直角棱镜高精度磨边工艺及其装置的制作方法
1.本发明涉及打磨技术领域,具体为直角棱镜高精度磨边工艺及其装置。
背景技术:
2.直角棱镜通常用来转折光路或者将光学系统所成的像偏转90
°
。根据棱镜的方位不同,成像可为左右一致而上下颠倒与左右不一上下一致。直角棱镜也可用于合像、光束偏移等应用。
3.直角棱镜不仅对其镜面进行打磨,也需要对棱边进行打磨,降低棱边的尖锐。避免发生磕碰时,造成应力集中,使得棱镜的边缘发生破损,也避免棱边过于锋利,造成伤害。而传统的打磨方式为人工逐个棱边进行打磨,打磨的效率低。
4.专利主题为“一种直角棱镜磨边工艺”,申请号为“cn202011067109.9”,其打磨方式为,将直角棱镜批量固定在平板上,接着使用铣磨轮进行操作。该方式,每次打磨的棱边数量少,进行其它棱边的打磨时,需要重新布置直角棱镜,反复固定直角棱镜,造成打磨效率低。同时未对斜面进行防护。
技术实现要素:
5.(1)解决的技术问题
6.针对现有技术的不足,本发明提供了直角棱镜高精度磨边工艺及其装置,解决了直角棱镜打磨效率低,且直角棱镜的斜面未进行保护的问题。
7.(2)技术方案
8.为实现以上目的,本发明通过以下技术方案予以实现:直角棱镜高精度磨边工艺,包括以下步骤:
9.步骤一:将两个相同规格的直角棱镜以斜面接触胶合,形成一个长方体,所采用的胶水为硅酮胶;
10.步骤二:对长方体同一方向的四条棱边同时打磨,直至长方体十二条棱边打磨完毕;
11.步骤三:使用有机溶剂浸泡长方体,使得长方体分离;
12.步骤四:对直角棱镜斜面的四条边进行打磨。
13.优选的,所述步骤三中使用的有机溶剂为香蕉水。
14.直角棱镜高精度磨边装置,包括外壳,所述外壳的内部设置有四个打磨机构,位于底部两个所述打磨机构和外壳内壁滑动配合,位于底部所述打磨机构的侧壁固定连接有支撑柱,位于上部所述打磨机构的侧壁固定连接有滑块,所述滑块套接在支撑柱上,且滑块和支撑柱滑动配合;
15.所述打磨机构包括固定架,所述固定架的正面剖视轮廓为“l”形,所述固定架上设置有滑槽,所述固定架的内部设置有两个驱动电机,所述驱动电机的两端延伸设置有电机轴,且电机轴滑动设置于滑槽,两个所述驱动电机的侧壁套接有砂带,所述外壳的中部设置
有放置台,四个所述打磨机构上的砂带均朝向放置台。
16.优选的,所述支撑柱上设置有一段变径段,所述滑块滑动配合于变径段,所述变径段上套接有第二弹簧,所述第二弹簧的一端作用于支撑柱上,所述第二弹簧的另一端抵住滑块。
17.优选的,所述支撑柱的一侧设置有第一弹簧,所述第一弹簧的一端抵住支撑柱的中部侧壁,所述第一弹簧的另一端抵住外壳的内壁。
18.优选的,所述滑槽的内部设置有第三弹簧,所述第三弹簧的一端抵住电机轴,所述第三弹簧的另一端抵住滑槽内壁。
19.(3)有益效果
20.本发明提供了直角棱镜高精度磨边工艺及其装置。具备以下有益效果:
21.1、本发明,两两胶合形成长方体的对称式结构,不仅可以对斜面进行保护,同时打磨时可以对四条棱边进行打磨,提高打磨效率。
22.2、本发明,涉及的打磨装置,可以适合不同截面尺寸工件进行棱边打磨,同时工件是贯穿打磨装置的方式进行打磨,可实现工件连续进行打磨,提高打磨效率。
附图说明
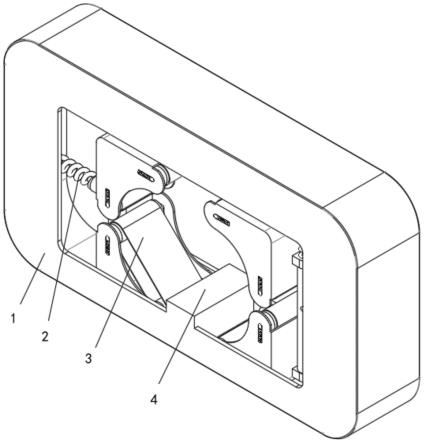
23.图1为本发明磨边装置的立体示意图;
24.图2为本发明磨边装置的正面示意图;
25.图3为本发磨边装置的打磨机构爆炸示意图。
26.其中,1、外壳;2、第一弹簧;3、打磨机构;4、放置台;5、支撑柱;6、滑块;7、第二弹簧;8、固定架;9、第三弹簧;10、滑槽;11、驱动电机;12、砂带。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.实施例一:
29.本发明实施例提供直角棱镜高精度磨边工艺,包括以下步骤:
30.步骤一:将两个相同规格的直角棱镜以斜面接触胶合,形成一个长方体,直角棱镜具有九条棱边,并且斜面的面积最大,传统手工打磨过中,需要不断翻动直角棱镜对每一个棱边逐个打磨,不仅效率低,斜面还极易受到损伤,故直角棱镜两两结构的方式,将斜面隐藏,对其保护,并且所成的长方体为对称结构,易于控制打磨,提高打磨效率,所采用的胶水为硅酮胶,硅酮胶又称玻璃胶,可溶解于有机溶剂,可以在打磨后,将长方体分离成两个直角棱镜。
31.步骤二:对长方体同一方向的四条棱边同时打磨,即一次可进行四条棱边打磨,直至长方体十二条棱边打磨完毕,十二条棱边仅需重复打磨三次,效率上大大提高。
32.步骤三:使用有机溶剂浸泡长方体,使得长方体分离,使用的有机溶剂为香蕉水,使得硅酮胶溶解在有机溶剂中,使得两个直角棱镜分离,进行下一步操作时,需要将之间棱
镜清洗处理,去除残胶。
33.步骤四:对直角棱镜斜面的四条边进行打磨,使用步骤同样的打磨方式,一次可以打磨两个方向的棱边,故可以两次可打磨完毕,打磨总数只有五次,相较于逐个棱边打磨的方式,其打磨的效率大大提高。
34.实施例二:
35.如图1-3所示,直角棱镜高精度磨边装置,包括外壳1,外壳1的内部设置有四个打磨机构3,四个打磨机构3分别在同一时间内打磨四条棱边,位于底部两个打磨机构3和外壳1内壁滑动配合,根据所打磨的工件宽度进行设置,此处为长方体组合结构的直角棱镜,位于底部打磨机构3的侧壁固定连接有支撑柱5,位于上部打磨机构3的侧壁固定连接有滑块6,滑块6套接在支撑柱5上,且滑块6和支撑柱5滑动配合,即上部的打磨机构3可相对底部的打磨机构3发生位移,适用于工件的高度,即四个打磨机构3具有两个自由度,适合不同截面尺寸的工件进行打磨处理。
36.打磨机构3包括固定架8,固定架8的正面剖视轮廓为“l”形,固定架8上设置有滑槽10,固定架8的内部设置有两个驱动电机11,为驱动部件,为打磨提供动力,同时双驱动电机11的设置,可以提高打磨的动力,若损坏一个,装置仍能够运行,不至于等待维修过程中,停止工件的打磨,驱动电机11的两端延伸设置有电机轴,且电机轴滑动设置于滑槽10,即电机轴和固定架8不发生转动,两个驱动电机11的侧壁套接有砂带12,该驱动电机11的转子在外部,而定子在内部,其工作原理的形式和轮毂电机一致,外壳1的中部设置有放置台4,四个打磨机构3上的砂带12均朝向放置台4,可将工件置于放置台4上打磨,或者使用相应的工装固定工件,并且是使用机械手,将工装沿着放置台4的上端移动,过程中,砂带12和工件移动方向的四条棱边接触,实现打磨处理。
37.支撑柱5上设置有一段变径段,滑块6滑动配合于变径段,变径段上套接有第二弹簧7,第二弹簧7的一端作用于支撑柱5上,第二弹簧7的另一端抵住滑块6,在第二弹簧7的作用下,位于上部的打磨机构3趋向底部打磨机构3运动,当工件进行打磨,可以根据工件的尺寸适应性调节,同时可将第二弹簧7的结构替换成电动缸,电动缸固定在支撑柱5上,电动缸的输出端和上部的打磨机构3固定连接,通过控制电动缸,控制上部的打磨机构3和底部打磨机构3之间距离。
38.支撑柱5的一侧设置有第一弹簧2,第一弹簧2的一端抵住支撑柱5的中部侧壁,第一弹簧2的另一端抵住外壳1的内壁,同理,设置的第一弹簧2用于改变两侧的打磨机构3的距离,也可将第一弹簧2更换成电动缸,电动缸固定于外壳1的内壁,电动缸的输出端和支撑柱5的侧壁固定连接。
39.滑槽10的内部设置有第三弹簧9,第三弹簧9的一端抵住电机轴,第三弹簧9的另一端抵住滑槽10内壁,第三弹簧9的作用是改变两个驱动电机11之间的相对位置,控制砂带12的张紧,当时棱边和砂带12接触时,其砂带12的张力发生改变,若未设置第三弹簧9,张力过大,使得驱动电机11的摩擦力增大,驱动电机11的转速降低,反而降低打磨的效率,同时驱动电机11发热激增,严重情况烧坏驱动电机11。
40.进行工件的打磨时,还是有磨削液供给的装置,此处未在图中示出。
41.上述中,提出的电动缸为线性驱动原件,可以替换其他的线性驱动原件,如气压缸、丝杠副等。
42.工作原理:使用时,启动驱动电机11,砂带12动作,接着将工件至于放置台4上穿过装置,过程中工件移动方向的棱边和砂带12接触,实现棱边的打磨操作。
43.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1