一种OEM产品低压零梯度模具的制作方法
一种oem产品低压零梯度模具
技术领域
1.本实用新型属于车轮铸造模具技术领域,特别涉及一种oem产品低压零梯度模具。
背景技术:
2.铝合金车轮的铸造技术多种多样,而铝合金车轮铸造工艺,目前主要有两种,一种 是重力铸造、一种是低压铸造。车轮分零售和主机厂的oem。现阶段,不管国内还是国外,生产铝合金车轮的模具下模均采用热作模具钢h13(skd61),零售的寿命一般为1万模次,oem的为3万模次。模具在使用后,模具表面出现腐蚀,龟裂,模具变形等等,这是目前没法解决的问题。现有技术中的铝合金车轮铸造模具主要包括上模、 下模和底模, 上模、下模和底模构成封闭的型腔。合金车轮铸造时, 高温熔融的铝液注入型腔,待铝液冷却后成为车轮产品;当浇注时,由于铝液温度高,底模壁体有一定厚度,造成底模壁体内外温差较大,造成底模热变形;当浇注后,为达到顺时凝固,底模通过冷却介质风或水喷到底模背腔,造成底模瞬时温差变大,造成底模冷热频繁交替,造成底模开裂;在铝水浇注后,铝液充满底模,底模造型表面与铝水完全接触,虽底模有喷保护涂料,随着模次的增加,涂料脱落,造成底模腐蚀。
3.现有技术的低压轮毂模具,为了保证轮辋部分的产品质量,让铸件更好的达到顺序凝固的目的,轮辋由上而下,会逐渐地由薄变厚,正常设计1
°
左右的梯度角度,为达到由上至下顺序凝固的效果,会认为地自上而下增加产品的加工余量,此类设计方法虽可以有效地提高铸件的顺序凝固效果,但无形中提高的铸件的加工余量,降低了铝的利用率及机加工效率,在日趋严峻的市场竞争形势下,因此带来的弊端越发明显。
4.低压零梯度模具设计在轮毂行业上还没有大批量生产使用。通过oem产品低压零梯度模具设计,可以显著提高铝液利用率、机加工生产效率,降低生产制造成本,提高产品市场竞争力。通过创新的模具设计结合优化的工艺,取消常规设计中轮辋厚度梯度,在保证铸造性的同时,提高铝液利用率,从而降低生产制造成本。
5.现有技术cn111673073a公开了名称为一种铝合金车轮低压铸造模具,包括顶模、底模和两侧的侧模,所述顶模、底模和侧模之间形成模腔,所述顶模包括顶模侧壁和与顶模侧壁相连的顶模底壁,所述顶模底壁中部为入料口,所述顶模侧壁从上至下包括第一顶模侧壁区、第二顶模侧壁区和第三顶模侧壁区,所述第一顶模侧壁区、第二顶模侧壁区和第三顶模侧壁区的壁厚依次递减;所述侧模从上至下包括第一侧模区、第二侧模区和第三侧模区,所述第一侧模区、第二侧模区和第三侧模区的壁厚依次递减,本结构通过顶模、侧模和底模结构的调整,模具温度得到有效的保温,轮辋得到有效的补缩,使内轮辋缩松减少,轮辐的力学性能提高,综合是铸坯合格率提高了,得料率更高了,铸造能连续性生产。本技术方案的缺陷在于:1、虽可以有效地提高铸件的顺序凝固效果,但无形中提高的铸件的加工余量,但降低了铝的利用率及机加工效率,在日趋严峻的市场竞争形势下,因此带来的弊端越发明显;2、其设计方案仅仅是通过模具壁厚改变模温,在模具壁厚一定的情况下,现有的冷却散热调整空间有限,在生产过程中不便于得一个动态稳定的温度梯度,影响生产效率。
技术实现要素:
6.本实用新型的目的在于提供一种oem产品低压零梯度模具,通过零梯度模具设计,解决如何提高铝液利用率,降低轮辋部分加工余量,从而降低轮辋部分的疏松风险,提高轮辋部分的产品质量的技术问题。
7.为实现上述目的,本实用新型提供如下技术方案:一种oem产品低压零梯度模具,包括:轮毂部分和轮辋部分,所述轮辋部分的梯度角度由现在的1
°
降为0
°
,所述轮辋部分还包含上模冷却口,侧模冷却口,底模冷却口,所述上模冷却口包括上模轮缘水冷口、上模轮辋隔热结构、上模模芯水冷口及上模分流锥水冷口,所述侧模冷却口包括侧模轮缘水冷口、侧模r角水冷口,所述底模冷却口为下pcd水冷口,
8.进一步的,所述上模轮缘水冷口,设置于产品轮辋顶部内侧,采用直水冷结构,便于在提高生产节拍时控制上模顶部模温,获得更低的远浇口点模温,便于尽快带走轮辋顶部的温度,提高此区域的凝固速度,
9.进一步的,所述上模轮辋隔热结构,设置于离产品轮辋顶部30mm左右的区域,用作第一层传热缓冲区,在其下方30mm左右的区域再增加一条,用作第二层传热缓冲区,以便在使用上模轮缘水冷时,减缓其对下方上模区域的散热作用,从而或得更大的上模温度梯度,提高轮辋部分的补缩能力,
10.进一步的,所述上模模芯水冷口,设置于产品安装盘面上部,采用直水冷结构,便于在提高生产节拍时加速对产品安装盘面的冷却,
11.进一步的,所述上模分流锥水冷口,设置于产品中心孔上部,采用直水冷结构,便于在提高生产节拍时加速对产品中心孔区域的冷却,
12.进一步的,所述侧模轮缘水冷口,设置于产品轮辋顶部外侧,采用直水冷结构,便于在提高生产节拍时控制侧模顶部模温,获得更低的远浇口点模温,便于尽快带走轮辋顶部的温度,提高此区域的凝固速度,
13.进一步的,所述侧模r角水冷口,设置于产品轮辋底部内侧对轮辐热节区域,采用直水冷结构,用于快速带走轮辐r较热节区域的温度,在提高生产节拍时有效控制r角区域的缩松,但又不至于影响轮辋下部对上部的补缩能力,
14.进一步的,所述下pcd水冷口,设置于安装盘面下部外圈区域,采用直水冷结构,便于在提高生产节拍时有效降低控制此区域的温度,在凝固前期有效对前方进行补缩,在凝固阶段有效带走中心区域的铸件温度,提高凝固效率。
15.本实用新型通过模具壁厚及冷却结构的设计实现零梯度或者接近于零梯度,从而降低轮辋部分加工余量,提高机加工效率。
16.轮辋部分的厚度梯度是为了改善铸件由上而下的补缩需求人为添加的,常规的轮毂产品其轮辐部分是等壁厚的,设计厚度梯度是不得已而为之;本设计是在取消轮辋厚度梯度,补缩能力下降的情况下,合理设计模具厚度的情况下,结合模具的冷却及隔热设计,获得一个更加大的模具温度梯度,以便改善因轮辋壁厚梯度降低而造成的产品缩松问题,提高铝液利用率及机加工效率。
17.本实用新型实现的有益效果是:提供了一种oem产品低压零梯度模具,将轮辋部分的梯度角度由现在的1
°
降为0
°
,通过对模具冷却结构及厚度的调整,围绕顺序凝固原理,分阶段实施冷却,提高轮辋凝固过程中的模具温度梯度,提高轮辋部分的顺序凝固补缩能力,
保证轮辋质量。通过对模具冷却及厚度的设计优化,提高轮辋凝固过程中的模具温度梯度,提高轮辋部分的顺序凝固补缩能力。
附图说明
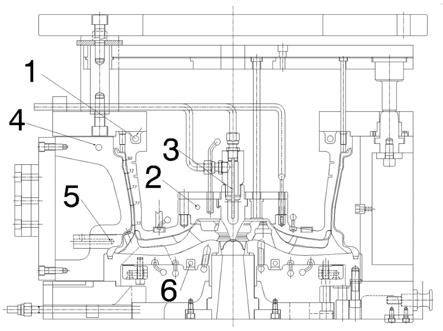
18.图1.本实用新型oem产品低压零梯度模具的剖视结构示意图,其中,各部件名称为:1、上模轮缘水冷口,2、上模模芯水冷口,3、上模分流锥水冷口,4、侧模轮缘水冷口,5、侧模r角水冷口,6、下pcd水冷口。
具体实施方式
19.下面结合实施例对本实用新型进行详细说明,以便本领域的技术人员更好地理解本实用新型,但本实用新型并不局限于以下实施例。
20.实施例1
21.一种oem产品低压零梯度模具,包括:轮毂部分和轮辋部分,轮辋部分的梯度角度由现在的1
°
降为0
°
,轮辋部分还包含上模冷却口,侧模冷却口,底模冷却口,上模冷却口包括上模轮缘水冷口、上模轮辋隔热结构、上模模芯水冷口及上模分流锥水冷口,侧模冷却口包括侧模轮缘水冷口、侧模r角水冷口,底模冷却口为下pcd水冷口,
22.上模轮缘水冷口,设置于产品轮辋顶部内侧,采用直水冷结构,便于在提高生产节拍时控制上模顶部模温,获得更低的远浇口点模温,便于尽快带走轮辋顶部的温度,提高此区域的凝固速度,
23.上模轮辋隔热结构,设置于离产品轮辋顶部30mm左右的区域,用作第一层传热缓冲区,在其下方30mm左右的区域在增加一条,用作第二层传热缓冲区,以便在使用上模轮缘水冷时,减缓其对下方上模区域的散热作用,从而或得更大的上模温度梯度,提高轮辋部分的补缩能力,
24.上模模芯水冷口,设置于产品安装盘面上部,采用直水冷结构,便于在提高生产节拍时加速对产品安装盘面的冷却,
25.上模分流锥水冷口,设置于产品中心孔上部,采用直水冷结构,便于在提高生产节拍时加速对产品中心孔区域的冷却。
26.实施例2
27.一种oem产品低压零梯度模具,包括:轮毂部分和轮辋部分,轮辋部分的梯度角度由现在的1
°
降为0
°
,轮辋部分还包含上模冷却口,侧模冷却口,底模冷却口,上模冷却口包括上模轮缘水冷口、上模轮辋隔热结构、上模模芯水冷口及上模分流锥水冷口,侧模冷却口包括侧模轮缘水冷口、侧模r角水冷口,底模冷却口为下pcd水冷口,
28.上模轮缘水冷口,设置于产品轮辋顶部内侧,采用直水冷结构,便于在提高生产节拍时控制上模顶部模温,获得更低的远浇口点模温,便于尽快带走轮辋顶部的温度,提高此区域的凝固速度,
29.上模轮辋隔热结构,设置于离产品轮辋顶部30mm左右的区域,用作第一层传热缓冲区,在其下方30mm左右的区域在增加一条,用作第二层传热缓冲区,以便在使用上模轮缘水冷时,减缓其对下方上模区域的散热作用,从而或得更大的上模温度梯度,提高轮辋部分的补缩能力,
30.上模模芯水冷口,设置于产品安装盘面上部,采用直水冷结构,便于在提高生产节拍时加速对产品安装盘面的冷却,
31.上模分流锥水冷口,设置于产品中心孔上部,采用直水冷结构,便于在提高生产节拍时加速对产品中心孔区域的冷却,
32.侧模轮缘水冷口,设置于产品轮辋顶部外侧,采用直水冷结构,便于在提高生产节拍时控制侧模顶部模温,获得更低的远浇口点模温,便于尽快带走轮辋顶部的温度,提高此区域的凝固速度,
33.侧模r角水冷口,设置于产品轮辋底部内侧对轮辐热节区域,采用直水冷结构,用于快速带走轮辐r较热节区域的温度,在提高生产节拍时有效控制r角区域的缩松,但又不至于影响轮辋下部对上部的补缩能力,
34.下pcd水冷口,设置于安装盘面下部外圈区域,采用直水冷结构,便于在提高生产节拍时有效降低控制此区域的温度,在凝固前期有效对前方进行补缩,在凝固阶段有效带走中心区域的铸件温度,提高凝固效率。
35.以上所述仅为本实用新型的较佳实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1