一种超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法与流程
1.本发明属于超超临界汽轮机转子用高氮不锈钢技术领域,具体涉及一种超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法。
背景技术:
2.超超临界燃煤发电技术是一种先进、高效的发电技术,它比超临界机组热效率高出约4%,相比常规燃煤发电机组优势就更加明显,年节约优质煤可达6000吨以上。未来火电建设将主要是发展高效率高参数的超临界(sc)和超超临界(usc)火电机组,它们在发达国家已得到广泛的研究和应用。
3.超超临界汽轮机高、中压转子使用材质为控氮不锈钢进行制造,由于超超临界转子服役条件恶劣,该控氮不锈钢材料对性能指标和无损检验标准要求极其严格。为满足技术标准要求,国外通常采用气体保护电渣重熔方式进行生产,其生产流程复杂、耗时长、成本高。
技术实现要素:
4.鉴于上述分析,本发明旨在提供一种超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法,该方法生产流程短,耗时短,能够生产出纯净度高、化学成分合格的优质控氮不锈钢钢锭,适用于制备超超临界汽轮机转子用控氮不锈钢。
5.本发明的目的主要是通过以下技术方案实现的:
6.本发明提供了一种超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法,包括lf吹氮精炼、vd炉真空脱气和真空浇注;其中,超超临界汽轮机转子用控氮不锈钢的n含量为450~550ppm。
7.进一步的,超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法包括:
8.步骤s1、钢水粗炼;
9.步骤s2、lf吹氮精炼;lf吹氮精炼过程中,脱氧前通过包底方砖向钢包内吹入氩气进行搅拌,脱氧后切换成氮气搅拌,使钢水中的氮含量达到接近饱和状态;
10.步骤s3、vd炉真空脱气;vd炉真空脱气包括:精炼钢水进入vd炉开始抽真空脱气,脱气完毕破坏真空后对钢水中的主要化学成分及气体取样分析,根据取样结果及cr
ceq
计算加入氮化合金微调化学成分;然后底吹氩气进行软吹处理;出钢浇注前,硫含量小于0.002%,n含量为800~1500ppm;
11.步骤s4、真空浇注;浇注过程中对钢水流股和钢液面进行氩气保护,全程无氧化保护浇注得到超超临界汽轮机转子用控氮不锈钢钢锭;其中,真空度1000pa以下。
12.进一步的,所述步骤s1中,钢水粗炼的步骤包括:电炉中加入生铁和废钢原料,炉底铺上石灰提前造泡沫渣,加入渣料、吹氧助熔、给电完成熔化及脱磷任务;冶炼后期控制钢水终点碳含量≥0.05%。
13.进一步的,所述步骤s1中,出钢顺流加入不大于钢水总量20%的石灰以提前造渣。
14.进一步的,所述步骤s1中,石灰为活性石灰,其活性度大于310ml/4n-hcl。
15.进一步的,所述步骤s2中,lf吹氮精炼过程中包括:粗炼钢水进入精炼炉,加入造渣材料;其中,造渣材料包括石灰和萤石,石灰和萤石的质量比为3~5:1。
16.进一步的,所述步骤s3中,vd炉真空脱气过程中,控制vd炉中的极限真空度≤267pa,真空脱气过程时间为17~25min。
17.进一步的,所述步骤s3中,氩气软吹处理时,氩气流量80~150nl/min,时间15~20min。
18.进一步的,所述步骤s3中,真空脱气后根据cr
ceq
≤7.5,调整钢中各元素控制范围。
19.进一步的,述步骤s4中,真空浇注时,真空度为1000pa以下,钢水浇注速度5t/min以上。
20.与现有技术相比,本发明至少可实现如下有益效果之一:
21.a)本发明提供的超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法通过真空冶炼和真空浇注,明显提高钢水的纯净度,钢锭中气体和夹杂物均可控制在极低水平。
22.b)本发明提供的超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法通过lf吹氮精炼时提高钢水中的氮含量使其达到接近饱和程度;选取合适的脱氧造渣材料,对钢水进行纯净化处理,降低钢水中气体和夹杂物含量;钢水浇注过程中,通过控制合适的浇注温度、浇注速度和真空度,在对钢水进行进一步纯净化处理的同时,控制钢水中的氮含量达到要求范围,解决了含氮不锈钢化学成分控制难度大,尤其是n含量控制难的问题,能够制备得到n含量为450~550ppm的成分合格的优质超超临界汽轮机转子用控氮不锈钢。
23.c)本发明提供的方法工艺流程短、成本低,生产周期较传统工艺减少30~40h,生产成本减少2000~3000元/吨,经济效益显著。
24.本发明的其他特征和优点将在随后的说明书中阐述,并且,部分的从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书以来实现和获得。
附图说明
25.附图仅用于示出具体发明的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
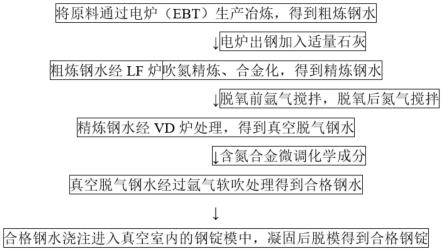
26.图1为本发明实施例1的冶炼铸锭方法简图。
具体实施方式
27.以下实施例对本发明进行详细描述。所述实施例是示例性的,旨在对本发明的最佳实施方案进行描述,并不对本发明的范围进行限制。
28.目前,超超临界汽轮机转子用控氮不锈钢通常采用气体保护电渣重熔方式进行生产,其生产流程复杂、耗时长、成本高。发明人经过长期深入研究,采用vd炉真空脱气结合真空浇注的双真空方式生产化学成分合格的优质控氮不锈钢钢锭。需要说明的是,采用双真空方式生产含氮较高的超超临界汽轮机转子用钢,两次真空易导致钢中氮含量难以控制在较高范围,气体从钢水中扩散逸出趋势明显,氮含量难以模拟和计算,发明人经过长期深入研究:通过提高精炼后钢水中的氮含量使其达到接近饱和程度;选取合适的脱氧造渣材料,
对钢水进行纯净化处理,降低钢水中气体和夹杂物含量;钢水真空浇注过程中,通过控制合适的浇注温度、浇注速度和真空度,在对钢水进行进一步纯净化处理的同时,控制钢水中的氮含量达到要求范围。
29.本发明提供了一种超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法,包括lf吹氮精炼、vd炉真空脱气和真空浇注;其中,超超临界汽轮机转子用控氮不锈钢的n含量为450~550ppm。
30.具体的,本发明冶炼的超超临界汽轮机转子用控氮不锈钢的纯净度较高,每一检查部位上的任何一类型的夹杂物均不超过astm e45中jk纯净度等级2级;钢中气体h2≤1.5ppm,o2≤35ppm。
31.与现有技术相比,本发明提供的超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法通过vd炉真空脱气,结合真空浇注能够提高超超临界汽轮机转子用控氮不锈钢的纯净度,同时制备得到n含量为450~550ppm的成分合格的优质超超临界汽轮机转子用控氮不锈钢。
32.具体来说,上述超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法包括:
33.步骤s1、钢水粗炼;粗炼钢水终点c的质量百分比大于或等于0.05%;
34.步骤s2、lf吹氮精炼;lf吹氮精炼过程中,脱氧前通过包底方砖向钢包内吹入氩气进行搅拌,脱氧后切换成氮气搅拌,使钢水中的氮含量达到接近饱和状态;
35.步骤s3、vd炉真空脱气;vd炉真空脱气包括:lf吹氮精炼钢水进入vd炉开始抽真空脱气,脱气完毕破坏真空后对钢水中的主要化学成分及气体取样分析,根据取样结果及cr
ceq
计算加入氮化合金微调化学成分;然后底吹氩气进行软吹处理,使钢水中的夹杂物进一步上浮去除;出钢浇注前硫含量小于0.002%,n含量为800~1500ppm;
36.步骤s4、真空浇注;钢水通过中间包浇入真空室内钢锭模中,浇注过程中对钢水流股和钢液面进行氩气保护,全程无氧化保护浇注得到超超临界汽轮机转子用控氮不锈钢钢锭;其中,真空度1000pa以下。
37.需要说明的是,上述步骤s1中,钢水粗炼的步骤包括:电炉中加入生铁和废钢原料,炉底铺上石灰提前造泡沫渣,加入渣料、吹氧助熔、给电完成熔化及脱磷任务;冶炼后期控制钢水终点碳含量[c]≥0.05%,避免钢水过氧化。待钢水温度、化学成分达到电炉要求内控值即完成粗炼,出钢顺流加入不大于钢水总质量20%的石灰以提前造渣。
[0038]
具体的,上述步骤s1中,为快速造渣并缩短反应时间,使用的石灰为活性石灰,其活性度大于310ml/4n-hcl。
[0039]
具体的,上述步骤s1中,出钢顺流加入石灰以提前造渣并对液面进行保护;考虑到石灰加入量过多时导致钢水温降大,过少时无法对液面进行保护。因此,控制石灰的质量不大于钢水总质量的1%。示例性的,石灰的质量是钢水总质量的0.5%。
[0040]
具体的,上述步骤s2中,lf吹氮精炼过程包括:粗炼钢水进入精炼炉,加入造渣材料,升温使钢水具备良好的流动性;使用脱氧剂脱除钢水中的氧,为脱硫创造条件;底吹氮气进行吹氮精炼,使钢水中氮含量达到接近饱和状态。
[0041]
具体的,上述步骤s2中,造渣材料包括石灰和萤石,为保证熔化后形成的炉渣具有良好的流动性,控制石灰和萤石的质量比为3~5:1。
[0042]
具体的,上述步骤s2中,造渣材料的质量为钢水质量的3~8%。
[0043]
具体的,上述步骤s2中,脱氧前和脱氧过程中均采用底吹氩气进行搅拌。
[0044]
具体的,上述步骤s3中,vd炉真空脱气过程中,控制vd炉中的极限真空度≤267pa,真空脱气过程时间过长使钢水降温严重,过短达不到最佳脱气效果。因此,控制真空脱气过程时间为17~25min。
[0045]
具体的,上述步骤s3中,真空脱气过程中采用氮气搅拌,考虑到氮气分子量小,对钢水的搅拌能力较弱,应尽可能增大氮气搅拌流量,因此控制氮气搅拌强度大于200nl/min。
[0046]
具体的,上述步骤s3中,真空脱气后根据cr
ceq
≤7.5,调整钢中各元素控制范围;依据炉前钢水中气体含量实际分析结果,使用含氮合金将氮元素调整到800~1500ppm。其中,cr
ceq
=cr+6si+4mo+1.5w+11v+5nb-(40c+2mn+4ni+30n)。
[0047]
具体的,上述步骤s3中,氩气软吹处理时,考虑到氩气流量过大易使钢水裸露,过小则无法对钢水进行均匀搅拌的目的。软吹时间以钢水完成2~3个循环为宜;因此,控制氩气流量80~150nl/min,软吹时间15~20min。
[0048]
具体的,上述步骤s4中,真空浇注时,钢水在中间包内温度过高对耐材侵蚀较多,并且凝固时间延长;过低时钢水流动性差,无法顺利浇注;因此,控制钢水在中间包内温度为1570~1590℃。
[0049]
具体的,上述步骤s4中,真空浇注时,考虑到真空度过高时氮气损失过多,过低时无法有效脱除钢水中氢气和氧气。因此浇注时真空度要求1000pa以下。示例性的,真空度为300~500pa。
[0050]
具体的,上述步骤s4中,真空浇注时,考虑到钢水浇注速度过大易导致激冷层减薄,凝固时间延长,偏析加重;过小易导致浇注不连续,产生废品。因此,控制钢水浇注速度不小于5t/min。示例性的,钢水浇注速度为5.5t/min。
[0051]
与现有的技术相比,本发明的超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法通过真空冶炼和真空浇注,明显提高钢水的纯净度,铸锭中气体和夹杂物均可控制在极低水平。具体的,每一检查部位上的任何一类型的夹杂物均不超过astm e45中jk纯净度等级2级;钢中气体h2≤1.5ppm,o2≤35ppm。例如,钢中气体h2≤1.1ppm,o2≤19ppm。
[0052]
本发明提供的超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法通过lf吹氮精炼时提高钢水中的氮含量使其达到接近饱和程度;选取合适的脱氧造渣材料,对钢水进行纯净化处理,降低钢水中气体和夹杂物含量;钢水浇注过程中,通过控制合适的浇注温度、浇注速度和真空度,在对钢水进行进一步纯净化处理的同时,控制钢水中的氮含量达到要求范围,解决了含氮不锈钢化学成分控制难度大,尤其是n含量控制难的问题,能够制备得到n含量为450~550ppm的成分合格的优质超超临界汽轮机转子用控氮不锈钢。
[0053]
下面将以具体的实施例与对比例来展示本发明钢的方法的优势。
[0054]
实施例1
[0055]
本实施例提供了一种超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法。其中,实施例1的超超临界汽轮机转子用控氮不锈钢冶炼铸锭的化学成分为14cr10mo1niwvnbn。如图1所示,冶炼铸锭方法包括:
[0056]
钢水粗炼:电炉中加入生铁和废钢原料,炉底铺上石灰提前造泡沫渣,完成熔化及脱磷任务;冶炼后期控制钢水终点碳含量为0.06%;
[0057]
脱氧造渣:电炉粗炼钢水出钢时,随钢流加入石灰400kg,提前造渣并对液面进行
保护;钢水兑入lf精炼炉后,加入石灰1800kg,萤石600kg;
[0058]
吹氮精炼、vd炉真空脱气:以200nl/min流量通过包底方砖向钢包内吹入氮气对钢水进行搅拌,使钢水中的氮含量达到接近饱和状态;精炼钢水进入vd炉开始抽真空脱气,真空脱气时间为20min,以去除钢中气体和夹杂物;然后底吹氩气进行软吹处理,氩气流量100nl/min,软吹时间20min;出钢前取样分析钢水中氮含量为820ppm,补充加入氮化铬铁400kg,出钢浇注前分析氮含量为1100ppm,出钢浇注前硫含量小于0.002%。
[0059]
根据cr
ceq
=cr+6si+4mo+1.5w+11v+5nb-(40c+2mn+4ni+30n)计算公式,使用合金调整钢中各元素到一定控制范围,最终计算cr
ceq
=7.0。
[0060]
真空浇注:精炼后的钢水在出钢前测温:1620℃,钢水在中间包内测温温度1588℃;钢水通过中间包浇入真空室内钢锭模中,浇注过程中对液面进行保护,全程无氧化浇注;钢水浇注速度5.3t/min,浇注期间真空室内真空度为350pa。
[0061]
具体的,本实施例制备得到的超超临界汽轮机转子用控氮不锈钢的n含量为510ppm。
[0062]
具体的,超超临界汽轮机转子用控氮不锈钢的纯净度较高,夹杂物评级均小于1级,h2:1.0ppm,o2:17ppm。
[0063]
实施例2
[0064]
本实施例提供了一种超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法。其中,实施例2的超超临界汽轮机转子用控氮不锈钢冶炼铸锭的化学成分为1cr10mo1niwvnbn。冶炼铸锭方法包括:
[0065]
钢水粗炼:电炉中加入生铁和废钢原料,炉底铺上石灰提前造泡沫渣,完成熔化及脱磷任务;冶炼后期控制钢水终点碳含量为0.08%;
[0066]
脱氧造渣:电炉粗炼钢水出钢时,随钢流加入石灰400kg,提前造渣并对液面进行保护;钢水兑入lf精炼炉后加入石灰1800kg,萤石600kg。
[0067]
吹氮精炼、vd炉真空脱气:以200nl/min流量通过包底方砖向钢包内吹入氮气对钢水进行搅拌,使钢水中的氮含量达到接近饱和状态;精炼钢水进入vd炉开始抽真空脱气,真空脱气时间为18min,以去除钢中气体和夹杂物;然后底吹氩气进行软吹处理,氩气流量120nl/min,软吹时间18min;出钢前取样分析钢水中氮含量为750ppm,补充加入氮化铬铁450kg,出钢浇注前分析氮含量为950ppm,出钢浇注前硫含量小于0.002%。
[0068]
根据cr
ceq
=cr+6si+4mo+1.5w+11v+5nb-(40c+2mn+4ni+30n)计算公式,使用合金调整钢中各元素到一定控制范围,最终计算cr
ceq
=7.1。
[0069]
真空浇注:精炼后的钢水在出钢前测温:1625℃,钢水在中间包内测温温度1589℃;通过中间包浇入真空室内钢锭模中,浇注过程中对液面进行保护,全程无氧化浇注;控制钢水浇注速度为5.1t/min,浇注期间真空室内真空度为430pa。
[0070]
具体的,本实施例制备得到的超超临界汽轮机转子用控氮不锈钢的n含量为490ppm。
[0071]
具体的,超超临界汽轮机转子用控氮不锈钢的纯净度较高,夹杂物评级均小于1级,h2:1.1ppm,o2:19ppm。
[0072]
实施例1-2的结果表明,本发明的超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法制备的控氮不锈钢的纯净度较高,且能够制备得到n含量为450~550ppm的成分合格的优
质超超临界汽轮机转子用控氮不锈钢。能满足超超临界汽轮机转子用控氮不锈钢的要求。
[0073]
对比例1
[0074]
本对比例提供了一种超超临界汽轮机转子用控氮不锈钢冶炼铸锭方法。化学成分与实施例1相同,工艺流程为:
[0075]
电炉粗炼钢水
→
精炼炉真空处理
→
浇注电极坯料
→
电极退火、清理
→
电渣重熔。
[0076]
与本发明的实施例1-2相对比,对比文件1的工艺流程涉及工序较多,生产周期较实施例1-2增加30~40h,生产成本增加2000~3000元/吨。同时对气体h2控制效果较本发明稍差。
[0077]
具体的,本对比例制备得到的超超临界汽轮机转子用控氮不锈钢的纯净度:夹杂物评级均小于等于1级,h2:1.5ppm,o2:19ppm。
[0078]
以上所述仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1