一种导电优良的磷青铜合金及生产方法与流程
1.本发明涉及金属材料领域,具体讲是一种导电优良的磷青铜合金及生产方法。
背景技术:
2.电气接插件常选普通c5191磷青铜在电器产品上应用,其强度(弹性)完全可以满足要求,但其导电性能不到14%iacs,在使用过程中导致电器产品容易发热,带来火灾方面的安全隐患,严重制约了其在电器领域的应用空间。
3.因此,市场上期待有一种合金,要求其强度基本接近c5191的50%强度的水平,但导电率要求是c5191的3倍左右,既环保,又能降低使用成本,实际使用中降低电器产品在实际使用中的温升,产品使用起来更安全更可靠。
4.传统的锡磷青铜合金,由于锡含量较高,在水平连铸时,锡易于氧生产脆硬的氧化锡,出现显微缩孔、疏松、柱晶偏析和反偏析等组织缺陷,还有可能出现粗大柱晶;而且低熔点的锡和磷扩散速度慢,在凝固时出现严重的反偏析现象,因此,在轧制过程中,累计残余应力达到材料的断裂强度时,作为裂纹源的组织缺陷变大而导致报废。
技术实现要素:
5.本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种导电优良的磷青铜合金及生产方法。
6.本发明的技术解决方案如下:
7.一种导电优良的磷青铜合金,包含以下质量百分数的成分:5-10%zn,0.05-0.4%sn,0.1-0.2%fe,0.01-0.04%p,0.1-0.5%ag,≤0.08%不可避免的杂质,余量为cu。
8.本发明还公开了一种导电优良的磷青铜合金的生产方法,包括以下步骤:
9.按照配方进行配料,熔炼,得到合金熔体,然后进行水平拉铸工艺,得到铸坯,将铸坯依序进行铣面、冷轧,制得磷青铜合金;
10.水平拉铸工艺包括第一冷却区、第二冷却区,第一冷却区采用合金粉末均匀加入所述合金熔体中,第二冷却区采用反推-第一次停顿-拉程-第二次停顿的阶段进行周期作业;
11.所述合金粉末包括与合金熔体相同配方的成分粉末和导电ag纤维。
12.作为本发明的优选方案,所述配方为以下重量份数的原料:500-600份紫铜、200-300份h65角料、50-70份c19400角料、100-120份c5191角料、5-10份p-cu合金。
13.作为本发明的优选方案,所述合金粉末的加入量占所述合金熔体的1-20wt%。
14.作为本发明的优选方案,所述导电ag纤维占合金粉末的2-20wt%。
15.作为本发明的优选方案,在水平连铸工艺的同时施加交流电磁场。
16.作为本发明的优选方案,所述水平拉铸工艺具体为:反推速率1.2-1.6mm/0.2s,第一停顿3-5s,拉程速率11-13mm/0.5s,第二次停顿2-4s。
17.作为本发明的优选方案,所述熔炼在惰性氛围、1190-1220℃下进行,同时在熔体
表面覆盖木炭。
18.本发明的有益效果是:
19.(1)本发明的一种导电优良的磷青铜合金,采用低含量的锡,能够减少其铸造时的反偏析现象,因而可以不要采用均匀化退火的步骤,起到减碳降耗的作用。另外大幅度降低了电阻率高的锡元素,有效提高了合金的电导率。相比c5191的导电率提高了约20%iacs,有利于降低电器开关发热的可能性。再者,降低锡元素的同时,添加了成本低、电阻率相对小的锌ag、zn、fe元素,对合金的强度起到保障作用,确保了rm≥480mpa的性能要求。
20.(2)本发明的一种导电优良的磷青铜合金的生产方法,在第一冷却区加入与含有金属ag纤维的合金粉末,一方面,当这些合金粉末加入合金熔体时,这些合金粉末的加入犹如众多的小冷铁均匀分布在熔体中,使整个熔体得到强烈的冷却,同时形成大量的晶核,并以很大的速度成长,形核率大于生长率,使得合金晶粒细化,提高材料性能,另一方面,合金粉末中额外加入导电ag纤维,能够进一步提高其电导率,并且结合水平拉铸工艺的推拉过程,使得导电纤维能够沿着加工方向伸展,并且更加有序,分布更加均匀,因此,导电纤维的最终有序的纤维结构形态也能一定程度上增加机械强度。
21.(3)本发明的一种导电优良的磷青铜合金的生产方法,在水平连铸时施加电磁场,由于电磁力的强迫对流效果,使得熔体温度场均匀,增加熔体同时大量形核的倾向,使铸坯凝固组织细化;另外流动熔体可能打碎正在生长着的树枝晶,使之成为新的结晶核心,从而改善了铸坯的凝固组织,晶粒的细化,提高了材料的性能。
具体实施方式
22.本部分将详细描述本发明的具体实施例,但其不能理解为对本发明保护范围的限制。
23.c19400为美标铁青铜;
24.c5191为gb/t 1176-1987标准的磷青铜;
25.h65为gb/t 4423-1992标准的黄铜;
26.c2600为黄铜。
27.实施例1
28.按照表1配料(kg),在1190℃、惰性气体氛围(氩气)下熔炼,熔炼同时在熔体表面覆盖木炭,然后进行拉铸工艺,得到铸坯,将铸坯依序进行铣面、冷轧,制得磷青铜合金;
29.水平拉铸工艺包括第一冷却区、第二冷却区,第一冷却区采用合金粉末均匀加入所述合金熔体中,第二冷却区采用反推-第一次停顿-拉程-第二次停顿的阶段进行周期作业。在水平连铸工艺的同时施加交流电磁场,所述水平拉铸工艺具体为:反推速率1.2mm/0.2s,第一停顿3s,拉程速率11mm/0.5s,第二次停顿2s;
30.所述合金粉末包括与合金熔体相同配方的成分粉末和导电ag纤维;
31.所述合金粉末的加入量占所述合金熔体的3wt%;
32.所述导电ag纤维占合金粉末的5wt%;
33.在水平连铸工艺的同时施加交流电磁场。
34.所述合金粉末的粉末粒度为3μm。
35.表1原料配料表(kg)
36.紫铜t角料h65角料c19400角料c5191角料p-cu合金593215691158
37.所述冷轧工艺包括以下步骤:
38.粗轧,保持变形量在60%,450℃第一次退火5h,酸洗、精轧、470℃第二次退火5h、酸洗、精轧、酸洗钝化(酸洗钝化温度≥75℃)、拉弯矫,制得。
39.实施例2
40.按照表2配料(kg),在1190℃、惰性气体氛围(氩气)下熔炼,熔炼同时在熔体表面覆盖木炭,然后进行拉铸工艺,得到铸坯,将铸坯依序进行铣面、冷轧,制得磷青铜合金;
41.水平拉铸工艺包括第一冷却区、第二冷却区,第一冷却区采用合金粉末均匀加入所述合金熔体中,第二冷却区采用反推-第一次停顿-拉程-第二次停顿的阶段进行周期作业。在水平连铸工艺的同时施加交流电磁场,所述水平拉铸工艺具体为:反推速率1.3mm/0.2s,第一停顿5s,拉程速率12mm/0.5s,第二次停顿4s;
42.所述合金粉末包括与合金熔体相同配方的成分粉末和导电ag纤维;
43.所述合金粉末的加入量占所述合金熔体的5wt%;
44.所述导电ag纤维占合金粉末的7wt%;
45.在水平连铸工艺的同时施加交流电磁场。
46.所述合金粉末的粉末粒度为4μm。
47.表2原料配料表(kg)
48.紫铜t角料h65角料c19400角料c5191角料p-cu合金583225681177
49.所述冷轧工艺包括以下步骤:
50.粗轧,保持变形量在60%,450℃第一次退火5h,酸洗、精轧、470℃第二次退火5h、酸洗、精轧、酸洗钝化(酸洗钝化温度≥75℃)、拉弯矫,制得。
51.实施例3
52.按照表3配料(kg),在1180℃、惰性气体氛围(氩气)下熔炼,熔炼同时在熔体表面覆盖木炭,然后进行拉铸工艺,得到铸坯,将铸坯依序进行铣面、冷轧,制得磷青铜合金;
53.水平拉铸工艺包括第一冷却区、第二冷却区,第一冷却区合金粉末均匀加入所述合金熔体中,第二冷却区采用反推-第一次停顿-拉程-第二次停顿的阶段进行周期作业。在水平连铸工艺的同时施加交流电磁场,所述水平拉铸工艺具体为:反推速率1.4mm/0.2s,第一停顿4s,拉程速率12mm/0.5s,第二次停顿4s;
54.所述合金粉末包括与合金熔体相同配方的成分粉末和导电ag纤维;
55.所述合金粉末的加入量占所述合金熔体的7wt%;
56.所述导电ag纤维占合金粉末的4wt%;
57.在水平连铸工艺的同时施加交流电磁场。
58.所述合金粉末的粉末粒度为4μm。
59.表3原料配料表(kg)
60.紫铜t角料h65角料c19400角料c5191角料p-cu合金589215641075
61.所述冷轧工艺包括以下步骤:
62.粗轧,保持变形量在60%,450℃第一次退火5h,酸洗、精轧、470℃第二次退火5h、酸洗、精轧、酸洗钝化(酸洗钝化温度≥75℃)、拉弯矫,制得。
63.实施例4
64.按照表4配料(kg),在1190℃、惰性气体氛围(氩气)下熔炼,熔炼同时在熔体表面覆盖木炭,然后进行拉铸工艺,得到铸坯,将铸坯依序进行铣面、冷轧,制得磷青铜合金;
65.水平拉铸工艺包括第一冷却区、第二冷却区,第一冷却区采用合金粉末均匀加入所述合金熔体中,第二冷却区采用反推-第一次停顿-拉程-第二次停顿的阶段进行周期作业。在水平连铸工艺的同时施加交流电磁场,所述水平拉铸工艺具体为:反推速1.6mm/0.2s,第一停顿5s,拉程速率13mm/0.5s,第二次停顿4s;
66.所述合金粉末包括与合金熔体相同配方的成分粉末和导电ag纤维;
67.所述合金粉末的加入量占所述合金熔体的10wt%;
68.所述导电ag纤维占合金粉末的3wt%;
69.在水平连铸工艺的同时施加交流电磁场。
70.所述合金粉末的粉末粒度为3μm。
71.表4原料配料表(kg)
72.紫铜t角料h65角料c19400角料c5191角料p-cu合金573215581056
73.所述冷轧工艺包括以下步骤:
74.粗轧,保持变形量在60%,450℃第一次退火5h,酸洗、精轧、470℃第二次退火5h、酸洗、精轧、酸洗钝化(酸洗钝化温度≥75℃)、拉弯矫,制得。
75.实施例5
76.按照表5配料(kg),在1120℃、惰性气体氛围(氩气)下熔炼,熔炼同时在熔体表面覆盖木炭,然后进行拉铸工艺,得到铸坯,将铸坯依序进行铣面、冷轧,制得磷青铜合金;
77.水平拉铸工艺包括第一冷却区、第二冷却区,第一冷却区采用合金粉末均匀加入所述合金熔体中,第二冷却区采用反推-第一次停顿-拉程-第二次停顿的阶段进行周期作业。在水平连铸工艺的同时施加交流电磁场,所述水平拉铸工艺具体为:反推速率1.5mm/0.2s,第一停顿3s,拉程速率11mm/0.5s,第二次停顿4s;
78.所述合金粉末包括与合金熔体相同配方的成分粉末和导电ag纤维;
79.所述合金粉末的加入量占所述合金熔体的12wt%;
80.所述导电ag纤维占合金粉末的3wt%;
81.在水平连铸工艺的同时施加交流电磁场。
82.所述合金粉末的粉末粒度为4μm。
83.表5原料配料表(kg)
84.紫铜t角料h65角料c19400角料c5191角料p-cu合金573222671147
85.所述冷轧工艺包括以下步骤:
86.粗轧,保持变形量在60%,450℃第一次退火5h,酸洗、精轧、470℃第二次退火5h、酸洗、精轧、酸洗钝化(酸洗钝化温度≥75℃)、拉弯矫,制得。
87.对比例1(无合金粉末加入)
88.按照表6配料(kg),在1190℃、惰性气体氛围(氩气)下熔炼,熔炼同时在熔体表面覆盖木炭,然后进行拉铸工艺,得到铸坯,将铸坯依序进行铣面、冷轧,制得磷青铜合金;
89.水平拉铸工艺包括冷却区,冷却区采用反推-第一次停顿-拉程-第二次停顿的阶段进行周期作业。在水平连铸工艺的同时施加交流电磁场,所述水平拉铸工艺具体为:反推速率1.3mm/0.2s,第一停顿5s,拉程速率12mm/0.5s,第二次停顿4s;
90.表6原料配料表(kg)
91.紫铜t角料h65角料c19400角料c5191角料p-cu合金583225681177
92.所述冷轧工艺包括以下步骤:
93.粗轧,保持变形量在60%,450℃第一次退火5h,酸洗、精轧、470℃第二次退火5h、酸洗、精轧、酸洗钝化(酸洗钝化温度≥75℃)、拉弯矫,制得。
94.对比例2(无电磁搅拌)
95.按照表7配料(kg),在1190℃、惰性气体氛围(氩气)下熔炼,熔炼同时在熔体表面覆盖木炭,然后进行拉铸工艺,得到铸坯,将铸坯依序进行铣面、冷轧,制得磷青铜合金;
96.水平拉铸工艺包括第一冷却区、第二冷却区,第一冷却区采用合金粉末均匀加入所述合金熔体中,第二冷却区采用反推-第一次停顿-拉程-第二次停顿的阶段进行周期作业。所述水平拉铸工艺具体为:反推速率1.2mm/0.2s,第一停顿3s,拉程速率11mm/0.5s,第二次停顿2s;
97.所述合金粉末包括与合金熔体相同配方的成分粉末和导电ag纤维;
98.所述合金粉末的加入量占所述合金熔体的3wt%;
99.所述导电ag纤维占合金粉末的5wt%;
100.在水平连铸工艺的同时施加交流电磁场。
101.所述合金粉末的粉末粒度为3μm。
102.表7原料配料表(kg)
103.紫铜t角料h65角料c19400角料c5191角料p-cu合金593215691158
104.所述冷轧工艺包括以下步骤:
105.粗轧,保持变形量在60%,450℃第一次退火5h,酸洗、精轧、470℃第二次退火5h、酸洗、精轧、酸洗钝化(酸洗钝化温度≥75℃)、拉弯矫,制得。
106.对比例3(无导电ag)
107.按照表5配料(kg),在1120℃、惰性气体氛围(氩气)下熔炼,熔炼同时在熔体表面覆盖木炭,然后进行拉铸工艺,得到铸坯,将铸坯依序进行铣面、冷轧,制得磷青铜合金;
108.水平拉铸工艺包括第一冷却区、第二冷却区,第一冷却区采用合金粉末均匀加入所述合金熔体中,第二冷却区采用反推-第一次停顿-拉程-第二次停顿的阶段进行周期作业。在水平连铸工艺的同时施加交流电磁场,所述水平拉铸工艺具体为:反推速率1.5mm/0.2s,第一停顿3s,拉程速率11mm/0.5s,第二次停顿4s;
109.所述合金粉末包括与合金熔体相同配方的成分粉末;
110.所述合金粉末的加入量占所述合金熔体的12wt%;
111.在水平连铸工艺的同时施加交流电磁场。
112.所述合金粉末的粉末粒度为4μm。
113.表8原料配料表(kg)
114.紫铜t角料h65角料c19400角料c5191角料p-cu合金573222671147
115.所述冷轧工艺包括以下步骤:
116.粗轧,保持变形量在60%,450℃第一次退火5h,酸洗、精轧、470℃第二次退火5h、酸洗、精轧、酸洗钝化(酸洗钝化温度≥75℃)、拉弯矫,制得。
117.对比例4
118.采用市购的c5191作为对比例。
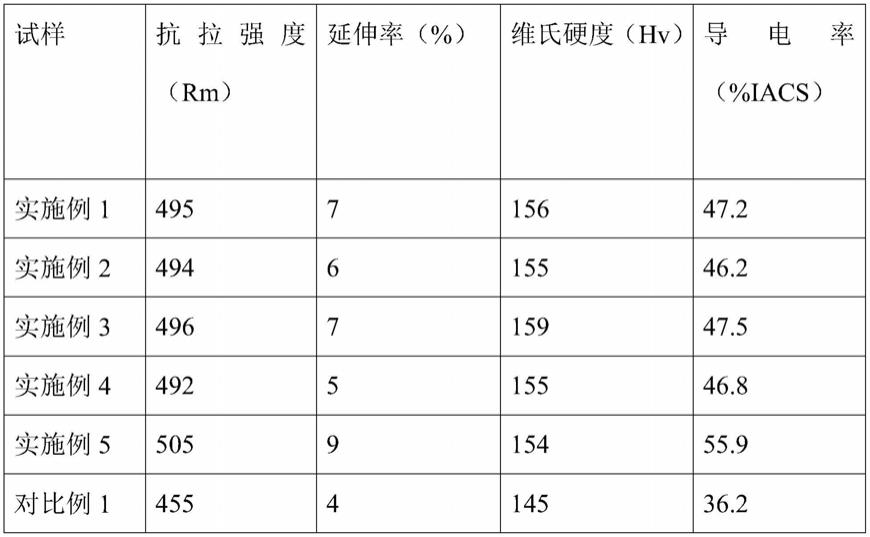
119.对上述实施例和对比例进行下述测试,测试值见表9。
120.表9实施例和对比例的实验测试值
[0121][0122][0123]
从上述表中可以看出,实施例的性能优于对比例,可能的原因主要是:通过对比例1的分析可知,由于在第一冷却区加入与含有金属ag纤维的合金粉末,一方面,当这些合金粉末加入合金熔体时,这些合金粉末的加入犹如众多的小冷铁均匀分布在熔体中,使整个熔体得到强烈的冷却,同时形成大量的晶核,并以很大的速度成长,形核率大于生长率,使得合金晶粒细化,提高材料性能,另一方面(与对比例3分析可知),合金粉末中加入导电ag纤维,能够进一步提高其电导率,并且结合水平拉铸工艺的推拉过程,使得导电纤维能够沿着加工方向伸展,并且更加有序,分布更加均匀,因此,导电纤维的最终结构形态也能一定
程度上增加机械强度;对比例2的分析可知,主要是由于在水平连铸时施加电磁场,由于电磁力的强迫对流效果,使得熔体温度场均匀,增加熔体同时大量形核的倾向,使铸坯凝固组织细化;另外流动熔体可能打碎正在生长着的树枝晶,使之成为新的结晶核心,从而改善了铸坯的凝固组织,晶粒的细化,提高了材料的性能。和对比例4对比分析,可知,本实施例的磷青铜合金保证强度的情况下,大大提高了导电率。
[0124]
在不出现冲突的前提下,本领域技术人员可以将上述附加技术特征自由组合以及叠加使用。
[0125]
以上所述仅为本发明的优选实施方式,只要以基本相同手段实现本发明目的的技术方案都属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1