一种煤矿用销轨铸造装置的制作方法
1.本实用新型涉及煤矿用销轨制造技术领域,具体涉及一种煤矿用销轨铸造装置。
背景技术:
2.销轨是一种常用于煤矿开采刮板输料机上的配件,由于煤矿开采工作环境恶劣,需要的各种机械配件的强度较高,现有技术中,销轨铸造过程中由于销轨的结构废杂。传统的铸造装置容易造成铸造缺陷,并且铸造效率较低。
技术实现要素:
3.本实用新型的目的在于提供一种煤矿用销轨铸造装置,解决销轨铸造效率低的问题。
4.为解决上述的技术问题,本实用新型采用以下技术方案:
5.一种煤矿用销轨铸造装置,包括机体、沙箱填充仓、浇铸仓、冷却仓、脱模仓、喷砂仓、高压清洗仓、传送带、浇铸磨具、磨具连接块;机体内设置有传送带;传送带上通过磨具连接块连接浇铸磨具;机体内设置有沙箱填充仓;沙箱填充仓后部设置浇铸仓;浇铸仓后部设置有冷却仓;冷却仓下部设置有脱模仓;脱模仓后部设置有喷砂仓;喷砂仓后部设置有高压清洗仓;浇铸磨具内设置有注沙槽;沙箱填充仓顶部设置有注沙枪;注沙枪连接注沙泵;注沙泵连接沙箱;注沙枪后部设置有压模板;压模板连接液压杆;浇铸仓顶部设置有浇铸枪;脱模仓下部设置有铸件传送带;铸件传送带下部设置铸沙回收传送带;铸沙回收传送带连接沙箱;脱模仓内设置有脱模器;脱模器内壁两侧设置有多个脱模器;脱模器夹住浇铸磨具两侧。
6.进一步,所述冷却仓上部设置有多个高压喷头;高压喷头连接供水泵;供水泵连接储水箱;储水箱连接二级冷却塔;二级冷却塔连接一级冷却塔;一级冷却塔连接抽水泵;抽水泵连接回水槽;回水槽设置在冷却仓底部。
7.进一步,所述喷砂仓内设置有多个喷砂头;喷砂头连接砂泵;砂泵连接砂槽;砂槽设置在喷砂仓。
8.进一步,所述高压清洗仓底部设置有多个压缩气体喷头;压缩气体喷头连接储气罐;储气罐连接压缩机。
9.进一步,所述冷却仓顶部设置有气体收集板;气体收集板通过集气管连接至一级冷却塔内。
10.进一步,所述压缩气体喷头底部连接电动转轴。
11.与现有技术相比,本实用新型能够实现以下有益效果之一:
12.1.机体内设置有传送带;传送带上通过磨具连接块连接浇铸磨具;机体内设置有沙箱填充仓;沙箱填充仓后部设置浇铸仓;浇铸仓后部设置有冷却仓;冷却仓下部设置有脱模仓;脱模仓后部设置有喷砂仓;喷砂仓后部设置有高压清洗仓;浇铸磨具内设置有注沙槽;沙箱填充仓顶部设置有注沙枪;注沙枪连接注沙泵;注沙泵连接沙箱;注沙枪后部设置
有压模板;压模板连接液压杆;浇铸仓顶部设置有浇铸枪;脱模仓下部设置有铸件传送带;铸件传送带下部设置铸沙回收传送带;铸沙回收传送带连接沙箱;脱模仓内设置有脱模器;脱模器内壁两侧设置有多个脱模器;脱模器夹住浇铸磨具两侧,能够实现通过设置的循环式传送带实现不间断加工,浇铸磨具内设置的注沙槽能够减少注沙量,通过压模板压出铸件轮廓后进入浇铸仓浇铸成型后,经过冷却仓的快速冷却后传送带翻转进行脱模,没有重力脱落的铸件,通过脱模器高频敲击浇铸磨具两侧实现脱模工序。
13.2.所述冷却仓上部设置有多个高压喷头;高压喷头连接供水泵;供水泵连接储水箱;储水箱连接二级冷却塔;二级冷却塔连接一级冷却塔;一级冷却塔连接抽水泵;抽水泵连接回水槽;回水槽设置在冷却仓底部,能够实现通过设置的高压喷头为浇铸磨具内的铸件快速持续冷却降温,提高后续的脱模速度,提高生产效率。
14.3.所述喷砂仓内设置有多个喷砂头;喷砂头连接砂泵;砂泵连接砂槽;砂槽设置在喷砂仓,能够实现通过设置的喷砂头喷射砂丸清理浇铸磨具内。
15.4.所述高压清洗仓底部设置有多个压缩气体喷头;压缩气体喷头连接储气罐;储气罐连接压缩机,能够实现设置的压缩气体喷头喷射高压气体为浇铸磨具冲洗,保证浇铸磨具的洁净度,提高铸造质量。
16.5.所述冷却仓顶部设置有气体收集板;气体收集板通过集气管连接至一级冷却塔内,能够实现设置的气体收集板收集冷却仓大量的高温蒸汽,通过集气管收集至一级冷却塔冷凝收集。
17.6.所述压缩气体喷头底部连接电动转轴,能够实现通过设置的电动转轴调整压缩气体喷头的喷射角度,能够提高气体清洗效果。
附图说明
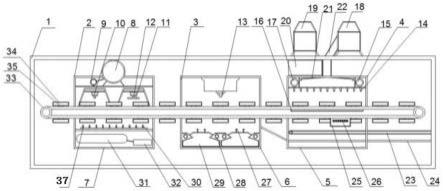
18.图1为本实用新型结构示意图。
19.图2为本实用新型结构示意图。
具体实施方式
20.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
21.实施例1
22.一种煤矿用销轨铸造装置,包括机体1、沙箱填充仓2、浇铸仓3、冷却仓 4、脱模仓5、喷砂仓6、高压清洗仓7、传送带33、浇铸磨具34、磨具连接块 35;机体1内设置有传送带33;传送带33上通过磨具连接块35连接浇铸磨具 34;机体1内设置有沙箱填充仓2;沙箱填充仓2后部设置浇铸仓3;浇铸仓3 后部设置有冷却仓4;冷却仓4下部设置有脱模仓5;脱模仓5后部设置有喷砂仓6;喷砂仓6后部设置有高压清洗仓7;浇铸磨具34内设置有注沙槽36;沙箱填充仓2顶部设置有注沙枪10;注沙枪10连接注沙泵9;注沙泵9连接沙箱 8;注沙枪10后部设置有压模板11;压模板11连接液压杆12;浇铸仓3顶部设置有浇铸枪13;脱模仓5下部设置有铸件传送带23;铸件传送带23下部设置铸沙回收传送带24;铸沙回收传送带24连接沙箱8;脱模仓5内设置有脱模器25;脱模器25内壁两侧设置有多个脱模器25;脱模器25夹住
浇铸磨具34 两侧,能够实现通过设置的循环式传送带实现不间断加工,浇铸磨具内设置的注沙槽能够减少注沙量,通过压模板压出铸件轮廓后进入浇铸仓浇铸成型后,经过冷却仓的快速冷却后传送带翻转进行脱模,没有重力脱落的铸件,通过脱模器高频敲击浇铸磨具两侧实现脱模工序。
23.实施例2
24.在实施例1的基础上,所述冷却仓4上部设置有多个高压喷头14;高压喷头14连接供水泵15;供水泵15连接储水箱20;储水箱20连接二级冷却塔19;二级冷却塔19连接一级冷却塔18;一级冷却塔18连接抽水泵17;抽水泵17 连接回水槽16;回水槽16设置在冷却仓4底部,能够实现通过设置的高压喷头为浇铸磨具内的铸件快速持续冷却降温,提高后续的脱模速度,提高生产效率。
25.实施例3
26.在实施例1的基础上,所述喷砂仓6内设置有多个喷砂头27;喷砂头27连接砂泵28;砂泵28连接砂槽29;砂槽29设置在喷砂仓6,能够实现通过设置的喷砂头喷射砂丸清理浇铸磨具内。
27.实施例4
28.在实施例1的基础上,所述高压清洗仓7底部设置有多个压缩气体喷头30;压缩气体喷头30连接储气罐31;储气罐31连接压缩机32,能够实现设置的压缩气体喷头喷射高压气体为浇铸磨具冲洗,保证浇铸磨具的洁净度,提高铸造质量。
29.实施例5
30.在实施例1的基础上,所述冷却仓4顶部设置有气体收集板21;气体收集板21通过集气管22连接至一级冷却塔18内,能够实现设置的气体收集板收集冷却仓大量的高温蒸汽,通过集气管收集至一级冷却塔冷凝收集。
31.实施例6
32.在实施例1的基础上,所述压缩气体喷头30底部连接电动转轴37,能够实现通过设置的电动转轴调整压缩气体喷头的喷射角度,能够提高气体清洗效果
33.尽管这里参照本实用新型的多个解释性实施例对本实用新型进行了描述,但是,应该理解,本领域技术人员可以设计出很多其他的修改和实施方式,这些修改和实施方式将落在本技术公开的原则范围和精神之内。更具体地说,在本技术公开、附图和权利要求的范围内,可以对主题组合布局的组成部件和/或布局进行多种变型和改进。除了对组成部件和/或布局进行的变形和改进外,对于本领域技术人员来说,其他的用途也将是明显的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1