自动研磨系统和自动研磨装置的制作方法
1.本发明涉及一种自动研磨系统和自动研磨装置。
背景技术:
2.在构成汽车的车身的涂膜表面涂敷保护层以尽量不花费功夫地较美地保持汽车的美观的技术普及起来。该保护层是通过在涂膜表面涂布液体状的玻璃系材料或聚合物材料后使其干燥而得到的。
3.在这样的保护层的涂敷中,完成质量是否良好取决于涂膜表面的平滑性。因此,通常会在实施涂敷之前对涂膜表面进行研磨,以提高涂膜表面的平滑性。另外,为了进一步提高涂敷后的完成质量,通常也会对涂敷后的保护层的表面进行研磨。
4.通常由熟练的工匠凭借经验来实施对涂膜表面及保护层的表面的研磨。但是,鉴于工匠的后继者不足、削减涂敷所花费的成本的请求等,期望这些研磨工序的自动化。例如,在专利文献1中记载有以下技术:利用研磨机(在专利文献1中为抛光研磨机)对车身的涂膜表面自动地进行研磨,一边使将研磨机按压于涂膜时产生的法向力(在专利文献1中为按压载荷)保持固定一边进行研磨。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开1997-262752号公报
技术实现要素:
8.发明要解决的问题
9.然而,在专利文献1的技术中,虽然能够一边使法向力保持固定一边实施研磨,但是无法与涂膜表面或保护层的表面的状态(例如平滑性)相应地使研磨的程度变化。因而,认为在专利文献1的技术中,没有设想与涂膜表面或保护层的表面的状态相应地使研磨的程度变化,而是对涂膜表面或保护层的表面的整个区域以固定的程度进行研磨。即,认为在专利文献1的技术中,将使在涂膜表面或保护层的表面实施抛光研磨的研磨机扫描的扫描速度设为固定。
10.其结果,在涂膜表面或保护层的表面的一部分区域且相比于其它区域状态差的一部分区域中,有可能产生所实施的研磨不充分的情况。另外,在迎合相比于其它区域状态差的一部分区域而将扫描速度设定得低的情况下,在其它区域中实施过度的研磨,并且研磨1辆车所需要的时间不必要地延长。
11.本发明的一个方式是鉴于上述的问题而完成的,目的在于提供一种能够与移动体的体身的表面状态相应地调整对该表面实施的研磨的程度的技术。
12.用于解决问题的方案
13.为了解决上述问题,本发明的一个方式所涉及的自动研磨系统具备自动研磨装置和控制部。自动研磨装置具备下面的(1)~(3)。
14.(1)多关节型机器人。
15.(2)设置于所述多关节型机器人的前端部的研磨机。该研磨机包括绕轴旋转的主轴和固定于该主轴的前端的研磨具。
16.(3)设置于所述前端部与所述研磨机之间的传感器。该传感器输出法向力信息(表示从被研磨面作用于所述研磨机的法向力的信息)和力矩信息(表示所述主轴的绕轴作用的力矩的信息)。
17.另外,控制部获取所述法向力信息和所述力矩信息,并根据所述法向力和所述力矩来控制所述多关节型机器人。
18.为了解决上述的问题,本发明的一个方式所涉及的自动研磨装置具备:(1)多关节型机器人;(2)研磨机,其设置于所述多关节型机器人的前端部,包括绕轴旋转的主轴和固定于该主轴的前端的研磨具;以及(3)传感器,其设置于所述前端部与所述研磨机之间,输出表示从被研磨面作用于所述研磨机的法向力的法向力信息、以及表示所述主轴的力矩的力矩信息。
19.发明的效果
20.根据本发明的一个方式,能够提供一种自动研磨系统,该自动研磨系统能够与移动体的体身的表面状态相应地调整对该表面实施的研磨的程度。
附图说明
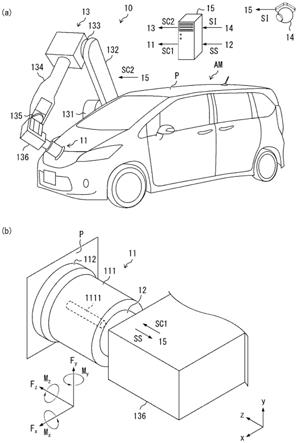
21.图1的(a)是本发明的一个实施方式所涉及的自动研磨系统的示意图。图1的(b)是图1的(a)所示的自动研磨系统具备的研磨机和传感器的立体图。
22.图2是图1的(a)所示的自动研磨系统具备的控制部的框图。
23.图3的(a)是图1的(a)所示的自动研磨系统进行研磨的被研磨面的平面图,是示出了主轴的轨迹和研磨区域的被研磨面的平面图。图3的(b)是图1的(a)所示的自动研磨系统的变形例进行研磨的被研磨面的平面图,是示出了主轴的轨迹和研磨区域的被研磨面的平面图。
24.图4是本发明的一个实施方式所涉及的自动研磨方法的流程图。
25.图5是表示作为图1的(a)所示的自动研磨系统中包括的控制部发挥功能的计算机的结构的框图。
具体实施方式
26.〔自动研磨系统的结构〕
27.参照图1来对本发明的一个实施方式所涉及的自动研磨系统10的结构进行说明。图1的(a)是自动研磨系统10的示意图。图1的(b)是自动研磨系统10具备的研磨机11和传感器12的立体图。
28.如图1的(a)所示,自动研磨系统10具备研磨机11、传感器12、多关节型机器人13、摄像机14以及控制部15。此外,研磨机11、传感器12以及多关节型机器人13构成作为本发明的一个方式的自动研磨装置。
29.在本实施方式中,自动研磨系统10具备1台自动研磨装置。但是,自动研磨系统10也可以具备多台自动研磨装置。
30.自动研磨系统10将移动体的体身的表面作为被研磨面,并通过计算机控制来对该被研磨面自动地进行研磨。在本实施方式中,使用作为私家车的汽车am作为移动体的一例来对自动研磨系统10进行说明。但是,移动体并不限定于汽车am,也可以是公交车、卡车等大型汽车,还可以是航空器,还可以是电车。构成汽车am的表面的钢板制的车身板件p是被研磨面的一例。
31.在移动体为汽车的情况下,自动研磨系统10能够优选地利用于作为在构成汽车的车身的涂膜表面涂敷保护层的前阶段的对车身的涂膜表面的研磨。另外,自动研磨系统10还能够优选地利用于在车身的涂膜表面涂敷了保护层之后实施的完工阶段的研磨。
32.另外,在移动体为航空器或电车的情况下,有时为了变更体身的设计而对体身进行再次涂装,或使用切割片(cutting sheet)来对体身实施精研磨(lapping)。自动研磨系统10能够优选地利用于作为体身的再次涂装及精研磨的前阶段的对体身的表面的研磨。
33.《多关节型机器人》
34.图1的(a)所示的多关节型机器人13是也被称为垂直多关节型机器人的产业用机器人的一个方式。多关节型机器人13具备基部(固定于地面)、设置于基部的第一关节131、第一臂132、第二关节133、第二臂134、第三关节135以及第三臂136。
35.基部以与地面垂直的轴为旋转轴,并被以绕该轴旋转自如的状态相对于地面进行固定。在图1的(a)中,基部被汽车am遮挡,因此没有被图示出。在基部设置有第一关节131。
36.在第一关节131连接有第一臂132的一个端部。第一关节131可动,由此能够使第一臂132与地面所成的角变化。
37.在第一臂132的另一个端部,经由第二关节133连接有第二臂134的一个端部。第二关节133可动,由此能够使第二臂134与第一臂132所成的角变化。
38.在第二臂134的另一个端部,经由第三关节135连接有第三臂136的一个端部。第三关节135可动,由此能够使第三臂136与第二臂134所成的角变化。另外,第三关节135构成为能够以与从第三臂136的一个端部朝向另一个端部的方向平行的轴(图1的(b)所示的x轴)为旋转轴来使第三臂136旋转。
39.如图1的(b)所示,第三臂136是长方体状的块,构成多关节型机器人13的前端部。
40.第一关节131、第二关节133以及第三关节135分别基于后述的控制部15生成的控制信号sc2进行动作。即,通过控制信号sc2来控制多关节型机器人13。
41.《研磨机》
42.如图1的(b)所示,研磨机11具备主体111和研磨具112(在本实施方式中为抛光具)。主体111具备马达和被使用该马达进行驱动的主轴1111。主轴1111是圆柱状的构件,以其中心轴为旋转轴来绕轴旋转。主轴1111被设置为从圆柱状的主体111的一个端面突出。
43.主体111的另一个端面经由后述的传感器12固定于构成第三臂136的4个侧表面中的一个侧表面。
44.此外,在图1的(b)中,以与主轴1111的中心轴平行的方式决定z轴,以与构成长方体状的块的边中的从第三臂136的一个端部朝向另一个端部的边平行的方式决定x轴,以与x轴及z轴一起构成右手系的正交坐标系的方式决定y轴,所述长方体状的块构成第三臂136。另外,将z轴方向中的从第三臂136去向研磨具112的方向决定为z轴正方向,将x轴方向中的从第三臂136的一个端部去向另一个端部的方向决定为x轴正方向,以与x轴正方向及z
轴正方向一起构成右手系的正交坐标系的方式决定y轴正方向。
45.研磨具112是使用毡、棉等构成的盘状的研磨件。在本实施方式中,在俯视研磨具112的情况下,研磨具112的轮廓是圆形。不对构成研磨具112的材料、其粗糙度等进行限定,能够根据构成被研磨面的材料(例如涂膜)来适当地选择。研磨具112被以使其中心与主轴1111的中心轴大致一致的方式固定于主轴1111的前端。
46.对于研磨机11,通过使主轴1111旋转来使研磨具112旋转。一边使主轴1111旋转一边将研磨具112的研磨面按压于车身板件p,由此研磨机11对车身板件p进行研磨。
47.研磨机11的主体111获取后述的控制部15生成的控制信号sc1,并基于控制信号sc1来控制马达以使主轴1111旋转。即,通过控制信号sc1来控制研磨具112的旋转速度。
48.《传感器》
49.传感器12被设置为介于研磨机11与构成多关节型机器人13的前端部的第三臂136的侧表面之间。
50.在本实施方式中,传感器12是6轴力觉传感器。因而,在主轴1111绕轴旋转的状态下将研磨具112按压于车身板件p的情况下,检测:(1)从车身板件p作用于研磨机11的平移力f的x轴分量f
x
、y轴分量fy以及z轴分量fz;以及(2)从车身板件p作用于研磨机11的力矩m的x轴分量m
x
、y轴分量my以及z轴分量mz。之后,传感器12将表示x轴分量f
x
的第一力信息、表示y轴分量fy的第二力信息和表示z轴分量fz的第三力信息、以及表示x轴分量m
x
的第一力矩信息、表示y轴分量my的第二力矩信息和表示z轴分量mz的第三力矩信息输出到后述的控制部15。此外,下面,将x轴分量f
x
、y轴分量fy、z轴分量fz、x轴分量m
x
、y轴分量my以及z轴分量mz统称为传感器信息ss。
51.z轴分量fz是从车身板件p作用于研磨机11的法向力的一例,与将研磨机11按压于车身板件p的按压载荷同义。因而,通过控制多关节型机器人13以使z轴分量fz收敛于预先决定的范围内,能够将按压载荷保持大致固定。另外,第三力信息是法向力信息的一例。
52.z轴分量mz是主轴1111的绕轴作用的力矩的一例,能够作为对在车身板件p与研磨机11之间产生的摩擦阻力进行评价的指标来使用。在使用研磨机11来对车身板件p实施研磨的情况下,随着对车身板件p实施研磨,z轴分量mz降低。因而,在研磨过程中监视z轴分量mz,并在z轴分量mz为预先决定的阈值以下的情况下结束研磨,由此能够与车身板件p的状态相应地进行研磨程度的调整。另外,第三力矩信息是表示主轴1111的绕轴作用的力矩的力矩信息的一例。
53.在一边将研磨机11按压于车身板件p一边使研磨机11在车身板件p的表面上扫描的情况下,在车身板件p的表面上存在凸状的障碍物(例如门把手等)的情况下,x轴分量f
x
和y轴分量fy分别增大。控制多关节型机器人13以使x轴分量f
x
和y轴分量fy分别收敛于预先决定的范围内,由此能够一边避开凸状的障碍物一边使研磨机11进行扫描。
54.在一边将研磨机11按压于车身板件p一边使研磨机11在车身板件p的表面上扫描的情况下,在车身板件p的表面的倾斜度变化的情况下,x轴分量m
x
和y轴分量my分别增大。控制多关节型机器人13以使x轴分量m
x
和y轴分量my分别收敛于预先决定的范围内,由此能够一边摹仿车身板件p一边使研磨机11进行扫描。另外,控制多关节型机器人13以使x轴分量m
x
和y轴分量my分别收敛于预先决定的范围内,由此能够一边使主轴1111的中心轴(图1的(b)所示的z轴)与车身板件p的法线方向大致一致,一边使研磨机11进行扫描。
55.此外,在本发明的一个实施方式中,传感器12是至少输出表示z轴分量fz的第三力信息以及表示z轴分量mz的第三力矩信息的2轴的力觉传感器即可。
56.《摄像机》
57.摄像机14是输出表示拍摄到的图像的信息的数码摄像机。在本实施方式中,摄像机14拍摄包含进入了自动研磨系统10实施自动研磨的研磨空间的汽车am的图像,并输出表示该图像的图像信息si,将其供给到后述的控制部15。
58.《控制部》
59.控制部15是用于控制自动研磨系统10的动作的结构。控制部15获取研磨机11生成的传感器信息ss,并根据传感器信息ss中包含的第三力信息所表示的z轴分量fz和第三力矩信息所表示的z轴分量mz,来控制多关节型机器人13。下面,参照图2和图3来说明构成控制部15的各功能块。图2是控制部15的框图。图3的(a)是自动研磨系统10进行研磨的车身板件p的平面图,是示出主轴1111的轨迹和各研磨区域rpi(i为1≤i≤n的自然数,n为任意的正整数)的被研磨面的平面图。图3的(b)是自动研磨系统10的变形例进行研磨的车身板件p的俯视图,是示出主轴1111的轨迹和研磨区域rp1~rp7的被研磨面的平面图。
60.如图2所示,具备图像识别部151、阈值设定部152、研磨机控制部153、机器人控制部154以及阈值判定部155。
61.(图像识别部)
62.图像识别部151从摄像机14获取图像信息si。图像识别部151识别图像信息si所表示的图像中包含的汽车am的厂商、车辆类型名称以及车身颜色,并生成表示所识别出的汽车am的厂商、车辆类型名称以及车身颜色的汽车信息。图像识别部151将汽车信息输出到阈值设定部152。
63.(阈值设定部)
64.阈值设定部152从图像识别部151获取汽车信息。阈值设定部152根据汽车信息所表示的汽车am的厂商、车辆类型以及车身颜色,来设定z轴分量mz的阈值。在本实施方式中,阈值设定部152参照查找表(lut),并基于该lut来设定汽车am的阈值,该查找表(lut)针对根据厂商、车辆类型名称以及车身颜色确定出的1种汽车对应有该汽车固有的阈值。阈值设定部152生成表示汽车am的阈值的阈值信息,并将其输出到阈值判定部155。
65.此外,lut也可以构成为针对根据厂商、车辆类型名称以及车身颜色中的至少一者确定出的1种汽车对应有该汽车固有的阈值。例如,在lut构成为针对每种车身颜色对应固有的阈值的情况下,阈值设定部152根据汽车am的车身颜色来设定阈值。另外,在不需要对每辆汽车设定阈值的情况下,也能够预先设定阈值,并省略阈值设定部152。
66.此外,阈值的设定也可以使用通过机器学习构建出的已学习模型。在该情况下,例如能够利用将汽车am的厂商、车辆类型以及车身颜色作为输入来输出适合于汽车am的阈值的已学习模型。另外,也可以采用向该学习模型输入汽车am的涂装的状态(例如涂膜的表面粗糙度、光泽指数、涂膜的厚度等)来作为上述那些输入的补充或替代的结构。另外,还可以使用将包含汽车am作为被摄体的图像(图像信息si所表示的图像)作为输入来输出适合于汽车am的阈值的已学习模型。在该情况下,能够在考虑汽车am的厂商、车辆类型、车身颜色、涂装的状态之后设定最优的阈值。在该情况下,能够省略图像识别部151中的对厂商、车辆类型、车身颜色的识别。
67.此外,z轴分量mz同在研磨具112的研磨面与车身板件p的研磨区域rpi之间产生的摩擦阻力存在相关。因而,会存在如下情况:虽然是将z轴分量fz设为固定来对研磨区域rpi进行研磨的情况,但是z轴分量mz与研磨具112的研磨面的磨耗程度相应地变化。在自动研磨系统10中,能够在开始车身板件p的研磨之前使用参照用表面来对研磨具112的研磨面的磨耗程度进行评价。参照用表面是表面粗糙度(表示平滑性的指标)、光泽指数(例如光泽度、雾度、图像清晰度、brdf(bidirectional reflectance distribution function:双向反射分布函数)等)被精加工为预先决定的状态的表面,且是摹仿汽车的车身板件的表面的表面。能够通过在以与实际对研磨区域rpi进行研磨时相同的条件使主轴1111旋转并控制多关节型机器人13以使z轴分量fz收敛于预先决定的范围内的状态下监视z轴分量mz,来对研磨具112的研磨面的磨耗程度进行评价。也可以构成为:在对研磨面的磨耗程度实施了评价的情况下,阈值设定部152根据其评价结果来校正基于lut设定的汽车am的阈值。根据该结构,即使在研磨具112的研磨面的磨耗程度不同的情况下,也能够减少被自动研磨系统10实施了研磨后的车身板件p的完成质量(日语:仕上
がり
)可能产生的偏差。
68.(研磨机控制部)
69.研磨机控制部153生成用于控制研磨机11的控制信号sc1,并将其输出到研磨机11。控制信号sc1包括用于将研磨机11的马达的电源接通断开的控制信号、用于控制马达的转速(即主轴1111的转速)的控制信号。
70.(机器人控制部)
71.机器人控制部154生成用于控制多关节型机器人13的控制信号sc2,并将其输出到多关节型机器人13。获取到控制信号sc2的多关节型机器人13按照控制信号sc2来使第一关节131、第二关节133以及第三关节135活动。其结果,多关节型机器人13能够任意地控制研磨机11的主轴1111在车身板件p的位置以及z轴分量fz(即将研磨机11按压于车身板件p的按压载荷)。此外,研磨机11的主轴1111在车身板件p的位置是指通过将主轴1111的中心轴投影在车身板件p的表面上而得到的位置。另外,下面,将主轴1111在车身板件p的位置也仅称为主轴1111的位置。
72.在研磨机11对研磨区域rpi(i为1≤i≤n的自然数,n为任意的正整数)进行研磨的期间,机器人控制部154从研磨机11获取z轴分量fz,所述研磨区域rpi是车身板件p中的预先决定的区域。之后,机器人控制部154控制多关节型机器人13以使z轴分量fz收敛于预先决定的范围内。其结果,在研磨的期间,按压载荷保持大致固定。
73.在图3的(a)所示的例子中,机器人控制部154首先控制多关节型机器人13,以使主轴1111的位置与作为研磨的起点的点p1一致。点p1是研磨区域rp1的中心。另外,研磨区域rp1的半径与研磨具112的半径大致相同。在这一点上,各研磨区域rpi均与研磨区域rp1相同,各点pi均与点p1相同。
74.机器人控制部154将主轴1111的位置固定于点p1,直到从后述的阈值判定部155获取到表示研磨完成的意思的研磨完成信息为止。
75.机器人控制部154当从阈值判定部155获取到研磨完成信息时,将主轴1111的位置从点p1移动至点p2。其结果,研磨机11对研磨区域rp2进行研磨。
76.如上面这样,在研磨机11对车身板件p进行研磨的期间,只要i为1以上n以下,机器人控制部154就重复进行使主轴1111移动至预先决定的位置(在图3的(a)中为点p1~p7)的
行程、以及将主轴1111固定于各个预先决定的位置(点p1~p7)的工序。
77.此外,机器人控制部154也可以构成为控制多关节型机器人13以在研磨机11对车身板件p进行研磨的期间使主轴1111的位置在各研磨区域rpi描绘周期性的轨迹(参照图3的(b))。在图3的(b)所示的例子中,机器人控制部154控制多关节型机器人13以使主轴1111的中心轴描绘“∞”的轨迹。
78.(阈值判定部)
79.在研磨机11对车身板件p中的预先决定的区域即研磨区域rpi进行研磨的期间,阈值判定部155从研磨机11获取z轴分量mz。另外,阈值判定部155从阈值设定部152获取表示汽车am的阈值的阈值信息。之后,阈值判定部155将z轴分量mz与阈值信息所表示的阈值进行比较,在z轴分量mz为该阈值以下的情况下,阈值判定部155判定为对研磨区域rpi的研磨完成。此时,阈值判定部155将表示对研磨区域rpi的研磨完成的意思的研磨完成信息输出到机器人控制部154。
80.只要i为1以上n以下,阈值判定部155就重复该工序。
81.此外,在机器人控制部154构成为使主轴1111的位置在各研磨区域rpi中描绘周期性的轨迹的情况下(参照图3的(b)),阈值判定部155在z轴分量mz的在1个周期中的最大值为阈值以下的情况下判定为对研磨区域rpi的研磨完成即可。
82.《自动研磨方法》
83.在自动研磨系统10中,参照图4来说明控制部15实施的自动研磨方法m15。图4是自动研磨方法m15的流程图。
84.如图4所示,自动研磨方法m15包括图像识别工序s151、阈值设定工序s152、启动研磨机的工序s153a、机器人控制工序s154、阈值判定工序s155以及使研磨机停止的工序s153b。
85.图像识别工序s151是图2所示的图像识别部151实施的工序。在图像识别工序s151中,识别图像信息si所表示的图像中包含的汽车am的厂商、车辆类型名称以及车身颜色,并生成表示所识别出的汽车am的厂商、车辆类型名称以及车身颜色的汽车信息。
86.阈值设定工序s152是图2所示的阈值设定部152实施的工序。在阈值设定工序s152中,根据汽车信息所表示的汽车am的厂商、车辆类型名称以及车身颜色来设定z轴分量mz的阈值。
87.启动研磨机的工序s153a和使研磨机停止的工序s153b是图2所示的研磨机控制部153实施的工序。
88.机器人控制工序s154是图2所示的机器人控制部154实施的工序。在机器人控制工序s154中,在研磨机11对车身板件p中的预先决定的区域即研磨区域rpi进行研磨的期间,从研磨机11获取z轴分量fz。之后,机器人控制部154控制多关节型机器人13以使z轴分量fz收敛于预先决定的范围内。
89.另外,在机器人控制工序s154中,使主轴1111的位置移动到作为研磨的起点的点p1。之后,机器人控制部154使主轴1111的位置固定于点p1,直到对研磨区域rp1的研磨完成为止。
90.阈值判定工序s155是图2所示的阈值判定部155实施的工序。在阈值判定工序s155中,在研磨机11对研磨区域rpi进行研磨的期间,将z轴分量mz与阈值信息所表示的阈值进
行比较,在z轴分量mz为该阈值以下的情况下,判定为对研磨区域rpi的研磨完成。
91.在自动研磨方法m15中,只要i为1以上n以下,就轮番重复机器人控制工序s154和阈值判定工序s155。另外,在i超过n的情况下,实施使研磨机停止的工序s153b,自动研磨方法m15结束。
92.(控制部的通过软件实现的实现例)
93.控制部15的一部分或全部的功能既可以由集成电路(ic芯片)等硬件来实现,也可以由软件来实现。在后者的情况下,控制部15的各功能例如通过执行作为软件的程序p的命令的计算机来实现。
94.图5示出这样的计算机的一例(下面记载为计算机c)。如图5所示,计算机c具备至少1个处理器c1和至少1个存储器c2。存储器c2中记录有用于使计算机c作为控制部15进行动作的程序p。在计算机c中,处理器c1通过从存储器c2读取并执行该程序p,来实现控制部15的各功能。
95.作为处理器c1,例如能够使用cpu(central processing unit:中央处理器)、gpu(graphic processing unit:图形处理器)、dsp(digital signal processor:数字信号处理器)、mpu(micro processing unit:微处理器)、fpu(floating point number processing unit:浮点数处理器)、pu(physics processing unit:物理处理器)、微控制器或它们的组合等。作为存储器c2,例如能够使用闪速存储器、hdd(hard disk drive:硬盘驱动器)、ssd(solid state drive:固态驱动器)或者它们的组合等。
96.此外,计算机c也可以还具备ram(random access memory:随机存储器),所述ram用于在执行程序p时供该程序p展开或临时存储各种数据。另外,计算机c还可以还具备用于与其它装置之间发送接收数据的通信接口。另外,计算机c还可以还具备用于连接键盘、鼠标等输入设备和/或显示器、打印机等输出设备的输入输出接口。
97.另外,程序p能够记录在计算机c能够读取的非临时性的有形的记录介质m。作为这样的记录介质m,例如能够使用带、盘、卡、半导体存储器或者可编程的逻辑电路等。计算机c能够经由这样的记录介质m来获取程序p。另外,能够经由传输介质来对程序p进行传输。作为这样的传输介质,例如能够使用通信网络或广播波等。计算机c也能够经由这样的传输介质来获取程序p。
98.(总结)
99.根据本发明的一个方式所涉及的自动研磨系统,能够与被研磨面的状态相应地调整对该被研磨面实施的研磨的程度。此外,作为被研磨面的例子,能够列举移动体的体身的表面。另外,根据其它的实施方式,能够可靠地调整对上述被研磨面实施的研磨的程度。另外,根据其它的实施方式,能够根据研磨的汽车的厂商、车辆类型以及颜色来自动地设定阈值。另外,根据其它的实施方式,在研磨机对被研磨面中的预先决定的区域进行研磨的期间使主轴以描绘周期性的轨迹的方式持续移动,因此能够减少被研磨面可能残留的研磨痕迹。另外,根据其它的实施方式,能够使用简单的结构来实现一边摹仿被研磨面的形状一边对该被研磨面自动地进行研磨的系统。另外,根据其它的实施方式,能够使用多个自动研磨装置来并行地对被研磨面进行研磨,因此能够缩短研磨所需的时间。
100.根据本发明的一个方式所涉及的自动研磨装置,起到与一个方式所涉及的自动研磨系统同样的效果。
101.〔附加事项〕
102.本发明并不限定于上述的各实施方式,能够在权利要求所示的范围内进行各种变更,对在不同的实施方式中分别公开的技术手段适当地进行组合而得到的实施方式也包含在本发明的技术范围内。
103.附图标记说明
104.10:自动研磨系统;11:研磨机;111:主体;1111:主轴;112:研磨具;12:传感器;13:多关节型机器人;131:第一关节;132:第一臂;133:第二关节;134:第二臂;135:第三关节;136:第三臂(多关节型机器人的前端部);14:摄像机;15:控制部;151:图像识别部;152:阈值设定部;153:研磨机控制部;154:机器人控制部;155:阈值判定部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1