一种金属粉末一次注射成型风扇模具的制作方法
1.本实用新型涉及风扇成型技术领域,尤其涉及一种金属粉末一次注射成型风扇模具。
背景技术:
2.目前,电子产品日益轻薄对散热系统提出了更高的要求,金属风扇整体扇叶的制造对满足产品设计要求提供了最快的实现可能性。金属粉末注射成型是近年来在国际上迅速发展的一项新的成型技术,其优势在于能够形成复杂形状的小型金属零部件,且制品各个部位密度均匀,性能优异。
3.通过研究风扇扇叶的结构特点,结合金属粉末注射成型的工艺基础,采用独特的粘结剂配方及脱脂烧结工艺可以制造出金属风扇整体扇叶,目前金属扇叶的制造工艺只能成型40片以下的直线形(非曲面)扇叶,且无法保证叶片间距的均匀性和叶片的垂直度,另外烧结时叶片倒塌断裂,且叶片垂直度无法保证,为此,我们提出一种金属粉末一次注射成型风扇模具来解决上述提出的问题。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种金属粉末一次注射成型风扇模具。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种金属粉末一次注射成型风扇模具,包括:轮毂组件、扇叶组件和胚盖组件,所述轮毂组件包括圆形的轮毂本体以及固定连接在轮毂本体外侧壁上的环形凸块;所述扇叶组件包括多个均布连接在环形凸块外侧的叶片,且多个叶片的外侧壁上固定连接有同一个环形外圈;所述胚盖组件包括圆形盖体,所述圆形盖体的内壁上分别开设有与轮毂组件和扇叶组件对应的第一型腔和第二型腔,且轮毂组件和扇叶组件贴合连接在第一型腔和第二型腔内。
7.优选地,所述轮毂本体的侧壁上开设有多个前后连通的第一扇形孔,所述圆形盖体的侧壁上开设有与第一扇形孔相对的第二扇形孔。
8.优选地,所述叶片包括与环形凸块侧壁连接的第一支板以及与环形外圈连接的第二支板,所述第一支板的高度值小于第二支板的高度值,且第一支板与第二支板交接处呈倾斜的弧面。
9.优选地,所述叶片的数量为40~50片,所述叶片相对于轮毂本体的倾斜角度为7.2~9度。
10.优选地,所述第一型腔和第二型腔的连接处设置有与第一支板和第二支板连接处对应的弧型腔。
11.优选地,所述环形外圈对应连接在多个第二支板的一侧,且环形外圈的外径与叶片的长度值相同。
12.与现有技术相比,本实用新型的有益效果为:本实用新型采用胚盖组件,对金属风扇的模具进行设计制造,形成具有金属风扇形状的模具型腔,保证顶出稳定,并且烧结时叶片垂直不倒塌不断裂,在扇叶外圈增加承托结构,即扇叶上端封闭加盖处理,既解决了产品扇叶间距小,无法放置顶针的问题,又保证了产品在烧结过程叶片垂直不断裂。
附图说明
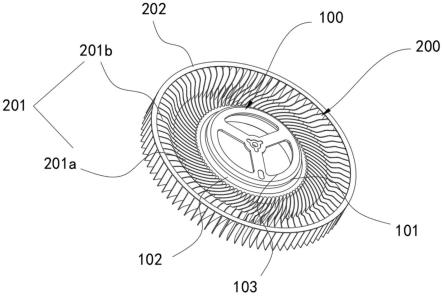
13.图1为本实用新型提出的一种金属粉末一次注射成型风扇模具的轮毂组件结构示意图;
14.图2为本实用新型提出的一种金属粉末一次注射成型风扇模具的胚盖组件结构示意图。
15.图中:100轮毂组件、101轮毂本体、102环形凸块、103第一扇形孔、200扇叶组件、201叶片、201a第一支板、201b第二支板、202环形外圈、300胚盖组件、301圆形盖体、302第一型腔、303第二型腔、304第二扇形孔。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
17.参照图1-2,一种金属粉末一次注射成型风扇模具,包括:轮毂组件100、扇叶组件200和胚盖组件300,轮毂组件100包括圆形的轮毂本体101以及固定连接在轮毂本体101外侧壁上的环形凸块102,环形凸块102的外圈呈水平状,能够提高与扇叶组件200之间连接的强度。
18.其中,扇叶组件200包括多个均布连接在环形凸块102外侧的叶片201,且多个叶片201的外侧壁上固定连接有同一个环形外圈202,叶片201包括与环形凸块102侧壁连接的第一支板201a以及与环形外圈202连接的第二支板201b,第一支板201a的高度值小于第二支板201b的高度值,且第一支板201a与第二支板201b交接处呈倾斜的弧面,叶片201的数量为40片,叶片201相对于轮毂本体101的倾斜角度为9度,环形外圈202对应连接在多个第二支板201b的一侧,且环形外圈202的外径与叶片201的长度值相同,金属风扇的各个部位密度均匀,动平衡性能好,解决了传统塑胶风扇扇叶易受热变形的缺陷,防止了动平衡失效问题的产生,延长了风扇寿命,耐高温性能也得到提升。
19.其中,胚盖组件300包括圆形盖体301,圆形盖体301的内壁上分别开设有与轮毂组件100和扇叶组件200对应的第一型腔302和第二型腔303,且轮毂组件100和扇叶组件200贴合连接在第一型腔302和第二型腔303内,第一型腔302和第二型腔303的连接处设置有与第一支板201a和第二支板201b连接处对应的弧型腔,具体的,轮毂本体101的侧壁上开设有多个前后连通的第一扇形孔103,圆形盖体301的侧壁上开设有与第一扇形孔103相对的第二扇形孔304,便于外部放置顶针,采用胚盖组件300,对金属风扇的模具进行设计制造,形成具有金属风扇形状的模具型腔,保证顶出稳定,并且烧结时叶片垂直不倒塌不断裂,在扇叶外圈增加承托结构,即扇叶上端封闭加盖处理,既解决了产品扇叶间距小,无法放置顶针的问题,又保证了产品在烧结过程叶片垂直不断裂。
20.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种金属粉末一次注射成型风扇模具,其特征在于,包括:轮毂组件(100)、扇叶组件(200)和胚盖组件(300),所述轮毂组件(100)包括圆形的轮毂本体(101)以及固定连接在轮毂本体(101)外侧壁上的环形凸块(102);所述扇叶组件(200)包括多个均布连接在环形凸块(102)外侧的叶片(201),且多个叶片(201)的外侧壁上固定连接有同一个环形外圈(202);所述胚盖组件(300)包括圆形盖体(301),所述圆形盖体(301)的内壁上分别开设有与轮毂组件(100)和扇叶组件(200)对应的第一型腔(302)和第二型腔(303),且轮毂组件(100)和扇叶组件(200)贴合连接在第一型腔(302)和第二型腔(303)内。2.根据权利要求1所述的一种金属粉末一次注射成型风扇模具,其特征在于,所述轮毂本体(101)的侧壁上开设有多个前后连通的第一扇形孔(103),所述圆形盖体(301)的侧壁上开设有与第一扇形孔(103)相对的第二扇形孔(304)。3.根据权利要求1所述的一种金属粉末一次注射成型风扇模具,其特征在于,所述叶片(201)包括与环形凸块(102)侧壁连接的第一支板(201a)以及与环形外圈(202)连接的第二支板(201b),所述第一支板(201a)的高度值小于第二支板(201b)的高度值,且第一支板(201a)与第二支板(201b)交接处呈倾斜的弧面。4.根据权利要求1所述的一种金属粉末一次注射成型风扇模具,其特征在于,所述叶片(201)的数量为40~50片,所述叶片(201)相对于轮毂本体(101)的倾斜角度为7.2~9度。5.根据权利要求3所述的一种金属粉末一次注射成型风扇模具,其特征在于,所述第一型腔(302)和第二型腔(303)的连接处设置有与第一支板(201a)和第二支板(201b)连接处对应的弧型腔。6.根据权利要求1所述的一种金属粉末一次注射成型风扇模具,其特征在于,所述环形外圈(202)对应连接在多个第二支板(201b)的一侧,且环形外圈(202)的外径与叶片(201)的长度值相同。
技术总结
本实用新型公开了一种金属粉末一次注射成型风扇模具,包括:轮毂组件、扇叶组件和胚盖组件,轮毂组件包括圆形的轮毂本体以及固定连接在轮毂本体外侧壁上的环形凸块;扇叶组件包括多个均布连接在环形凸块外侧的叶片,且多个叶片的外侧壁上固定连接有同一个环形外圈;胚盖组件包括圆形盖体,圆形盖体的内壁上分别开设有与轮毂组件和扇叶组件对应的第一型腔和第二型腔。本实用新型采用胚盖组件,对金属风扇的模具进行设计制造,形成具有金属风扇形状的模具型腔,保证顶出稳定,并且烧结时叶片垂直不倒塌不断裂,扇叶上端封闭加盖处理,既解决了产品扇叶间距小,无法放置顶针的问题,又保证了产品在烧结过程叶片垂直不断裂。保证了产品在烧结过程叶片垂直不断裂。保证了产品在烧结过程叶片垂直不断裂。
技术研发人员:沈瀚啸
受保护的技术使用者:江苏理成科技有限公司
技术研发日:2021.12.31
技术公布日:2022/6/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1