铸型材料组合物中,在该铸型材料组合物中,除了上述规定的中和剂以外,还可以根据需要适宜含有公知的各种添加剂。作为这样的添加剂,可以举出表面活性剂、润滑剂、无机氧化物颗粒、碳酸盐和/或硼酸盐、耐湿性提高剂等。
[0053]
通过向本发明的铸型材料组合物中添加表面活性剂,从而能够提高水的浸透性、换言之为铸型材料组合物对水的润湿性。特别是在铸型造型时对呈干态状的铸型材料组合物供给水分时,表面活性剂介入到该供给的水分与水玻璃之间,从而即使为少量的水分,铸型材料组合物整体也有效地湿态化,因此,1)能够将向铸型材料组合物供给水分的时间(例如,通过水蒸气供给水分的情况下,为水蒸气的通气时间)抑制为所需的最低极限,另外,2)能将水分对成型模(成型模腔)的供给量抑制为少量,结果,造型所得的铸型可以有利地享受如下的效果:从成型模的脱模性优异、而且还发挥优异的强度等效果。
[0054]
需要说明的是,本发明中,铸型材料组合物中含有的表面活性剂的量理想的是相对于水玻璃的固体成分量的100质量份为0.1~20.0质量份,其中,优选0.5~15.0质量份、特别优选为0.75~12.5质量份。若所含有的表面活性剂的量过少,则有不能有利地享受上述效果的担心,另一方面,即使表面活性剂的量过多,也无法确认到符合其用量的效果的提高,进而从成本效益的观点出发不是好对策。
[0055]
作为这样的表面活性剂,可以使用阳离子性表面活性剂、阴离子性表面活性剂、两性表面活性剂、非离子性表面活性剂、有机硅系表面活性剂及氟系表面活性剂中的任意者。具体而言,作为阳离子性表面活性剂,可列举出脂肪族胺盐、脂肪族季铵盐、苯甲烃铵盐、苄索氯铵等。另外,作为阴离子性表面活性剂,可列举出脂肪酸皂、n
‑
酰基
‑
n
‑
甲基甘氨酸盐、n
‑
酰基
‑
n
‑
甲基
‑
β
‑
丙氨酸盐、n
‑
酰基谷氨酸盐、烷基醚羧酸盐、酰基化肽、烷基磺酸盐、烷基苯磺酸盐、烷基萘磺酸盐、二烷基磺基琥珀酸酯盐、烷基磺基乙酸盐、α
‑
烯烃磺酸盐、n
‑
酰基甲基牛磺酸、硫酸化油、高级醇硫酸酯盐、高级仲醇硫酸酯盐、烷基醚硫酸盐、高级仲醇乙氧基硫酸酯、聚氧乙烯烷基苯基醚硫酸盐、硫酸单甘酯、脂肪酸烷基醇酰胺硫酸酯盐、烷基醚磷酸酯盐、烷基磷酸酯盐等。进而,作为两性表面活性剂,可列举出羧基甜菜碱型、磺基甜菜碱型、氨基羧酸盐、咪唑啉鎓甜菜碱等。此外,作为非离子性表面活性剂,可列举出聚氧乙烯烷基醚、聚氧乙烯仲醇醚、聚氧乙烯烷基苯基醚(例如,emulgen911)、聚氧乙烯甾醇醚、聚氧乙烯羊毛脂衍生物、聚氧乙烯聚氧丙烯烷基醚(例如,newpolpe
‑
62)、聚氧乙烯甘油脂肪酸酯、聚氧乙烯蓖麻油、氢化蓖麻油、聚氧乙烯山梨糖醇酐脂肪酸酯、聚氧乙烯山梨糖醇脂肪酸酯、聚乙二醇脂肪酸酯、脂肪酸单甘油酯、聚甘油脂肪酸酯、山梨糖醇酐脂肪酸酯、丙二醇脂肪酸酯、蔗糖脂肪酸酯、脂肪酸烷醇酰胺、聚氧乙烯脂肪酸酰胺、聚氧乙烯烷基胺、烷基胺氧化物、乙炔二醇、炔属醇等。
[0056]
另外,各种表面活性剂中,特别是将具有硅氧烷结构作为非极性部位的表面活性剂称为有机硅系表面活性剂,进而将具有全氟烷基的表面活性剂称为氟系表面活性剂,其中,作为有机硅系表面活性剂,可列举出聚酯改性有机硅、丙烯酸系末端聚酯改性有机硅、聚醚改性有机硅、丙烯酸系末端聚醚改性有机硅、聚甘油改性有机硅、氨基丙基改性有机硅等。另外,作为氟系表面活性剂,可列举出全氟烷基磺酸盐、全氟烷基羧酸盐、全氟烷基磷酸酯、全氟烷基三甲基铵盐、全氟烷基环氧乙烷加成物、含全氟烷基的低聚物等。
[0057]
本发明中,如上述可以将各种表面活性剂单独使用、或混合2种以上而使用。当然,根据表面活性剂,有与水玻璃发生反应,随着时间经过而表面活性能力降低乃至消失的担心,因此,在本发明的铸型材料组合物中,特别有利地使用不与水玻璃反应的阴离子性表面活性剂、非离子性表面活性剂及有机硅系表面活性剂。
[0058]
另外,本发明中,优选添加润滑剂作为添加剂并使其存在于铸型材料组合物的耐火性骨料表面。由于所述润滑剂的存在,能有利地提高铸型材料组合物的流动性。
[0059]
此处,作为本发明的铸型材料组合物中含有的润滑剂的量,理想的是相对于水玻璃的固体成分量的100质量份为0.1~10质量份,其中,优选0.3~8质量份、特别优选为0.5~5质量份。若所含有的润滑剂的量过少,则有不能有利地享受上述效果的担心,另一方面,即使润滑剂的量过多,铸型强度也会降低,进而从成本效益的观点出发不是好对策。
[0060]
作为所述本发明中使用的润滑剂,例如可以使用石蜡、合成聚乙烯蜡、褐煤蜡等蜡类;硬脂酸酰胺、油酸酰胺、芥酸酰胺等脂肪酸酰胺类;亚甲基双硬脂酸酰胺、亚乙基双硬脂酸酰胺等亚烷基脂肪酸酰胺类;硬脂酸、硬脂醇;硬脂酸铅、硬脂酸锌、硬脂酸钙、硬脂酸镁等硬脂酸金属盐;硬脂酸单甘油酯、硬脂酸硬脂酯、氢化油等。这些当中,特别有利地使用硬脂酸钙等。
[0061]
另外,本发明的铸型材料组合物中也可以含有无机氧化物颗粒。通过使铸型材料组合物含有无机氧化物颗粒,从而能够实现铸型材料组合物的流动性、填充性、进而最终得到的铸型的耐湿性等的提高。本发明中使用的无机氧化物颗粒的大小优选比一起构成铸型材料组合物的耐火性骨料小,具体而言,使用平均粒径为0.01μm以上且300μm以下、更适宜0.3μm以上且200μm以下、特别适宜0.5μm以上且100μm以下的无机氧化物颗粒。需要说明的是,该平均粒径可以根据通过激光衍射式的粒度分布测定装置等测定的粒度分布来求出。另外,对于铸型材料组合物中的无机氧化物颗粒的含量,相对于其中包含的以水玻璃为必需成分的粘结剂的固体成分100质量份,通常为5~200质量份,优选设为10~100质量份的比例。
[0062]
需要说明的是,本发明中使用的无机氧化物颗粒可以为球状颗粒,也可以为非球状颗粒,使用球状颗粒能够更有利地享受上述无机氧化物颗粒的配混效果,此外,在可得到具有更良好的铸件表面的铸造制品的方面也是优选的。而且,这样的球状颗粒只要呈通常所认识的程度的球状即可,未必呈正球状,通常,可有利地使用球形度为0.5以上者、另外优选为0.7以上者、进一步优选为0.9以上者。此处,球形度是指,使用扫描型电子显微镜的观察中,随机选择10个单颗粒者,根据其投影形状得到的长径比(短径/长径的比)的平均值。需要说明的是,使用不是球状的无机氧化物颗粒的情况下,在这种无机氧化物颗粒的表面存在突起、凹陷,因此,当例如使无机氧化物颗粒与以因供给的水分而呈溶液状的水玻璃为必需成分的粘结剂一起在耐火性骨料间流动时,无机氧化物颗粒表面的突起等与耐火性骨
料、其他无机氧化物颗粒碰撞等,从而产生了阻止滑动作用,会妨碍粘结剂及无机氧化物颗粒向耐火性骨料间的流动,其结果,有使最终得到的铸型的填充性、其强度降低的担心。
[0063]
另外,对于构成所述无机氧化物颗粒的材质,没有特别限定,优选为无机金属氧化物。作为包含该无机金属氧化物的颗粒,可有利地使用包含二氧化硅、氧化铝、氧化钛等的颗粒,这些当中,特别是,对于二氧化硅颗粒,从含有强碱性的水玻璃的粘结剂能够与形成于二氧化硅表面上的硅烷醇基基进行反应的方面、以及在水的蒸发时在二氧化硅与呈固体的粘结剂之间形成牢固的键从而可提高铸型强度的方面出发,可以说是优选的。需要说明的是,二氧化硅有结晶质和非晶质,非晶质的二氧化硅是理想的,而且,作为非晶质二氧化硅,可以例示出沉淀二氧化硅、电弧中或通过火焰水解生成的烧成二氧化硅、通过zrsio4的热分解生成的二氧化硅、通过用包含氧的气体将金属硅氧化从而生成的二氧化硅、通过熔融及其后的骤冷由结晶石英生成的球状颗粒的石英玻璃粉末等。这些当然可以单独使用,也可以混合2种以上来使用。需要说明的是,本发明中,二氧化硅作为无机金属氧化物来处理。另外,也可以代替无机氧化物颗粒、或组合使用而添加有机硅树脂颗粒。
[0064]
另外,本发明的铸型材料组合物中,优选使用碳酸盐及硼酸盐中的至少一者。碳酸盐因造型
·
铸造所带来的热而放出二氧化碳,使水玻璃的粘结膜中产生龟裂,将水玻璃的粘结膜破坏,由此使铸型容易崩解,并且产生的二氧化碳利用水玻璃中的水分而变为弱酸的碳酸水,能够促进水玻璃的碱成分的中和。另一方面,对于硼酸盐,由于造型
·
铸造所带来的热,水玻璃中的羟基(
‑
oh)与由硼酸盐生成的四硼酸离子或偏硼酸离子反应,封闭水玻璃中的羟基(
‑
oh),从而变得不易再溶解,并且能够防止水玻璃的粘结膜的软化。由此,使用该铸型材料组合物进行造型而成的铸型的崩解性可进一步提高,并且能够提高铸型的耐湿性、抑制吸湿所导致的强度劣化。
[0065]
本发明中,铸型材料组合物中含有的如上所述的碳酸盐和/或硼酸盐的量理想的是相对于水玻璃的固体成分量的100质量份为0.5~50质量份,其中,优选1~20质量份、特别优选为2~15质量份。若所含有的碳酸盐和/或硼酸盐的量过少,则有不能有利地享受上述效果的担心,另一方面,即使碳酸盐和/或硼酸盐的量过多,也无法确认到符合其用量的效果的提高,进而从成本效益的观点出发不是好对策。需要说明的是,碳酸盐和硼酸盐可以组合使用来使用。
[0066]
此处,作为这样的碳酸盐,可列举出碳酸锌、碱性碳酸锌、碳酸铁、碳酸锰、碳酸铜、碳酸铝、碳酸钡、碳酸镁、碳酸钙、碳酸锂、碳酸钾、碳酸钠等。另外,作为这样的硼酸盐,可列举出四硼酸钠、四硼酸钾、四硼酸锂、四硼酸铵、四硼酸钙、四硼酸锶、四硼酸银、偏硼酸钠、偏硼酸钾、偏硼酸锂、偏硼酸铵、偏硼酸钙、偏硼酸银、偏硼酸铜、偏硼酸铅、偏硼酸镁等。这些当中,可有利地使用碱式碳酸锌、四硼酸钠、偏硼酸钾。
[0067]
本发明中,还可以含有耐湿性改良剂作为其他添加剂。通过使水玻璃中含有耐湿性改良剂,从而能够实现最终得到的铸型的耐湿性的提高。作为本发明中使用的耐湿性改良剂,只要为覆膜砂等铸型材料组合物中一直以来使用的耐湿性改良剂、且不妨碍本发明的效果就均可以使用。具体而言,可例示出硫酸钠、硫酸钾、硫酸锂、硫酸镁、硫酸钙、硫酸锶、硫酸钡、硫酸钛、硫酸铝、硫酸锌、硫酸铜等硫酸盐、磷酸钠、磷酸氢钠、磷酸钾、磷酸氢钾、磷酸锂、磷酸氢锂、磷酸镁、磷酸钙、磷酸钛、磷酸铝、磷酸锌等磷酸盐、氢氧化锂、氢氧化镁、氢氧化钙、氢氧化锶、氢氧化钡、氢氧化铝、氢氧化锌等氢氧化物、硅、锌、镁、铝、钙、锂、
铜、铁、硼、锆等的氧化物等。这些当中,特别是硫酸锂、氢氧化锂能够更有利地提高耐湿性。以上述物质为代表的耐湿性改良剂当然可以单独使用,也可以组合使用2种以上。
[0068]
需要说明的是,作为这样的耐湿性改良剂的用量,在其总量中,相对于水玻璃的固体成分100质量份,一般而言,优选0.5~50质量份左右,其中,更优选1~20质量份,特别是进一步优选2~15质量份。为了有利地享受耐湿性改良剂的添加效果,期望为0.5质量份以上的用量,另一方面,其添加量过多时,妨碍基于水玻璃的骨料的结合,有招致最终得到的铸型的强度降低等问题的担心,因此,期望设为50质量份以下。
[0069]
另外,作为其他添加剂,含有用于强化耐火性骨料与水玻璃的结合的偶联剂也是有效的,例如可以使用硅烷偶联剂、锆偶联剂、钛偶联剂等。进而,作为脱模剂,也可以使用石蜡、蜡、轻油、机油、主轴油、绝缘油、废油、植物油、脂肪酸酯、有机酸、石墨微粒、云母、蛭石、氟系脱模剂、有机硅系脱模剂等。而且,这些其他添加剂分别以相对于水玻璃的固体成分通常成为5质量%以下,优选成为3质量%以下的比率的量来含有。
[0070]
另外,在制造本发明的铸型材料组合物时,例如,可以按照以下详细叙述的方法来制造:1)包含以水玻璃为必需成分的粘结剂和规定的中和剂的涂层由在耐火性骨料(砂)的表面形成的覆膜砂(cs)构成的铸型材料组合物(以下,称为“1层结构的cs(铸型材料组合物)”。)、2)由在耐火性骨料(砂)的表面形成有包含规定的中和剂的固体状的第一涂层、且在所述第一涂层上形成有包含以水玻璃为必需成分的粘结剂的第二涂层的覆膜砂(cs)构成的铸型材料组合物(以下,称为“2层结构的cs(铸型材料组合物)”。)。
[0071]
(1)“1层结构的cs(铸型材料组合物)”的制造
[0072]
a)“1层结构的cs(铸型材料组合物)”中,制造不具有常温流动性、呈湿态状的铸型材料组合物时,通常采用以下方法:相对于耐火性骨料,将作为粘结剂的水玻璃和规定的中和剂与根据需要使用的添加剂一起,在常温下进行混炼乃至混合,从而均匀地混和,由此在耐火性骨料的表面形成水分量高的水玻璃组合物的覆膜层(包含以水玻璃为必需成分的粘结剂和规定的中和剂的涂层)。
[0073]
b)另一方面,制造具有常温流动性、呈干态状的1层结构的cs(铸型材料组合物)时,通常采用以下方法:相对于耐火性骨料,将作为粘结剂的水玻璃和规定的中和剂与根据需要使用的添加剂一起,进行混炼乃至混合,从而均匀地混和,用包含中和剂等的水玻璃组合物覆盖所述耐火性骨料的表面,并且使这种水玻璃组合物的水分蒸散,由此在耐火性骨料的表面形成水玻璃组合物的覆盖层(包含以水玻璃为必需成分的粘结剂和规定的中和剂的涂层)。这样的方法中,覆盖层的水分的蒸散需要在水玻璃进行固化乃至硬化之前迅速进行,因此,理想的是,对于耐火性骨料,投入(混合)处于水溶液的形态的水玻璃,通常在5分钟以内、更优选在3分钟以内,使含有水分飞散,形成干态的粉末状铸型材料组合物。这是由于,所述蒸散的时间变长时,混和(混炼)周期变长,铸型材料组合物的生产率降低,此外产生水玻璃与空气中的co2接触的时间变长而发生失活等问题的担心变高。
[0074]
c)另外,在上述的呈干态状的1层结构的cs(铸型材料组合物)的制造工序中,作为用于使水玻璃中的水分迅速蒸散的有效的手段之一,适宜采用如下方法:将耐火性骨料预先加热,向其中混炼乃至混合处于水溶液的形态的水玻璃、规定的中和剂等,并混和。通过在该经预先加热的耐火性骨料中混炼乃至混合水玻璃,从而水玻璃中的水分可以利用这样的耐火性骨料的热极迅速地蒸散,因此,可以有效地降低所得铸型材料组合物的水分量,可
以有利地得到具有常温流动性的干态的粉体。此处,作为耐火性骨料的预热温度,可以根据水玻璃的含有水分量、其配混量等来适宜选定,通常可以采用100~160℃左右的温度、优选100~140℃左右的温度。若该预热温度过低,则不能有效地进行水分的蒸散,干燥耗费时间,因此理想的是采用100℃以上的温度,另外若预热温度过高,则所得铸型材料组合物的冷却时,水玻璃成分的固化乃至硬化推进,并且,复合颗粒化进行,因此在作为铸型材料组合物的功能、特别是最终得到的铸型的强度等物性上产生问题。
[0075]
d)需要说明的是,上述的铸型材料组合物的制造方法中,对于与水玻璃一起含有于涂层内的中和剂、根据需要使用的其他添加剂、例如表面活性剂、润滑剂等,可以以预先混合至水玻璃中的状态添加到耐火性骨料中并进行混炼,另外,也可以在混炼时与水玻璃各自进行添加并进行混炼,进而也可以在混炼时、在与水玻璃的投入之间设置时间差而投入并进行混炼。因此,本发明的干态的铸型材料组合物中的覆盖层为以例如水玻璃与中和剂等混合的状态构成的形态,或者为以从耐火性骨料的表面朝向外侧、水玻璃的固体成分(不挥发成分)的浓度逐渐减少或增加、而中和剂等浓度逐渐增加或减少的状态构成的形态。进而,作为粘结剂的水玻璃,为了调节其粘度,可以用水进行稀释。另外,也可以在混炼乃至混合时将水玻璃和水分开添加。
[0076]
(2)“2层结构的cs(铸型材料组合物)”的制造
‑
[0077]
a
‑
1)制造“2层结构的cs(铸型材料组合物)”时,首先在耐火性骨料的表面形成包含规定的中和剂的固体状的第一涂层。所述第一涂层可以仅由规定的中和剂构成,另外从中和剂的分散及与水玻璃的隔离的观点出发,也可以使第一涂层构成为包含规定的中和剂和有机化合物。通过使位于耐火性骨料正上方的第一涂层含有有机化合物,从而向使用这种构成的铸型材料组合物的铸型浇注金属熔液时,第一涂层中包含的有机化合物进行热分解从而气化,因该产生的气体,耐火性骨料颗粒间的接合部分中的水玻璃的固化物乃至硬化物被有利地破坏,铸型的崩解性变优异。另外,若第一涂层中包含的有机化合物进行热分解从而气化,则因该气体的内压,存在于耐火性骨料颗粒上的水玻璃的固化物乃至硬化物从内侧(从耐火性骨料侧)被破坏等,因此,例如,使从铸造后的铸型回收的耐火性骨料(砂)再生时的研磨工序中,经固化乃至硬化的水玻璃变得容易从铸造砂颗粒表面剥离,砂的再生变得容易。进而有以下优点:在使用铸型的铸造时,因第一涂层中包含的有机化合物的热分解而产生气体,因此在铸型表面与铸造制品之间有利地形成抑制金属熔液向构成铸型的耐火性骨料颗粒间浸入的气体层,并且,最终得到的铸造制品的铸件表面良好。需要说明的是,使用例如磷酸酯等与水玻璃反应从而促进硬化的中和剂的情况下,优选形成包含这种中和剂和有机化合物的第一涂层,对于使所述中和剂和水玻璃存在于不同的层中的2层结构的cs(铸型材料组合物),从而能够防止因中和剂与水玻璃发生反应而过度地进行硬化。
[0078]
a
‑
2)本发明中,在耐火性骨料表面形成的固体状的第一涂层的膜厚为0.1~6μm,优选为0.2~5μm、更优选为0.3~3μm、进一步优选为0.5~2μm。若膜厚比0.1μm薄,则有难以形成为涂层、并且难以在由包含水玻璃的粘结剂组合物形成的第二涂层的内侧发生气化的担心,另一方面,若比6μm厚,则有由有机化合物产生臭气的担心。需要说明的是,作为第一涂层的膜厚的测定方法,可以举出以下方法等:将形成有第一涂层的耐火性骨料颗粒埋入环氧树脂等,对用离子切割器等切割装置切断的铸造砂颗粒的截面、用光学显微镜、电子显微镜等光学设备进行观察,对截面颗粒随机选定10点并测量涂层的膜厚。另外,关于膜厚,
耐火性骨料颗粒为球状的情况下,可以根据耐火性骨料颗粒的平均粒径和耐火性骨料颗粒及有机化合物的添加量来算出。
[0079]
a
‑
3)另外,本发明中使用的有机化合物当然能够在耐火性骨料颗粒的表面形成固体状的涂层,只要可与规定的中和剂一起形成固体状的涂层,就没有特别限定,优选为选自由交联硬化性树脂及其硬化物、热塑性树脂、碳水化合物组成的组中的至少一种。这些有机化合物当中,从维持覆膜砂(cs)的强度的观点出发,可以有利地使用交联硬化性树脂及其硬化物。
[0080]
a
‑
4)交联硬化性树脂是指,在例如六亚甲基四胺、有机酯、有机酸、二氧化碳、过氧化物、金属离子、胺等硬化剂或者硬化催化剂的存在或非存在下、在加热或非加热(常温)下表现交联硬化性,将耐火性骨料颗粒相互粘结而形成铸型者。作为这样的交联硬化性树脂,具体而言,可以举出酚系树脂、酚氨基甲酸酯系树脂、环氧树脂、三聚氰胺树脂、不饱和聚酯树脂、多官能性丙烯酰胺系树脂(参照日本特公平7
‑
106421号公报)、不饱和醇盐树脂、不饱和脂肪酸改性醇盐树脂、苯二甲酸二烯丙酯树脂、根据需要将这些树脂组合而成的树脂等。这些当中,从能够更有利地享受本发明效果的观点出发,特别优选酚醛清漆型、甲阶酚醛型的酚系树脂、与多异氰酸酯化合物混合使用的酚氨基甲酸酯系树脂。
[0081]
a
‑
5)另外,交联硬化性树脂的硬化物使低分子量的交联硬化性树脂进行硬化反应,由此使高分子化合物分子量增加。使用熔融粘度低的低分子量的材料并涂布于铸造砂颗粒的表面后,通过加热、硬化剂的添加使其硬化,由此可防止碱劣化,能够形成表面稳定性良好的高分子量的涂层,能够兼顾覆盖性和表面稳定性。另外,交联硬化性树脂的硬化物与未硬化的交联硬化性树脂相比还有如下优点:1)可抑制由热引起的涂层的软化从而提高铸型强度,另外,2)硬化所需的热量被预先消耗,因此热有效地用于热分解,热分解变快,因此铸型的崩解性进一步提高,进而,3)伴随硬化的气体预先被放出,因此可抑制铸造时的气体的产生量。
[0082]
a
‑
6)进而,作为热塑性树脂,具体而言,可以举出由聚乙烯醇、聚乙酸乙烯酯、聚苯乙烯、苯乙烯丙烯腈共聚物、苯乙烯
·
丁二烯
·
丙烯腈共聚物、乙烯乙酸乙烯酯共聚物、聚甲基丙烯酸甲酯、甲基丙烯酸类
·
苯乙烯共聚物、乙酸纤维素、聚碳酸酯、聚氯乙烯形成的树脂等。这些当中,从溶剂溶解性(成膜性)的观点出发,特别优选聚乙烯醇、聚乙酸乙烯酯、聚苯乙烯、乙烯乙酸乙烯酯共聚物、聚甲基丙烯酸甲酯、乙酸纤维素、聚碳酸酯。
[0083]
a
‑
7)进而,作为碳水化合物,具体而言,可以举出包含葡萄糖、果糖、半乳糖、乳糖、蔗糖、麦芽糖、海藻糖、淀粉、糖原、纤维素的碳水化合物等。这些当中,从成膜性的观点出发,特别优选海藻糖、淀粉、糖原。此外,作为其他有机化合物,可列举出丙烯酰胺、n
‑
羟甲基丙烯酰胺、二丙烯酰胺二甲基醚、亚甲基双丙烯酰胺、亚乙基双丙烯酰胺、乙二醇二丙烯酰胺等。
[0084]
a
‑
8)需要说明的是,本发明中,从对耐火性骨料颗粒的覆盖性的观点出发对于耐火性骨料颗粒表面的第一涂层中包含的有机化合物优选为高分子化合物(聚合物、多聚体)。具体而言,可有利地使用重均分子量为300以上、优选300~100000000、更优选500~50000000、进一步优选800~20000000的高分子化合物(聚合物、多聚体)。即使为不包含在高分子化合物(聚合物、多聚体)的范畴内的有机化合物,从固体状的涂层的表面稳定性的观点出发,分子量也优选为300以上,从对耐火性骨料颗粒的覆盖性的观点出发,优选
100000000以下。
[0085]
a
‑
9)另外,本发明中,有利地使用用水难溶性乃至水不溶性的有机化合物,特别是水不溶性的有机化合物适合作为固体状的第一涂层中包含的有机化合物。这是因为:使用易水溶性的有机化合物时,在覆盖于第一涂层的表面的、由含有水玻璃的液状的粘结剂组合物形成的第二涂层中包含的水分中,有机化合物会溶出,由第一涂层不会维持为固体状的担心。具体而言,本发明中,相对于25℃的水100g的溶解度为1质量%以下、优选0.5质量%以下、更优选0.3质量%以下、进一步优选0.1质量%以下的有机化合物作为固体状的涂层中包含的有机化合物使用。需要说明的是,溶解度是指,将有机化合物10g投入到25℃的水100g中,进行1小时搅拌、进而静置1小时时的、溶解于溶剂(水)的有机化合物的量。另外,水不溶性的有机化合物是指在水中不溶解的有机化合物。
[0086]
b)本发明中,在耐火性骨料的表面形成仅由规定的中和剂形成的固体状的层作为第一涂层的情况下,作为其方法,从以往以来公知的各种方法适宜选择并采用适应于中和剂的形态、特性等的方法。例如中和剂为具有在比铸造时加热的温度低的温度(以下,在本段中称为该温度。)下熔融而不分解的特性的中和剂的情况下,将耐火性骨料和中和剂以加热至该温度的状态混合,在耐火性骨料的表面形成熔融的中和剂的层,其后,进行冷却,由此可在耐火性骨料的表面形成由中和剂构成的固体状的第一涂层。
[0087]
c
‑
1)另一方面,在耐火性骨料的表面形成包含规定的中和剂及有机化合物的固体状的层作为第一涂层的情况下,也从以往以来公知的各种方法中适宜选择并采用适应于中和剂及有机化合物的形态、特性等的方法。具体而言,可以例示出干热涂布法、冷涂布法等,只要能够形成固体状的涂层,其方法就没有特别限定。
[0088]
c
‑
2)需要说明的是,干热涂布法为如下方法:将固体状的有机化合物及规定的中和剂添加至加热至130~180℃的耐火性骨料并混合,通过耐火性骨料的热使固体状的有机化合物熔融,用该熔融的有机化合物覆盖耐火性骨料的表面,然后,在保持该混合的状态下进行冷却,由此在耐火性骨料的表面形成包含有机化合物及规定的中和剂的固体状的涂层。另外,冷涂布法为下述方法:使有机化合物以其原样、或溶解于甲醇等溶剂而成为液状,将使该液状物中含有规定的中和剂而成者添加至耐火性骨料并混合,通过使溶剂挥发等,在耐火性骨料的表面形成包含有机化合物及规定的中和剂的固体状的涂层。
[0089]
c
‑
3)另外,使用交联硬化性树脂作为有机化合物的情况下,例如,可以通过上述涂布法形成固体状的第一涂层后,通过进一步的加热、和/或通过添加硬化剂或者硬化催化剂,使交联硬化性树脂硬化,使第一涂层中包含的交联性硬化树脂的分子量增大。通过加热使交联硬化性树脂硬化的情况下,例如,有放入至120℃~300℃的恒温槽,进行5~60分钟左右反应硬化,或将铸造砂加热至150℃~300℃,用加热至120℃~300℃的混炼机进行5~60分钟左右混炼从而反应硬化的方法等。需要说明的是,涂层中包含的交联硬化性树脂进行了硬化的铸型材料组合物在耐火性骨料颗粒(砂粒)间存在坚固的连接部位(neck),从而能够一体块状化、或制作复合颗粒,因此为了使由第一涂层覆盖的耐火性骨料的表面状态良好,优选用具有捏合作用且转速快的快速混炼机(speed muller)进行反应硬化。另外,长时间混炼时会引起剥离,有可能产生微粉,因此优选以高温并且短时间进行反应。另一方面,使用硬化剂或硬化催化剂来使交联硬化性树脂硬化的情况下,作为所述硬化剂或硬化催化剂,可以使用例如六亚甲基四胺、有机酯、有机酸、二氧化碳、过氧化物、金属离子、胺
等。另外,交联性硬化树脂为酚氨基甲酸酯系树脂的情况下,通过将酚醛树脂和多异氰酸酯树脂混合,也能够使其硬化。即使在使用硬化剂来使交联硬化性树脂硬化的情况下,理想的也是一边用混炼机进行混炼一边使其反应硬化。
[0090]
d)按照上述的方法,使用在形成有仅由规定的中和剂形成的固体状的第一涂层的表面形成的耐火性骨料、或者、在形成有包含规定的中和剂和有机化合物的固体状的第一涂层的表面形成的耐火性骨料中的任意者来制造不具有常温流动性、呈湿态状的“2层结构的cs(铸型材料组合物)”时,例如,通过以下的步骤来制造。即,相对于设置有第一涂层的耐火性骨料,将作为粘结剂的水玻璃与根据需要的添加剂一起混炼乃至混合从而均匀地混和,由此得到设置有包含规定的中和剂的固体状的第一涂层的耐火性骨料与包含水玻璃的液状的粘结剂组合物的混和物所形成的铸型材料组合物,换言之,得到以覆盖耐火性骨料表面的第一涂层的方式形成有由包含水玻璃的粘结剂组合物形成的第二涂层的铸型材料组合物。需要说明的是,混和时的各种条件根据水溶液状的水溶性无机粘结剂的种类、水分量等来适宜决定,另外,作为混和时的温度,通常设为常温~40℃左右。制造本发明的呈湿态状的铸型材料组合物时,以使所得铸型材料组合物呈适度的湿态状的方式来调整其含水分量。具体而言,以成为比水玻璃的固体成分量的55质量%多的方式、优选成为70~900质量%、更优选成为95~500质量%的方式进行调整。对于这样调整了含水分量的本发明的呈湿态状的铸型材料组合物而言,通过在铸型造型时填充至成型模时的吹气,防止呈湿态状的铸型材料组合物干燥并堵塞,能够保持铸型材料组合物的湿润性,此外使用这样的铸型材料组合物进行造型而成的铸型也赋予了优异的特性。需要说明的是,铸型材料组合物的含水分量可以通过卡尔费休法法、根据在干燥器等中加热时的重量变化来测定。
[0091]
e)另一方面,使用形成有固体状的第一涂层的耐火性骨料来制造具有常温流动性、呈干态状的“2层结构的cs(铸型材料组合物)”时,可以通过与上述《(1)“1层结构的cs(铸型材料组合物)”的制造》栏中的《b)》栏详细叙述的方法同样的方法来制造。具体而言,可以采用下述方法:相对于形成有第一涂层的耐火性骨料,将作为粘结剂的水玻璃与根据需要使用的添加剂一起混炼乃至混合,从而均匀地混和,用水玻璃组合物覆盖所述耐火性骨料中的第一涂层的表面,并且使这样的水玻璃组合物的水分蒸散,由此形成水玻璃组合物的覆盖层(包含以水玻璃为必需成分的粘结剂的第二涂层)作为耐火性骨料表面的最外层。所述方法中,第二涂层的水分的蒸散必须在水玻璃的固化乃至硬化进行前迅速地进行,因此理想的是,对耐火性骨料投入(混合)处于水溶液的形态的水玻璃后,通常在5分钟以内、更优选在3分钟以内使含有水分飞散,从而制成干态的粉末状铸型材料组合物。这是因为:所述蒸散的时间变长时,混和(混炼)周期变长,铸型材料组合物的生产率降低,此外产生水玻璃与空气中的co2接触的时间变长从而失活等问题的担心变高。
[0092]
f)需要说明的是,上述的《(2)“2层结构的cs(铸型材料组合物)”的制造》中,根据需要使用的表面活性剂等各种添加剂可以根据各添加剂的使用目的来含有于第一涂层或第二涂层中,也可以根据添加剂的种类而含有在第一涂层及第二涂层这两者中。
[0093]
另外,作为使用本发明的呈湿态状的铸型材料组合物来制造铸型的方法,例如有下述方法:首先,将所述铸型材料组合物填充至提供目标铸型的成型模的成形腔内,将成型模加热至80~300℃、优选100~200℃的温度并保持,在成型模内保持直至所填充的铸型材料组合物干燥为止。通过这样的在成型模内的加热保持,所填充的呈湿态状的铸型材料组
合物的固化乃至硬化进行,从而能够得到目标铸型。
[0094]
即,通过将呈湿态状的铸型材料组合物填充并保持于加热至上述温度的成型模的腔内,从而构成铸型材料组合物的耐火性骨料颗粒借助存在于周围的粘结剂组合物中包含的水玻璃而相互结合从而连结,形成呈一体的铸型形状的耐火性骨料的集合体(结合物)。此时,作为用于促进水玻璃的硬化的添加剂,可以将规定的硬化剂以液体的状态或气体的状态导入至腔内。需要说明的是,对于水玻璃,通常不加任何添加剂时,因水的蒸发干固而固化,另外加入硬化剂的情况下,发生硬化。本发明中,由覆膜砂的集合体(结合体)形成的铸型中,这种覆膜砂包括单独进行固化而成者(固化物)及利用硬化剂进行硬化而成者(固化物)中的任意者。
[0095]
另外,将呈湿态状的铸型材料组合物在成型模的腔内加热时,有利地优选:准备预先加热(预热)至规定的温度并保持在该温度的状态的成型模后,向所述成型模的腔内填充铸型材料组合物,从对铸型材料组合物进行加热。这样,通过预先对成型模进行加热,能够加快铸型材料组合物的干燥,从而实现造型时间的缩短化。作为基于该预热的保持温度,采用80~300℃、优选100~200℃、更优选120~180℃。从加快干燥、缩短造型时间、和实现添加剂所带来的耐湿强度的提高的观点出发,所述保持温度优选为80℃以上,另外,从防止产生在充分形成耐火性骨料颗粒间的结合之前水分蒸发、不表现铸型强度这样的问题的观点出发,优选为300℃以下。通过以这样的温度范围内的温度对成型模进行加热,从而可提高最终得到的铸型的耐湿强度,并且铸型材料组合物的干燥可有利地进行。
[0096]
进而,在铸型材料组合物在成型模内的保持中,为了促进水的蒸发,可以适当采用向成型模内吹入热风或过热水蒸气,对成型模内的填充相(铸型材料组合物)进行通气的方法。通过这样的热风或过热水蒸气的通气,可以迅速地干燥至包含铸型材料组合物的填充相的内部,从而更有利地促进所述填充相的固化乃至硬化,并且可有利地提高固化(硬化)速度,并且也可有利地提高得到的铸型的抗折强度等特性,此外也可有利地有助于铸型的造型时间的缩短。另外,在铸型材料组合物在成型模内的保持中,为了更有利地促进铸型材料组合物的固化乃至硬化,可以适当地采用将包含二氧化碳、氩、氮、氦中的至少1种气体的载气吹入至成型模内,对该填充相进行通气的方法。此时,二氧化碳作为硬化剂发挥作用,另外,氩、氮及氦作为固化促进剂而发挥作用。通过使这样的载气作用于水溶性无机粘结剂,从而能够进一步促进铸型材料组合物的固化乃至硬化。需要说明的是,热风或过热水蒸气的通气及载气的通气可以仅实施其中一者,也可以实施所述两者,该情况下,可采用通过实施热风或过热水蒸气的通气及载气的通气、或者在热风或过热水蒸气的通气之后使载气通气、或者在载气的通气之后使热风或过热水蒸气通气等的方法。总而言之,只要是向成型模的腔内填充呈湿态状的铸型材料组合物后、在成型模内的保持中,则可以在任意时机实施热风等和/或载气的通气。
[0097]
另外,关于使用本发明的呈湿态状的铸型材料组合物的铸型的造型,除了如上述在成型模内进行加热的方法以外,还可以采用:通过向成型模内导入前述的硬化剂来使铸型材料组合物固化乃至硬化的方法、通过对填充有铸型材料组合物的成型模内进行减压来使铸型材料组合物固化乃至硬化的方法。
[0098]
此处,硬化剂向成型模内的导入通过与水玻璃组合使用的其他粘结剂(例如水溶性无机粘结剂)跟硬化剂的反应而使硬化进行。作为硬化剂的导入方法,也可以采用下述方
法中的任意方法:对向成型模填充前的铸型材料组合物添加硬化剂,将添加有所述硬化剂的铸型材料组合物填充至成型模内的方法;以及将硬化剂以载气形式进行通气从而导入至填充于成型模内的铸型材料组合物的方法。另外,在成型模内保持期间,基于硬化剂的硬化会进行,此时,为了促进水的蒸发,向成型模内吹入热风或过热水蒸气也是有效的。进而,为了更有利地促进铸型材料组合物的固化乃至硬化,也可以将包含二氧化碳、氩、氮、氦中的至少1种气体的载气吹入至成型模内。需要说明的是,进行硬化剂的添加的情况下,未必进行成型模的加热,但为了更有利地促进固化乃至硬化,优选对成型模进行加热。
[0099]
作为其中使用的硬化剂,可以例示二氧化碳(碳酸水)、硫酸、盐酸、硝酸、磷酸、草酸、羧酸、对甲苯磺酸等有机酸、甲酸甲酯、甲酸乙酯、甲酸丙酯、γ
‑
丁内酯、β
‑
丙酸酯、乙二醇二乙酸酯、二乙二醇二乙酸酯、甘油二乙酸酯、三乙酸甘油酯、碳酸亚丙酯等酯、甲醇、乙醇、丁醇、己醇、辛醇等一元醇等。这些硬化剂当然可以单独使用,也可以混合使用2种以上。
[0100]
另外,对于将成型模内减压的方法,通过所述减压,使填充于成型模的腔内的覆膜砂干燥固化。作为该减压方法,例如,可以举出通过公知的抽吸手段对成型模内进行减压的方法等。需要说明的是,进行成型模的减压的情况下,未必需要成型模的加热,但为了更有利地促进固化乃至硬化,优选对成型模进行加热。
[0101]
另一方面,使用呈干态状的铸型材料组合物来将目标铸型造型时,例如,可以采用以下两种方法。即,第1方法为下述水添加方式:使呈干态状的铸型材料组合物在铸型造型现场与水进行混炼从而使其湿态化,将该成为湿态状的铸型材料组合物填充至提供目标铸型的成型模的成形腔内,并且将所述成型模加热至80~300℃的温度,在成型模内保持直至所填充的铸型材料组合物干燥为止。另外,第2方法为下述水蒸气通气方式,其为向提供目标铸型的成型模的成形腔内填充呈干态状的铸型材料组合物后,向成形腔内吹入水蒸气,使水蒸气在包含铸型材料组合物的填充相内通气的方法,通过该水蒸气的通气,对呈干态状的铸型材料组合物供给水分从而成为湿态状(湿的状态)后,在加热至80~200℃的成型模内保持直至这样的湿态状的铸型材料组合物干燥为止。
[0102]
这样造型时,理想的是具有常温流动性、呈干态状的铸型材料组合物所要填充的金属模具、木制模具等成型模预先进行了加热,由此,通过与水的混炼、水蒸气而进行了湿态化的铸型材料组合物的干燥可有利地进行。需要说明的是,作为其预热温度,通常在第1方法中80~300℃、优选90~250℃、更优选100~200℃左右的温度是理想的,在第2方法中80~200℃、优选90~150℃、更优选100~140℃左右的温度是理想的。若该保温温度过高,则蒸气难以通过至成型模的表面,另一方面,若温度过低,则经造型的铸型的干燥需要时间。
[0103]
另外,上述第1方法中,将呈干态状的铸型材料组合物和水混炼(混合)的情况下,将呈干态状的铸型材料组合物搬运至作为铸型的制造场所的造型现场后,在该造型现场,添加水而使其湿态化后,将该得到的呈湿态状的铸型材料组合物填充至成型模,与前面的呈湿态状的铸型材料组合物的造型的情况同样地操作,进行目标铸型的造型,其中,向呈干态状的铸型材料组合物加入水来进行湿态化的工序仅通过将呈干态状的铸型材料组合物和规定量的水投入适当的混合器并混合来润湿铸型材料组合物就足矣,因此可以以极其单纯的操作来实施,即使在操作环境差的造型现场,也可极其简单并且容易地进行。另外,也可以在添加水之前将铸型材料组合物预先预热至40℃~100℃而使用。需要说明的是,在水
的添加时,可以一起添加选自其他添加剂、硬化促进剂、铸型强度的再调整用的水溶性无机粘结剂中的1种以上。另外,其他添加剂等为液体的情况下,可以使用在其液体中含有水者。
[0104]
另外,上述第2方法中,向填充于成型模的成形腔内的铸型材料组合物(填充相)吹入水蒸气时,该水蒸气的温度通常设为80~150℃左右,更理想的是设为95~120℃左右。采用高温的水蒸气时,为了其生产而需要大量的能量,因此特别有利地采用100℃附近的水蒸气温度。另外,作为进行这种通气的水蒸气的压力,以表压计可有利地采用0.01~0.3mpa左右、更优选0.02~0.1mpa左右的值。进而,作为该通气时间,通常采用2秒左右到60秒左右的通气时间。是因为:若该水蒸气的通气时间变得过短,则难以充分润湿呈干态状的铸型材料组合物的表面,另外若通气时间变过长,则有产生构成铸型材料组合物表面的覆盖层(耐火性骨料表面的涂层)的水玻璃溶解、流出等问题的担心。
[0105]
此处,上述的第1方法及第2方法中,为了积极地使包含湿的铸型材料组合物的填充相干燥,可以适当地采用向成型模内吹入热风或过热水蒸气、对所述填充相进行通气的方法。通过这样的热风或过热水蒸气(热风等)的通气,可以迅速地干燥至铸型材料组合物的填充相的内部,从而进一步更有利地促进所述填充相的固化乃至硬化,并且可有利地提高硬化速度,并且也可有利地提高所得铸型的抗折强度等特性,此外也可有利地有助于铸型的造型时间的缩短。另外,上述第1方法中,例如在热风等的通气前,上述第2方法中,例如在水蒸气的通气与热风等的通气之间,为了更有利地促进填充相的固化乃至硬化,可以将前述的硬化剂制成气体状或雾状来进行通气,通过以该硬化剂对水玻璃(及其他水溶性无机粘结剂)进行中和,能够进一步促进其固化乃至硬化。需要说明的是,对于硬化剂的通气,在上述第1方法中可以与热风等的通气同时进行,在上述第2方法中可以与水蒸气的通气同时进行、或与热风等的通气同时进行。另外,作为积极地使填充相干燥的其他方法,可以对成型模内进行减压。通过所述减压,使得填充于成型模的腔内的铸型材料组合物干燥固化。作为减压方法,例如,可列举出通过公知的吸引手段对成型模内进行减压等方法。另外,对成型模内进行减压时,为了促进水的蒸发,可以向成型模内吹入热风或过热水蒸气。
[0106]
而且,本发明的、使用呈湿态状或干态状的铸型材料组合物并通过上述的制造方法得到的铸型、以及通过其他的制造方法得到的铸型均可以有利地享受以下所述的优异的效果。即,所述铸型被用于铸造时,铸型因金属熔液而被加热(通常加热至超过300℃的温度),通过所述加热而由中和剂产生的分解产物与水玻璃的碱成分之间发生中和反应,由此水玻璃变得在物理上脆弱,铸造后的铸型的崩解性良好。另外,在铸造后回收的耐火性骨料(砂)中,水玻璃的碱成分的全部量或其一部分被中和从而失活,因此在使回收的砂再生时,不需要用于去除碱成分的高温下的烧成处理、使用酸的中和处理等。
[0107]
实施例
[0108]
以下,用本发明的一些实施例更具体地对本发明进行说明,但应当理解为本发明不因这种实施例的记载而受到任何限定性解释。需要说明的是,以下的实施例、比较例中,“%”及“份”只要没有特殊说明,就均以质量基准表示。另外,使用实施例及比较例的各铸型材料组合物(覆膜砂:cs)而得到的铸型的崩解性试验、经回收的耐火性骨料(回收砂)的评价、碱减少率的算出、ph的测定、以及研磨剥离试验分别如下地来进行。
[0109]
‑
铸型的崩解性试验
‑
[0110]
首先,如图1所示,在预先用常温自硬性砂制作的、上部具有熔液注入口2和下部具
有型芯的型芯座固定部4(该部分为从铸造物排出废型芯的排出口)的半分割中空主模6(模腔直径:6cm、高度:6cm)内,将使用各个cs制作的具有型芯座部8的圆形无空型芯10(直径:5cm、高度:5cm)用型芯座固定部4粘接固定后,进而使半分割中空主模6相互粘接固定,制作铸造试验用砂型12。接着,从该铸造试验用砂型12的熔液注入口2注入铝合金熔液(温度:710
±
5℃)并使其凝固后,破坏主模6,取出图2所述的具有圆形的废型芯排出口14(直径:1.6cm)的铸造物16。然后,变为规定的温度时,对所述得到的铸造物16、以压力:0.2mpa、利用气锤施加1次3秒钟的冲击(打击),从排出口14排出。数出直到型芯进行100%排砂为止的打击次数,按照以下所示的基准进行评价。
[0111]
○
:通过1~5次的打击,排砂率为100%。
[0112]
△
:通过6~10次的打击,排砂率为100%。
[0113]
×
:即使通过10次的打击,排砂率也达不到100%。
[0114]
‑
经回收的耐火性骨料(回收砂)的评价
‑
[0115]
上述崩解性试验中,将经回收的耐火性骨料(回收砂)100g在500℃的恒温槽中进行1小时加热。通过目视观察所述加热后的回收砂(曝热砂)的状态,按照以下所示的基准进行评价。
[0116]
○
:在曝热砂中未观察到块状。
[0117]
△
:在曝热砂中观察到微小的块状。
[0118]
×
:曝热砂成为块状,明确地观察到再熔接。
[0119]
‑
碱减少率的算出
‑
[0120]
将上述曝热砂投入至水中,测定向水中溶出的碱量(曝热砂中残留的碱量)。将铸型材料组合物中的碱量设为100%,算出减去所测定的碱残留量而得到的碱减少率(%)。
[0121]
‑
ph的测定
‑
[0122]
将上述曝热砂50g放入蒸馏水中进行30分钟搅拌后,用滤纸进行过滤并测定过滤液的ph。
[0123]
‑
研磨剥离试验
‑
[0124]
将前述的崩解性试验中取出、构成圆形无空型芯的耐火性骨料(回收砂)100g放入球磨机中进行1小时研磨。其后,以200目进行1分钟的筛分,分离为耐火性骨料和剥离的微粉,测定所得微粉量,按照以下所示的基准、用3个等级评价回收砂中的剥离容易度。
[0125]
○
:相对于耐火性骨料的质量,微粉量为0.3质量%以上。
[0126]
△
:相对于耐火性骨料的质量,微粉量为0.1质量%以上且小于0.3质量%。
[0127]
×
:相对于耐火性骨料的质量,微粉量小于0.1质量%。
[0128]
另外,制造各覆膜砂(cs)时使用的原料如下。
[0129]
·
耐火性骨料:氧化铝系球状骨料
[0130]
(制品名:espearl#60、山川产业株式会社制)
[0131]
·
耐火性骨料:flattery硅砂(flattery 6号)
[0132]
·
水玻璃:1号硅酸钠
[0133]
(制品名、富士化学株式会社制、sio2/na2o的摩尔比:2.1、固体成分:45质量%)
[0134]
·
水玻璃:2号硅酸钠
[0135]
(制品名、富士化学株式会社制、sio2/na2o的摩尔比:2.5、固体成分:41质量%)
[0136]
·
水玻璃:3号硅酸钠
[0137]
(制品名、富士化学株式会社制、sio2/na2o的摩尔比:3.0、固体成分:35质量%)
[0138]
·
中和剂:氯化石蜡
[0139]
(制品名:empara 70、ajinomoto fine
‑
techno co.,inc.制)
[0140]
·
中和剂:氯化石蜡
[0141]
(制品名:toyoparax 40s、东曹株式会社制)
[0142]
·
中和剂:氯乙烯
[0143]
(制品名:paste、东曹株式会社制)
[0144]
·
中和剂:四溴双酚a
[0145]
(制品名:flamecut 120g、东曹株式会社制)
[0146]
·
中和剂:溴化脂肪族
·
芳香族化合物
[0147]
(制品名:pyroguard sr130、第一工业制药株式会社制)
[0148]
·
中和剂:溴化脂肪族
·
芳香族化合物
[0149]
(制品名:sr720n、第一工业制药株式会社制)
[0150]
·
中和剂:聚四氟乙烯
[0151]
(制品名:fluon l169j、agc株式会社制)
[0152]
·
中和剂:磷酸酯
[0153]
[磷酸三苯酯(tpp)、大八化学工业株式会社制]
[0154]
‑
湿态cs的制造例1
‑
[0155]
使用水玻璃(2号硅酸钠),准备固体成分(浓度)为41%的水玻璃水溶液。将耐火性骨料(espearl#60)在常温状态下投入至品川式万能搅拌机(5dm
‑
r型、dalton corporation制),以相对于耐火性骨料100份为1.0份的比例添加上述水玻璃水溶液、并以相对于耐火性骨料100份为0.10份的比例添加作为中和剂的氯化石蜡(empara 70),进行3分钟的混炼,搅拌、混合至变均匀为止后取出,由此得到在耐火性骨料的表面设置有包含水玻璃及中和剂(氯化石蜡)的涂层的呈湿态状的铸型材料组合物(湿态cs:cs1a)。
[0156]
‑
湿态cs的制造例2~4
‑
[0157]
湿态cs的制造例1中,将中和剂(empara 70)的用量分别设为0.20份、0.30份、0.05份,除此以外,通过与上述制造例1同样的步骤,分别得到呈湿态状的铸型材料组合物(cs2a~cs4a)。
[0158]
‑
湿态cs的制造例5
‑
[0159]
湿态cs的制造例1中,将水玻璃水溶液的用量设为2.0份、并且将中和剂(empara 70)的用量设为0.20份,除此以外,通过与上述制造例1同样的步骤,得到呈湿态状的铸型材料组合物(cs5a)。
[0160]
‑
湿态cs的制造例6
‑
[0161]
湿态cs的制造例1中,作为水玻璃水溶液,使用利用水玻璃(1号硅酸钠)而得到的固体成分(浓度)为45%的水玻璃水溶液,另外,将中和剂(empara 70)的用量设为0.14份,除此以外,通过与上述制造例1同样的步骤,得到呈湿态状的铸型材料组合物(cs6a)。
[0162]
‑
湿态cs的制造例7
‑
[0163]
湿态cs的制造例1中,作为水玻璃水溶液,使用利用水玻璃(3号硅酸钠)而得到的
固体成分(浓度)为35%的水玻璃水溶液,另外,将中和剂(氯化石蜡:empara 70)的用量设为0.07份,除此以外,通过与上述制造例1同样的步骤,得到呈湿态状的铸型材料组合物(cs7a)。
[0164]
‑
湿态cs的制造例8
‑
[0165]
湿态cs的制造例1中,作为耐火性骨料,使用flattery6号,另外,将水玻璃水溶液的用量设为3.0份、进而将中和剂(empara 70)的用量设为0.30份,除此以外,通过与上述制造例1同样的步骤,得到呈湿态状的铸型材料组合物(cs8a)。
[0166]
‑
湿态cs的制造例9
‑
[0167]
湿态cs的制造例1中,作为中和剂,使用氯化石蜡(toyoparax 40s)0.18份,除此以外,通过与上述制造例1同样的步骤,得到呈湿态状的铸型材料组合物(cs9a)。
[0168]
‑
湿态cs的制造例10
‑
[0169]
湿态cs的制造例1中,作为中和剂,使用氯乙烯(paste)0.13份,除此以外,通过与上述制造例1同样的步骤,得到呈湿态状的铸型材料组合物(cs10a)。
[0170]
‑
湿态cs的制造例11
‑
[0171]
湿态cs的制造例1中,作为中和剂,使用四溴双酚a(flamecut 120g)0.27份,除此以外,通过与上述制造例1同样的步骤,得到呈湿态状的铸型材料组合物(cs11a)。
[0172]
‑
湿态cs的制造例12
‑
[0173]
湿态cs的制造例1中,作为中和剂,使用溴化脂肪族
·
芳香族化合物(pyroguard sr130)0.25份,除此以外,通过与上述制造例1同样的步骤,得到呈湿态状的铸型材料组合物(cs12a)。
[0174]
‑
湿态cs的制造例13
‑
[0175]
湿态cs的制造例1中,作为中和剂,使用溴化脂肪族
·
芳香族化合物(pyroguard sr130)0.46份,除此以外,通过与上述制造例1同样的步骤,得到呈湿态状的铸型材料组合物(cs13a)。
[0176]
‑
湿态cs的制造例14
‑
[0177]
湿态cs的制造例1中,作为中和剂,使用溴化脂肪族
·
芳香族化合物(sr720n)0.24份,除此以外,通过与上述制造例1同样的步骤,得到呈湿态状的铸型材料组合物(cs14a)。
[0178]
‑
湿态cs的制造例15
‑
[0179]
湿态cs的制造例1中,作为中和剂,使用聚四氟乙烯(fluon l169j)0.05份,除此以外,通过与上述制造例1同样的步骤,得到呈湿态状的铸型材料组合物(cs15a)。
[0180]
‑
湿态cs的制造例16
‑
[0181]
将耐火性骨料(espearl#60)加热至约130℃的温度后,投入至旋涡混合器(远州铁工株式会社制),进而,相对于耐火性骨料100份,以0.10份的比例添加中和剂(氯化石蜡:empara 70),进行3分钟的混炼,搅拌、混合至砂粒块崩解为止后取出,由此在耐火性骨料的表面形成由中和剂(empara 70)构成的固体状的第一涂层(下层)。
[0182]
接着,使用水玻璃(2号硅酸钠),准备固体成分(浓度)为41%的水玻璃水溶液。然后,将之前准备的表面设置有固体状的第一涂层的耐火性骨料在常温状态下投入至品川式万能搅拌机(5dm
‑
r型、dalton corporation制),相对于耐火性骨料100份,以1.0份的比例添加上述水玻璃水溶液,进行3分钟的混炼,搅拌、混合至变均匀为止后取出,由此得到在固
体状的第一涂层(下层)上设置有由水玻璃形成的第二涂层(上层)的呈湿态状的铸型材料组合物(cs16a)。
[0183]
‑
湿态cs的制造例17
‑
[0184]
将耐火性骨料(espearl#60)加热至约60℃的温度后,投入至旋涡混合器(远州铁工株式会社制),进而,相对于耐火性骨料100份,以0.10份的比例添加中和剂(empara 70),另外,还添加芳香族聚酯多元醇(川崎化成株式会社制、商品名:maximol rdk
‑
133)0.20份、及多异氰酸酯(mdi、mitsui chemical&skc polyurethanes inc.制、商品名:cosmonate m
‑
200)0.15份,芳香族聚酯多元醇与多异氰酸酯反应,制成酚氨基甲酸酯树脂并混合至硬化为止后取出,由此在耐火性骨料的表面形成由中和剂(empara 70)及酚氨基甲酸酯树脂构成的固体状的第一涂层(下层)。
[0185]
接着,使用水玻璃(2号硅酸钠),准备固体成分(浓度)为41%的水玻璃水溶液。然后,将之前准备的在表面设置有固体状的第一涂层的耐火性骨料在常温状态下投入至品川式万能搅拌机(5dm
‑
r型、dalton corporation制),相对于耐火性骨料100份,以1.0份的比例添加上述水玻璃水溶液,进行3分钟的混炼,搅拌、混合至变均匀为止后取出,由此得到在固体状的第一涂层(下层)上设置有由水玻璃形成的第二涂层(上层)的呈湿态状的铸型材料组合物(cs17a)。
[0186]
‑
湿态cs的制造例18
‑
[0187]
湿态cs的制造例16中,作为中和剂,使用溴化脂肪族
·
芳香族化合物(pyroguard sr130)0.25份代替氯化石蜡(empara 70)0.10份,除此以外,通过与上述制造例16同样的步骤,得到呈湿态状的铸型材料组合物(cs18a)。
[0188]
‑
湿态cs的制造例19
‑
[0189]
湿态cs的制造例17中,作为中和剂,使用溴化脂肪族
·
芳香族化合物(pyroguard sr130)0.25份代替氯化石蜡(empara 70)0.10份,除此以外,通过与上述制造例17同样的步骤,得到呈湿态状的铸型材料组合物(cs19a)。
[0190]
‑
湿态cs的制造例20
‑
[0191]
湿态cs的制造例17中,作为中和剂,使用磷酸酯(tpp)的0.22份代替氯化石蜡(empara 70)0.10份,除此以外,通过与上述制造例17同样的步骤,得到呈湿态状的铸型材料组合物(cs19a)。
[0192]
‑
湿态cs的制造例21
‑
[0193]
湿态cs的制造例1中,不使用中和剂(empara 70),除此以外,通过与上述制造例1同样的步骤,得到呈湿态状的铸型材料组合物(cs21a)。
[0194]
‑
湿态cs的制造例22
‑
[0195]
湿态cs的制造例6中,不使用中和剂(empara 70),除此以外,通过与上述制造例6同样的步骤,得到呈湿态状的铸型材料组合物(cs22a)。
[0196]
‑
湿态cs的制造例23
‑
[0197]
湿态cs的制造例7中,不使用中和剂(empara 70),除此以外,通过与上述制造例7同样的步骤,得到呈湿态状的铸型材料组合物(cs23a)。
[0198]
‑
湿态cs的制造例24
‑
[0199]
湿态cs的制造例8中,不使用中和剂(empara 70),除此以外,通过与上述制造例8
同样的步骤,得到呈湿态状的铸型材料组合物(cs24a)。
[0200]
‑
湿态cs的制造例25
‑
[0201]
湿态cs的制造例1中,作为中和剂,使用35%盐酸0.21份代替氯化石蜡(empara 70)0.10份,除此以外,通过与上述制造例1同样的步骤,得到呈湿态状的铸型材料组合物(cs25a)。
[0202]
‑
铸型的造型例i(实施例1~20、比较例1~5)
‑
[0203]
将按照上述各步骤制造的cs1a~cs25a(温度:20℃)填充至加热至150℃的成型金属模具内后,在成型金属模具内保持,使填充至所述成型模内的cs分别固化(硬化),由此制作作为圆形无空型芯的试验体(直径:5cm、高度:5cm)使用的铸型。需要说明的是,制作实施例1~20、比较例1~5的各铸型(试验体)时使用的cs如下述表1至表4所示。
[0204]
[表1]
[0205][0206]
[表2]
[0207][0208]
[表3]
[0209][0210]
[表4]
[0211][0212]
根据所述表1至表3的结果明确看出:对于本发明的呈湿态状的铸型材料组合物(湿态cs:cs1a~cs20a),通过包含规定的中和剂,从而使用它们得到的铸型的崩解性优异,另外,在铸造后回收的耐火性骨料(回收砂)中残留的碱量也足够低。进而,研磨剥离试验中
的评价也良好,回收砂的研磨处理也容易。
[0213]
与此相对,如上述表4明确所示,对于呈湿态状的铸型材料组合物,关于不含规定的中和剂的湿态cs(cs21a~cs25a)确认到:1)cs21a~cs24a的情况下,观察到使用它们得到的铸型的崩解性差,另外,残留于回收砂的碱量也多;另外,2)cs25a的情况下,根本无法实现铸型的造型。
[0214]
‑
干态cs的制造例1
‑
[0215]
使用水玻璃(2号硅酸钠),准备固体成分(浓度)为41%的水玻璃水溶液。将耐火性骨料(espearl#60)加热至约130℃的温度后,投入至旋涡混合器(远州铁工株式会社制),以相对于耐火性骨料100份为1.0份的比例添加上述水玻璃水溶液,并且以相对于耐火性骨料100份为0.10份的比例添加作为中和剂的氯化石蜡(empara 70),进行3分钟的混炼,搅拌、混合至变均匀为止后取出,由此得到在耐火性骨料的表面设置有包含水玻璃及中和剂(氯化石蜡)的涂层的呈干态状的铸型材料组合物(干态cs:cs1b)。
[0216]
‑
干态cs的制造例2
‑
[0217]
干态cs的制造例1中,将水玻璃水溶液的用量设为2.0份、并且将中和剂(empara 70)的用量设为0.20份,除此以外,通过与上述制造例1同样的步骤,得到呈干态状的铸型材料组合物(cs2b)。
[0218]
‑
干态cs的制造例3
‑
[0219]
干态cs的制造例1中,作为水玻璃水溶液,使用利用水玻璃(1号硅酸钠)而得到的固体成分(浓度)为45%的水玻璃水溶液,另外,将中和剂(empara 70)的用量设为0.14份,除此以外,通过与上述制造例1同样的步骤,得到呈干态状的铸型材料组合物(cs3b)。
[0220]
‑
干态cs的制造例4
‑
[0221]
干态cs的制造例1中,作为水玻璃水溶液,使用利用水玻璃(3号硅酸钠)而得到的固体成分(浓度)为35%的水玻璃水溶液,另外,将中和剂(氯化石蜡:empara 70)的用量设为0.07份,除此以外,通过与上述制造例1同样的步骤,得到呈干态状的铸型材料组合物(cs4b)。
[0222]
‑
干态cs的制造例5
‑
[0223]
干态cs的制造例1中,作为中和剂,使用氯乙烯(paste)0.13份,除此以外,通过与上述制造例1同样的步骤,得到呈干态状的铸型材料组合物(cs5b)。
[0224]
‑
干态cs的制造例6
‑
[0225]
干态cs的制造例1中,作为中和剂,使用溴化脂肪族
·
芳香族化合物(pyroguard sr130)0.25份,除此以外,通过与上述制造例1同样的步骤,得到呈干态状的铸型材料组合物(cs6b)。
[0226]
‑
干态cs的制造例7
‑
[0227]
干态cs的制造例1中,作为中和剂,使用溴化脂肪族
·
芳香族化合物(sr720n)0.24份,除此以外,通过与上述制造例1同样的步骤,得到呈干态状的铸型材料组合物(cs7b)。
[0228]
‑
干态cs的制造例8
‑
[0229]
干态cs的制造例1中,作为中和剂,使用聚四氟乙烯(fluon l169j)0.05份,除此以外,通过与上述制造例1同样的步骤,得到呈干态状的铸型材料组合物(cs8b)。
[0230]
‑
干态cs的制造例9
‑
[0231]
将耐火性骨料(espearl#60)加热至约60℃的温度后,投入至旋涡混合器(远州铁工株式会社制),进而,相对于耐火性骨料100份,以0.10份的比例添加中和剂(empara 70),另外,还添加芳香族聚酯多元醇(川崎化成株式会社制、商品名:maximolrdk
‑
133)0.20份、及多异氰酸酯(mdi、mitsui chemical&skc polyurethanes inc.制、商品名:cosmonate m
‑
200)0.15份,芳香族聚酯多元醇与多异氰酸酯反应,制成酚氨基甲酸酯树脂并混合至硬化为止后取出,由此在耐火性骨料的表面形成有由中和剂(empara 70)及酚氨基甲酸酯树脂构成的固体状的第一涂层(下层)。
[0232]
接着,使用水玻璃(2号硅酸钠),准备固体成分(浓度)为41%的水玻璃水溶液。然后,将之前准备的在表面设置有固体状的第一涂层的耐火性骨料加热至约50℃的温度后,投入至旋涡混合器(远州铁工株式会社制),相对于耐火性骨料100份,以1.0份的比例添加上述水玻璃水溶液,边使120度的热风在旋涡混合器内通气边进行5分钟的混炼,搅拌、混合至变均匀为止后取出,由此得到在固体状的第一涂层(下层)上设置有由水玻璃形成的第二涂层(上层)的呈干态状的铸型材料组合物(cs9b)。
[0233]
‑
干态cs的制造例10
‑
[0234]
干态cs的制造例9中,作为中和剂,使用溴化脂肪族
·
芳香族化合物(pyroguard sr130)0.25份代替氯化石蜡(empara 70)0.10份,除此以外,通过与上述制造例9同样的步骤,得到呈干态状的铸型材料组合物(cs10b)。
[0235]
‑
干态cs的制造例11
‑
[0236]
干态cs的制造例9中,作为中和剂,使用磷酸酯(tpp)0.22份代替氯化石蜡(empara 70)0.10份,除此以外,通过与上述制造例17同样的步骤,得到呈干态状的铸型材料组合物(cs11b)。
[0237]
‑
干态cs的制造例12
‑
[0238]
干态cs的制造例1中,不使用中和剂(empara 70),除此以外,通过与上述制造例1同样的步骤,得到呈干态状的铸型材料组合物(cs12b)。
[0239]
‑
干态cs的制造例13
‑
[0240]
干态cs的制造例3中,不使用中和剂(empara 70),除此以外,通过与上述制造例3同样的步骤,得到呈干态状的铸型材料组合物(cs13b)。
[0241]
‑
干态cs的制造例14
‑
[0242]
干态cs的制造例4中,不使用中和剂(empara 70),除此以外,通过与上述制造例4同样的步骤,得到呈干态状的铸型材料组合物(cs14b)。
[0243]
‑
干态cs的制造例15
‑
[0244]
干态cs的制造例1中,作为中和剂,使用35%盐酸0.21份代替氯化石蜡(empara 70)0.10份,除此以外,通过与上述制造例1同样的步骤,得到呈干态状的铸型材料组合物(cs15b)。
[0245]
‑
铸型的造型例ii(实施例21~31、比较例6~9)
‑
[0246]
将按照上述各步骤制造的cs1b~cs15b(温度:20℃)在常温状态下投入至品川式万能搅拌机(5dm
‑
r型、dalton corporation制),进而,以相对于cs 100份为1.0份的比例将水添加至搅拌机内并进行搅拌,由此准备进行了湿态化的cs(铸型材料)。将从搅拌机内取出的湿态状的cs填充至加热至150℃的成型金属模具内后,在成型金属模具内保持,使填充
至所述成型模内的cs分别固化(硬化),由此制作作为圆形无空型芯的试验体(直径:5cm、高度:5cm)使用的铸型。需要说明的是,制作实施例21~31、比较例6~9的各铸型(试验体)时使用的cs如下述表5至表7所示。
[0247]
[表5]
[0248]
[0249]
[表6]
[0250][0251]
[表7]
[0252][0253]
根据所述表5及表6的结果明确看出:为在本发明的呈干态状的铸型材料组合物(干态cs:cs1b~cs11b)中添加水从而使其湿态化而成者时,也与本发明的呈湿态状的铸型材料组合物(湿态cs:cs1a~cs20a)同样地,由于含有规定的中和剂,因此使用它们得到的铸型的崩解性优异,另外,在铸造后回收的耐火性骨料(回收砂)中残留的碱量也足够低。进而,研磨剥离试验中的评价也良好,回收砂的研磨处理也容易。
[0254]
与此相对,如上述表7明确所示,对于呈干态状的铸型材料组合物,关于不含规定的中和剂的干态cs(cs12b~cs15b)确认到:1)cs12b~cs14b的情况下,观察到使用它们得到的铸型的崩解性差,另外,残留于回收砂的碱量也多;另外,2)cs15b的情况下,根本无法
实现铸型的造型。
[0255]
‑
铸型的造型例iii(实施例32~36、比较例10~11)
‑
[0256]
将按照上述各步骤制造的cs1b、cs6b、cs9b~cs12b、cs15b(温度:20℃)以压力:0.3mpa的表压吹入并填充至加热至110℃的成型金属模具内后,进而在0.05mpa的表压下、吹入温度:99℃的水蒸气4秒钟,对填充于成型金属模具内的覆膜砂(cs)相进行通气。接着,这种水蒸气的通气结束后,在0.03mpa的表压下、吹入温度150℃的热风2分钟,使填充至成型金属模具内的cs固化(硬化),由此制作作为圆形无空型芯的试验体(直径:5cm、高度:5cm)使用的铸型。需要说明的是,制作实施例32~36、比较例10~11的各铸型(试验体)时使用的cs如下述表8及表9所示。
[0257]
[表8]
[0258][0259]
[表9]
[0260][0261]
根据所述表8及表9的结果明确看出:为在成型模内用水蒸气对本发明的呈干态状的铸型材料组合物(干态cs:cs1b、cs6b、cs9b~cs11b)进行通气而成者时,也与本发明的呈湿态状的铸型材料组合物(湿态cs:cs1a~cs20a)同样地,由于包含规定的中和剂,因此使用它们得到的铸型的崩解性优异,另外,在铸造后回收的耐火性骨料(回收砂)中残留的碱量也足够低。进而,确认到:研磨剥离试验中的评价也良好,回收砂的研磨处理也容易。
[0262]
与此相对,如上述表9明确所示,对于呈干态状的铸型材料组合物,关于不含规定的中和剂的干态cs(cs12b、cs15b)确认到:1)cs12b的情况下,使用它们得到的铸型的崩解性差,另外,残留于回收砂的碱量也多;另外2)cs15b的情况下,根本无法实现铸型的造型。
[0263]
附图标记说明
[0264]
2熔液注入口4型芯座固定部
[0265]
6主型8型芯座部
[0266]
10型芯12砂型
[0267]
14废型芯排出口16铸造物
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1