一种用于不粘炊具的非晶合金、不粘炊具及其制造方法与流程
1.本发明涉及一种不粘炊具领域,更具体地,涉及一种用于不粘炊具的非晶合金、不粘炊具及其制造方法。
背景技术:
2.不粘炊具的不粘技术主要从以下三个方向来实现:1)自身的低表面能;
3.2)微观凹凸结构,形成类似于荷叶疏水疏油表面;3)多孔储油形成稳定油膜,利用油作为中介物实现不粘。
4.目前炊具用不粘材料主要有氟涂料、陶瓷涂料和有机硅树脂。三者主要以喷涂形式在锅内表面上制备不粘涂层,以达到加热食物时不粘的目的。氟涂料主要有ptfe(聚四氟乙烯)、pfoa(全氟辛酸铵)、pfa(全氟丙基全氟乙烯基醚与聚四氟乙烯的共聚物)、fep(聚全氟乙丙烯共聚物)、etfe(乙烯-四氟乙烯共聚物)等,其不粘原理主要是含氟聚合物具有极低的表面自由能。陶瓷涂料主要包括硅氧键,且是无机硅占主要成分的涂料,其主要是在锅体表面形成纳米结构从而达到不粘的效果。有机硅树脂主要是利用其表面能低的特点达到不沾的效果。这三种涂料虽有不粘效果,但都有明显的缺陷,具体地,氟涂料不粘涂层不耐磨损,炒菜不能用铁铲,也不能用钢丝球、百洁布清洗,高温下分解可能产生有害物质,磨损后不粘性下降;陶瓷涂料不粘效果较氟涂料差,主要是利用涂料体系中的硅油实现不粘,持久不粘性也不好,一般使用3个至6个月后,涂层容易脱落;有机硅树脂形成的涂层不粘效果也较氟涂料形成的涂层差,接触高温或明火后颜色容易发黄或发灰,且高温下硬度下降,容易产生“回粘”现象。由此可见,目前不粘材料普遍存才持久不粘性不佳现象。
5.因此,上述涂料在不粘寿命方面陷入瓶颈,难以再取得较大的突破。
6.因此,迫切需要对不粘涂层的材料进行改进。
技术实现要素:
7.本发明的目的在于提供一种用于不粘炊具的非晶合金,该非晶合金不仅可以使不粘炊具的表面具有微观上的凹凸结构,而且可以使不粘炊具的表面具有宏观上的多孔结构,从而使不粘炊具实现不粘效果且使用寿命长,并且可以使用铁铲、百洁布或钢丝球等进行清洗。
8.本发明的另一目的在于提供一种包括非晶合金的不粘炊具及其制造方法。
9.根据本发明的一方面,提供一种用于不粘炊具的非晶合金,所述非晶合金由下式1表示:xaybzc,其中,x和y均独立地选自于mg、al、ca、se、ti、v、cr、mn、fe、co、ni、cu、zn、ga、ge、y、zr、nb、mo、tc、in、sn、sb、hf、ta和w中的一种,z选自于mg、al、ca、se、ti、v、cr、mn、fe、co、ni、cu、zn、ga、ge、y、zr、nb、mo、tc、in、sn、sb、hf、ta、w、c、n、o、b、s和p中的至少一种,x、y和z彼此不同,0.1≤a≤0.9,0.1≤b≤0.9,且0.9≤a+b≤1,并且0≤c≤0.1。该非晶合金不仅可以使不粘炊具的表面具有微观上的凹凸结构,而且可以使不粘炊具的表面具有宏观上的多孔结构,从而使不粘炊具实现不粘效果且使用寿命长。
10.根据本发明的实施例,x表示的元素的原子半径与y表示的元素的原子半径之间的差可以大于或等于0.0037nm。将x表示的元素和y表示的元素的原子半径之差控制为大于或等于0.0037nm,使得非晶合金的晶格畸变严重,非晶化程度高且表面能低。
11.根据本发明的实施例,z可以选自于cu、mo、zn、in、b、p、s、si、mn、ti、al、c、n、o、ga、nb、hf、y和sn中的至少两种。将z表示的元素的数量控制在两种以上,使得非晶合金的晶格混乱,从而非晶合金的表面能低。
12.根据本发明的实施例,非晶合金可以以固溶体相存在,并且x表示的元素和y表示的元素中的一个作为溶剂存在,并且x表示的元素和y表示的元素中的另一个以及z表示的元素作为溶质存在。固溶体存在晶格畸变效应,各元素原子以同等机会占据各个晶格位置,导致晶格发生畸变,使得无法保持晶体晶格构型,从而使晶格坍塌形成非晶结构。
13.根据本发明的实施例,非晶合金可以以颗粒的形式存在,并且呈颗粒状的非晶合金的粒度可以在200目至1000目的范围内。将非晶合金的粒度控制在该范围内,能够确保使不粘炊具的表面形成微观上的凹凸结构以及宏观上的多孔结构。
14.根据本发明的实施例,呈颗粒状的非晶合金的d
50
粒度分布可以在325目至500目的范围内。非晶合金的d
50
粒度分布在该范围内,可以进一步确保使不粘炊具的表面形成微观上的凹凸结构以及宏观上的多孔结构。
15.根据本发明的另一方面,提供一种不粘炊具,所述不粘炊具包括:本体,包括承载物品的内表面以及背对内表面的外表面;以及不粘涂层,设置在本体的内表面上,并且包括上述非晶合金。包括上述非晶合金的不粘炊具实现不粘效果的同时提高了使用寿命,并且可以使用铁铲、百洁布或钢丝球等进行清洗。
16.根据本发明的又一方面,提供一种制造不粘炊具的方法,所述方法包括以下步骤:准备不粘炊具的本体,本体包括承载物品的内表面以及背对内表面的外表面;将上述非晶合金热喷涂到本体的内表面;以及以预定的冷却速度对喷涂到本体的内表面上的非晶合金进行冷却,从而在本体的内表面上形成不粘涂层。通过热喷涂工艺将上述非晶合金喷涂成不粘炊具的不粘涂层能够有效地确保微观上的凹凸结构以及宏观上的多孔结构的形成。
17.根据本发明的实施例,可以在送入非晶合金的速度为30g/min至70g/min、喷涂距离为80mm至130mm、电弧电流为200a至350a、氢气和氩气作为工作气体的条件下执行热喷涂的步骤。在该条件下执行热喷涂工艺能够保证相应结构的形成的同时提高生产效率。
18.根据本发明的实施例,所述方法还可以包括在执行热喷涂的步骤之前,对本体的内表面进行表面处理,并且在二氧化碳气体的环境下将本体的内表面冷却至-10℃至5℃之间。对本体的内表面进行这样的预处理可以增强本体与不粘涂层之间的结合力。
19.根据本发明的实施例,预定的冷却速度可以为180k/s至200k/s。在该范围内执行冷却能够提高生产效率。
20.通过热喷涂(例如超音速等离子喷涂)工艺将根据本发明的非晶合金喷涂到不粘炊具的表面,不仅可以使不粘炊具的表面具有微观上的凹凸结构,而且可以使不粘炊具的表面具有宏观上的多孔结构,从而使不粘炊具实现不粘效果且使用寿命长,并且可以使用铁铲、百洁布或钢丝球等进行清洗。
附图说明
21.通过结合附图对实施例的描述,本发明的上述和/或其它特征和方面将变得清楚和易于理解。
22.图1是示出根据本发明的实施例的制备非晶合金的方法的流程图。
23.图2是示出根据本发明的实施例的不粘炊具的示意图。
24.图3是示出根据本发明的实施例的制造不粘炊具的方法的流程图。
25.图4是示例1的xrd图。
具体实施方式
26.下面将通过参照附图来描述实施例,以解释本发明。然而,本发明可以以多种不同的形式来实施,不应该被理解为局限于在此提出的示例性实施例。提供这些实施例使本发明的公开将是彻底的和完整的,并将本发明的范围充分地传达给本领域的技术人员。
27.根据当前不粘炊具的不粘技术的三个方向,本发明使用无机材料作为不粘材料进行改进。
28.本发明提供了一种用于不粘炊具的非晶合金,该非晶合金由式1表示:
29.式1
30.xaybzc。
31.在式1中,x和y均独立地选自于mg、al、ca、se、ti、v、cr、mn、fe、co、ni、cu、zn、ga、ge、y、zr、nb、mo、tc、in、sn、sb、hf、ta和w中的一种。
32.在本发明的实施例中,x和y中的一个可以选自于mg、al、ti、v、cr、mn、fe、co、ni、cu、zn、mo、tc和w中的一种,例如可以选自于mg、cr、mn、fe、co、ti、ni、cu、zn、ga和ge中的一种。具体地,x和y中的一个可以为mg、cr、mn、fe、co、ti、ni、cu,例如,mg、ti、fe或cu。
33.x和y中的另一个可以选自于mg、al、ca、se、y、ti、zr、nb、in、zn、sn、sb、hf、ge和ta中的一种,例如,可以选自于mg、al、ca、y、ti、zr、in、zn、sn、sb、ge和hf中的一种。具体地,x和y中的另一个可以为al、ca、y、ti、zr、zn、ge和in,例如,al、y、ti、zr、ge或zn。
34.在本发明的实施例中,由x表示的元素的原子半径与由y表示的元素的原子半径之间的差可以大于或等于0.0037nm。通常,氢原子的半径r为0.037nm,也即,由x表示的元素的原子半径与由y表示的元素的原子半径之间的差可以大于或等于0.1r。优选地,由x表示的元素的原子半径与由y表示的元素的原子半径之间的差可以大于或等于0.0038nm、大于或等于0.0039nm、大于或等于0.004nm、大于或等于0.0041nm或者大于或等于0.0045nm。在本发明中,通过将由x表示的元素和由y表示的元素的原子半径之差控制为大于或等于0.0037nm,使得非晶合金的晶格畸变严重,非晶化程度高且表面能低。
35.在式1中,z选自于mg、al、ca、se、ti、v、cr、mn、fe、co、ni、cu、zn、ga、ge、y、zr、nb、mo、tc、in、sn、sb、hf、ta、w、c、n、o、b、s、si和p中的至少一种。优选地,z可以选自于cu、mo、zn、in、b、p、s、si、mn、ti、al、c、n、o、ga、nb、hf、y和sn中的至少两种、至少三种或至少四种。在本发明中,由z表示的元素相当于做为杂质元素进行添加,起到辅助使非晶合金的晶格更紊乱的帮助,也即,通过将由z表示的元素的数量控制在两种以上,使得非晶合金的晶格混乱,从而非晶合金的表面能低。
36.在式1中,0.1≤a≤0.9,0.1≤b≤0.9,且0.9≤a+b≤1,0≤c≤0.1。在本发明中,若
由z表示的元素的量大于10%,则会增加冶炼难度和成本;而且本发明以二元合金为主成分得到的非晶合金能够满足在不粘炊具领域的应用。
37.在式1中,x、y和z彼此不同。
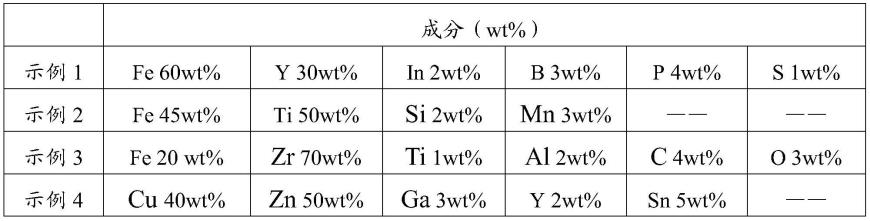
38.此外,在本发明的优选实施例中,非晶合金可以是fe
60y30
in2b3p4s1、fe
45
ti
50
si2mn3、fe
20
zr
70
ti1al2c4o3、cu
40
zn
50
ga3y2sn5、cu
40
zn
55
ga1y2sn2、ti
40
al
56
cu1mo1si1b1、ti
30
zr
65
zn1mn2c1n1或mg
60
ge
32
ga3nb3hf1o1等。
39.在本发明的实施例中,用于不粘炊具的非晶合金可以包括两种主要元素以及可选的杂质元素,具体地,非晶合金可以包括作为主要成分的两种主要元素以及作为辅助成分的杂质元素,或者可以由作为主要成分的两种主要元素以及作为辅助成分的杂质元素组成。具体地,基于非晶合金的原子百分比,非晶合金可以包括总量在90原子%以上的两种主要元素以及余量的杂质元素。此外,两种主要元素中的任一种的含量在10原子%以上。这里,两种主要元素对应于由x和y分别表示的元素,并且杂质元素对应于由z表示的元素,因此,将不再对主要元素和杂质元素进行赘述。
40.在本发明的非晶合金中,以主要元素为基础加入更多数量的杂质元素,使得非晶合金的晶格混乱,非晶合金的表面能低。此外,通过控制主要元素之间的原子半径差,使得非晶合金的晶格畸变严重,因此非晶合金的非晶化程度高。
41.在本发明的实施例中,非晶合金主要由二元元素组成且混杂有少量多种其它元素,因此,非晶合金可以主要以固溶体相存在。固溶体相分为置换固溶体和间隙固溶体,并且固溶体存在晶格畸变效应,也即,由于各组成元素原子半径不同,在熔炼过程中,各元素原子以同等机会占据各个晶格位置,导致材料的晶格发生畸变,大的原子尺寸差能够使材料的晶格畸变能过高,无法保持晶体晶格构型,从而使得材料的晶格坍塌形成非晶结构。因此,根据本发明的非晶合金可以获得远比常规材料低的表面能。
42.此外,以固溶体相存在的非晶合金中,由x表示的元素和由y表示的元素中的一个可以作为溶剂存在,并且由x表示的元素和由y表示的元素中的另一个以及由z表示的元素可以作为溶质存在。也即,例如以由x表示的元素作为溶质且以由y表示的元素以及由z表示的元素作为溶剂为示例,由y表示的元素以及由z表示的元素占据由x表示的元素的原子的晶格,或者由y表示的元素以及由z表示的元素占据由x表示的元素的原子之间的间隙。
43.在本发明的实施例中,非晶合金可以以颗粒的形式存在,并且呈颗粒状的非晶合金的粒度可以在200目至1000目的范围内。若非晶合金的粒度高于1000目,则粉体成本高,而且非晶合金的尺寸过小无法进行等离子喷涂,浪费成本;若非晶合金的粒度低于200目,则等离子喷涂过程中粉体难以熔融,无法附着在不粘炊具的表面,而且会使得最终涂层表面粗糙,后处理难以进行,质感差。
44.此外,呈颗粒状的非晶合金的d
50
粒度分布可以在325目至500目的范围内。这里,d
50
是指非晶合金的累计粒度分布百分数达到50%时所对应的粒径。呈颗粒状的非晶合金的d
50
粒度分布在325目至500目之间,既可使不粘炊具的表面具有微观上的凹凸结构(高于500目的细粉),又使不粘炊具的表面具有宏观上的储油微孔(低于325目的粗粉)。
45.下面将参照图1详细描述根据本发明的实施例的制备非晶合金的方法。
46.图1是示出根据本发明的实施例的制备非晶合金的方法的流程图。
47.参照图1,根据本发明的实施例的制备非晶合金的方法包括:使两种主要元素中的
一个熔融以作为溶剂(步骤s110);将两种主要元素中的另一个以及可选的杂质元素作为溶质加入到溶剂中(步骤s120);对合金液进行雾化处理(步骤s130);以及在惰性气体保护下对非晶合金颗粒进行脱水和烘干处理(步骤s140)。
48.在步骤s110中,可以将两种主要元素中的熔点高的一个作为溶剂,并且可以在温度为1000℃(例如1500℃)以上且熔化时间为1小时以上的条件下使两种主要元素中的熔点高的一个熔融。具体地讲,可以在惰性(例如,氩气)气氛环境下,将熔点相对较高的元素(例如,金属块)置于高温坩埚中,然后采用感应电炉对其进行加热至完全熔融的状态。
49.在步骤s120中,将熔点相对较低的元素(例如,金属块)以及可选的杂质元素作为溶质加入到溶剂中。具体地讲,可以将熔点相对较低的元素(例如,金属块)以及可选的杂质元素作为溶质缓慢加入到步骤s110形成的溶剂中,并且熔炼过程中充分搅拌,反复熔炼多次使各成分熔炼均匀。
50.在步骤s130中,采用水雾化法对合金液进行造粒。优选地,将合金液喷射到雾化器,并且在惰性气体保护下将水压为45mpa至75mpa且流量为15l/min至30l/min的水喷向雾化器中的合金液流,使得合金液流被破碎,从而得到非晶合金颗粒。具体地讲,将步骤s120中的合金液倒入雾化装置的中间包中,然后中间包中的合金液经过束流,通过包底的漏嘴进入雾化器;然后,向雾化器中通入惰性保护气体(例如,氩气),并且通入惰性保护气体的压力为0.4mpa至0.6mpa,流量为30l/min至50l/min;接着,在来自雾化器的高压水的作用下,合金液被不断地破碎成细小的液滴,同时被高压水迅速凝固成非晶合金颗粒,高压水为除氧后的纯净水,水压为45mpa至75mpa,流量为15l/min至30l/min。
51.在步骤s140中,在氩气气氛下在150℃至200℃的温度下执行对非晶合金颗粒进行脱水和烘干处理的步骤,从而得到非晶合金。
52.此外,该方法还可以包括对制备的非晶合金进行筛分的步骤,从而得到粒度在200目至1000目的非晶合金。
53.在本发明的实施例中,采用高压水雾化技术制粉,高温熔融的合金液在高压水流或水雾的冲击下快速分散冷凝成合金颗粒,通过控制合适的水流压力,可得到适合粒度的粉末,而且由于水冷速度快,合金来不及形成完整的晶体结构,趋向于非晶形态。
54.下面将参照图2详细描述根据本发明的包括非晶合金的不粘炊具。
55.根据本发明的实施例的不粘炊具100包括本体110和不粘涂层120。
56.图2是示出根据本发明的实施例的不粘炊具的示意图。
57.参照图2,根据本发明的不粘炊具100包括本体110以及设置在本体110上的不粘涂层120。
58.本体110(或者也可以称为锅体)可以具体凹进的形状,也即,本体110可以具有用于承载物品(例如食物)等的内表面以及背对内表面的外表面。本体110可以由不锈钢等材料制成;然而本发明的实施例不限于此。
59.不粘涂层120设置在本体110的内表面上。不粘涂层120包括如上所述的非晶合金。这里的非晶合金与上面描述的非晶合金相同,因此将不在此进行赘述。
60.下面将参照图3详细描述根据本发明的制造不粘炊具的方法。
61.根据本发明的制造不粘炊具的方法包括:准备不粘炊具的本体(步骤s210);将非晶合金热喷涂到本体的内表面(步骤s220);以及以预定的冷却速度对喷涂到本体的内表面
上的非晶合金进行冷却(步骤s230)。
62.在步骤s210中,准备不粘炊具的本体,本体包括承载物品的内表面以及背对内表面的外表面。这里的本体可以是如上所述的本体。在本发明的实施例中,可以对本体的内表面进行表面处理,并且在二氧化碳气体的环境下将本体的内表面冷却至-10℃至5℃之间。对本体的内表面进行这样的预处理可以增强本体与不粘涂层之间的结合力。
63.在步骤s220中,通过热喷涂(例如超音速等离子喷涂)工艺将非晶合金喷涂到本体的内表面上。在本发明的实施例中,在送入非晶合金的速度为30g/min至70g/min、喷涂距离为80mm至130mm、电弧电流为200a至350a、氢气和氩气作为工作气体的条件下执行热喷涂的步骤。此外,供应氢气的压力为0.2mpa至0.4mpa,并且流量为3l/min至8l/min;供应氩气的压力为1.2mpa至2.0mpa,并且流量为1500l/min至2500l/min。
64.在步骤s230中,可以以180k/s至200k/s的冷却速度对喷涂到本体的内表面上的非晶合金进行冷却,从而在本体的内表面上形成不粘涂层。
65.在本发明中,通过选用粒度范围较宽的非晶合金并控制喷涂条件(例如使送粉速度、工作气体的压力和流量以及喷涂距离之间的相关配合),从而可以保证合金粉末内部未熔融,并且使粉末能够迅速从高温冷却到低温沉积在锅体表面,形成非晶相,因此,可以使不粘炊具的表面具有微观上的凹凸结构(高于500目的细粉),又具有宏观上的储油微孔(低于325目的粗粉)。例如,提高送粉速度和工作气体流量,能够避免粉末过熔而使固溶体非晶相由于析出而变为晶体;缩短喷涂距离,提高喷涂速度,并且锅体外表面采用低温气体冷却,能够使粉末迅速从高温冷却到低温沉积在锅体表面,形成非晶相。
66.在喷涂的工艺中,粒度较细的粉末(大于500目)被完全熔融形成球形金属液滴,在高速氩气的冲击下,球形表面受力不均形成不规则的尖刺凸起,最后沉积到温度很低的锅体表面,由于冷却速度快,液滴来不及因为表面张力的原因回缩成球形即凝固,靠近锅体一面在冲击力作用下变形致密,远离锅体一面凝固的金属液滴表面保留了微观上的凸起结构,从而构成涂层表面微观上的凹凸结构。粒度较粗的粉末(小于325目)仅表面微熔融,形变不大,最后颗粒堆叠在锅体表面,颗粒与颗粒之间由于大小、形状各不相同,会留下间隙,随着膜厚的增加,形成一定深度的孔隙,从而构成涂层表面宏观上的多孔结构。
67.根据本发明的实施例,通过热喷涂工艺将根据本发明的非晶合金喷涂到不粘炊具的表面,不仅可以使不粘炊具的表面具有微观上的凹凸结构,而且可以使不粘炊具的表面具有宏观上的多孔结构(例如,不粘涂层的非晶化程度在83%以上),从而使不粘炊具实现不粘效果且使用寿命长,并且可以使用铁铲、百洁布或钢丝球等进行清洗。
68.下面将结合示例和实施例对本发明的非晶合金进行详细描述。
69.示例1
70.将fe放入坩埚中并在1600℃的温度下使其熔融,然后将y、in、b、s和p加入到其中,并且反复熔炼多次直至熔融均匀。将合金液倒入雾化装置的中间包内,在合金液注入前开始启动高压水泵,让高压水雾化装置开始工作;在压力为0.4mpa且流量为30l/min的条件下向高压水雾化装置中冲入氩气,将合金液经中间包的底部的漏嘴束流到雾化器中,在来自雾化器的高压水(水压为55mpa,流量为18l/min)的作用下,合金液被不断地破碎成细小的液滴,并且被迅速凝固成颗粒。在氩气气氛下在150℃的温度下对颗粒进行脱水和烘干,并且进行筛分,从而得到粒度在200目至1000目的非晶合金。其中,非晶合金中各成分的含量
如表1中所示。
71.通过xrd对示例1的非晶合金进行了测试。从图4可以看出,特征峰不是特别明显,杂峰多且乱,结晶性差,粉末晶体结构呈现非晶趋势,因此示例1的非晶合金具有非晶结构。
72.示例2至示例4
73.除了使用表1中各成分以及表2中的参数之外,以与示例1的方式相同的方式制备非晶合金。
74.表1
[0075][0076]
表2
[0077][0078]
实施例1
[0079]
对由不锈钢制成的锅具的表面进行表面处理,并且在二氧化碳气体的环境下将锅具的表面冷却至-10℃。在送入通过示例1制备得到的非晶合金的速度(即,送粉速度)为50g/min、喷涂距离为80mm、电弧电流为280a、氢气和氩气作为工作气体的条件下执行超音速等离子喷涂,其中,供应氢气的压力为0.3mpa,流量为5l/min;供应氩气的压力为1.8mpa,流量为1700l/min。以190k/s的冷却速度对喷涂到锅体的表面上的非晶合金进行冷却,从而得到具有不粘涂层的锅具。
[0080]
实施例2至实施例4
[0081]
除了使用表3中的参数来制造不粘涂层之外,以与实施例1的方式相同的方式来制造具有不粘涂层的锅具。
[0082]
对比例1
[0083]
除了采用常规钛粉(纯度99.5%以上)来制造不粘涂层之外,以与实施例1的方式相同的参数和方式来制造具有不粘涂层的锅具。
[0084]
对比例2
[0085]
除了使用表3中的参数来制造不粘涂层之外,以与实施例1的方式相同的方式来制造具有不粘涂层的锅具。
[0086]
表3
[0087][0088]
性能测试:
[0089]
相同的环境下基于以下方法对不粘炊具的非晶化程度、初始不粘性和持久不粘性进行测试:
[0090]
非晶化程度测试:采用xrd测试并用常规全谱拟合法进行分析计算,以得到样品的非晶化程度。常规全谱拟合法的步骤如下:首先,找到一个与非晶相相同化学结构的晶态相,假定非晶相是此晶相的微小晶粒,此晶相可以用于建立非晶相峰位和强度的模型;其次,先拟合纯非晶相的谱线,以确定晶粒尺寸和微观应变;最后,固定晶粒尺寸和微观应变,将此物相包括在传统的rietveld定量计算中,即可得到非晶态的含量(也即非晶化程度)。
[0091]
初始不粘性和持久不粘性测试:按照国家标准gb32388中相关规定进行。
[0092]
测试结果如下表4所示:
[0093]
表4
[0094]
样品非晶化程度/%初始不粘性持久不粘性实施例186ⅰ45000实施例292ⅱ27000实施例394ⅰ52000实施例483ⅰ26000对比例11ⅲ0对比例213ⅲ0
[0095]
从表4可以看出,经本发明的非晶合金得到的不粘炊具的实施例1至实施例4的持
久不粘性明显高于对比例1和对比例2。
[0096]
综上,根据本发明的非晶合金得到的不粘涂层使不粘炊具实现不粘效果,并且能够使不粘炊具的使用寿命增长,而且可以使用铁铲、百洁布或钢丝球等对不粘炊具进行清洗。
[0097]
虽然已经参照本发明的示例性实施例具体地示出并描述了本发明,但是本领域普通技术人员将理解,在不脱离如权利要求和它们的等同物所限定的本发明的精神和范围的情况下,可以在此做出形式和细节上的各种改变。应当仅仅在描述性的意义上而不是出于限制的目的来考虑实施例。因此,本发明的范围不是由本发明的具体实施方式来限定,而是由权利要求书来限定,该范围内的所有差异将被解释为包括在本发明中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1