一种脉冲电场和磁场辅助超声滚压强化装置及方法
1.本发明属于金属加工领域,更具体地,涉及一种脉冲电场和磁场辅助超声滚压强化装置及方法。
背景技术:
2.许多机械设备需要在较为恶劣的工况下工作,因此要求零部件具有更高的耐腐蚀性、耐磨性和极高的抗疲劳特性。金属材料的残余应力和硬度对其疲劳性能有着重要的影响。其中,残余压应力可以抑制裂纹的产生,闭合微裂纹,延缓疲劳裂纹扩展,从而最大限度地减少失效。超声滚压是一种新兴的表面强化技术,可以提高金属材料的表面硬度,形成残余压应力层,显著降低材料的表面粗糙度。
3.现有超声滚压强化方法存在一定的不足:一方面,对金属材料的硬度提升有限,另一方面,引入的残余压应力层深度较浅,在提升金属材料的机械性能方面还有很大的提升空间。此外,对于一些高硬度的材料,由于其难以塑性变形,超声滚压的效果也并不是十分理想,单单靠超声滚压技术无法达到预期目的。因此,需要寻求更完善的超声滚压表面强化方法。
4.申请号为201410442263.8,名称为:电致塑性与超声滚压耦合进行金属材料表面强化处理方法,该专利公开了一种电致塑性与超声滚压耦合进行金属材料表面强化处理的方法。施加脉冲电流到金属工件的加工区,借助脉冲电流的电致塑性效应、趋肤效应和热效应使加工区表层的塑性变形抗力适当减小;同时,由超声滚压装置对加工区的表层进行超声冲击滚压,使表层产生剧烈塑性变形,导致位错密度增大晶粒细化形成强化层。该方法侧重于方法的提出,并未对装置进行具体设计。
5.申请号为202110047754.2,名称为:对金属工件施加多重物理场并辅助超声滚压的表面强化装置及方法,该专利提供了一种对金属工件施加多重物理场并辅助超声滚压的表面强化装置及方法,包括脉冲电场、脉冲磁场等多种物理场耦合辅助超声滚压。该专利通过在试样加工区放置电极给试样施加电场,但在试样加工区放置电极,会一定程度影响加工,电极与试样压的太紧,会损伤试样加工区表面;若压的过松,电极与试样接触不好,又容易发生电打火,同样会损伤试样加工区表面,并且该装置电极随着超声加工在试样表面滑动,若试样表面不平,或存在曲率变化,则更容易出现接触不良。该专利使用了亥姆霍兹线圈装置施加电磁场,但是磁场的作用区域仅限于两线圈之间,这限制了超声滚压的加工区域以及工件尺寸。
6.申请号为202011438452.x,名称为脉冲电流辅助超声滚压表面强化装置及方法,该专利公开了一种脉冲电流辅助超声滚压表面强化装置及方法。该专利通过在夹持试样的卡盘上放置电刷给试样通电,但这会不可避免的造成电刷材料的损耗,另一方面,电流通过卡盘再间接施加到试样上,也容易出现电路接触不好的问题,整体电阻增大也容易引起温升,温升过大,会发生热变形。
技术实现要素:
7.针对现有技术的以上缺陷或改进需求,本发明提供了一种脉冲电场和磁场辅助超声滚压强化装置及方法,其目的在于,在脉冲电场和磁场的共同作用下,对金属工件进行超声滚压强化,以产生更大幅度的塑形变形,进一步提高材料的材料硬度,并产生更深的残余应力影响层。
8.为实现上述目的,按照本发明的一方面,提出了一种脉冲电场和磁场辅助超声滚压强化装置,包括支撑组件、绝缘夹具、脉冲电场系统、磁场系统和超声系统,其中:
9.所述支撑组件包括卡盘和顶针,所述绝缘夹具安装在所述卡盘中;金属工件一端被绝缘夹具夹持,另一端由顶针支撑;
10.所述脉冲电场系统包括脉冲电源、帽式电滑环和pcb板式分体电滑环,所述帽式电滑环安装在卡盘内,其一端连接所述脉冲电源,另一端连接金属工件;所述pcb板式分体电滑环套设安装在金属工件的非加工区域,其包括左滑环板和右滑环板;所述左滑环板与金属工件通过紧定螺钉固定,所述右滑环板通过pcb板与左滑环板连接,且不随金属工件旋转;
11.所述磁场系统用于给金属工件施加磁场;所述超声系统用于对金属工件进行超声滚压强化。
12.作为进一步优选的,还包括滑轨组件,其包括纵向滑轨和横向滑轨,其中,所述横向滑轨沿金属工件轴向布置,所述纵向滑轨垂直活动安装在所述横向滑轨上;所述超声系统滑动安装在纵向滑轨上,所述磁场系统固定在纵向滑轨端部。
13.作为进一步优选的,所述磁场系统包括线圈、线圈支架和励磁电源,所述励磁电源与线圈相连,所述线圈缠绕在线圈支架上,且线圈环绕在金属工件的加工区处;所述线圈支架固定在纵向滑轨上。
14.作为进一步优选的,所述磁场系统包括永磁体和线圈支架,所述永磁体安装在线圈支架上,且永磁体环绕在金属工件的加工区处;所述线圈支架固定在纵向滑轨上。
15.作为进一步优选的,所述顶针采用陶瓷材料制成。
16.作为进一步优选的,所述绝缘夹具包括绝缘套筒和金属夹持件,其中,所述绝缘套筒安装在卡盘中,所述金属夹持件活动安装在所述绝缘套筒内。
17.作为进一步优选的,所述绝缘套筒内为阶梯孔,阶梯孔中直径较小段内设有内螺纹;所述金属夹持件具有韧性,其包括头部和尾部,所述头部为数块分割开来且具有一定坡度的夹持叶片,夹持叶片底部开有圆孔;所述尾部为圆柱,该圆柱面上有外螺纹,通过该外螺纹与内螺纹相配合,以及阶梯孔中直径较大段对夹持叶片的挤压,实现对金属工件的夹紧和松开。
18.作为进一步优选的,所述金属夹持件的端面上开有内六角孔,便于实现绝缘套筒和金属夹持件的螺纹旋转配合;
19.作为进一步优选的,所述内六角孔底还开有螺纹孔,用于连接帽式电滑环输出的导线,以对金属工件进行通电。
20.按照本发明的另一方面,提供了一种脉冲电场和磁场辅助超声滚压强化方法,其采用上述装置实现,包括如下步骤:
21.s1、将金属工件安装在支撑组件、绝缘夹具上;
22.s2、启动脉冲电源,电流通过pcb板从右滑环板流经左滑环板最终施加给金属工件,与帽式电滑环端形成电流回路,从而对金属工件加工区施加脉冲电流场;
23.s3、启动磁场系统,对金属工件加工区施加磁场;
24.s4、通过卡盘带动金属工件旋转;
25.s5、启动超声系统,在脉冲电场和磁场的同时辅助下对金属工件的加工区进行超声滚压强化。
26.总体而言,通过本发明所构思的以上技术方案与现有技术相比,主要具备以下的技术优点:
27.1.基于现有超声滚压技术的不完善,本发明将电致塑性和磁致塑性效应与该技术结合,通过对金属工件同时施加脉冲电场和磁场,材料的塑形将显著提升,再同步对金属工件进行超声滚压处理,便可在一定程度上克服超声滚压技术的局限性,进一步提高材料的材料硬度,并产生更深的残余应力影响层。
28.2.本发明的脉冲电流通过帽式电滑环和pcb板式分体电滑环配合施加在工件上,电流更集中,温升区域更小,可靠性更好;且电滑环套设在工件非加工区,不会对超声滚压造成干扰,实现电场、磁场、超声的配合。
29.3.本发明通过对横纵滑轨的设计,使得磁场系统可随超声加工头同步运动,磁场覆盖范围更广,可加工区域更大。
30.4.金属工件一端通过绝缘夹具绝缘,另一端采用绝缘顶针,使得绝缘区域更小,绝缘更可靠。同时对金属夹持件的结构进行了设计:金属夹持件头部为多块分割开来且具有一定坡度的夹持叶片,叶片底部开有小圆孔,避免叶片变形时产生局部应力集中;同时尾部圆柱面上有一定长度的外螺纹,通过旋转内部机构与外部的绝缘套筒相配合,从而使夹持机构实现夹紧和松开金属工件,使得夹持更加灵活。
附图说明
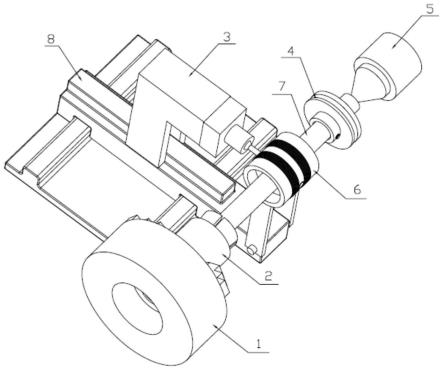
31.图1为本发明实施例脉冲电场和磁场辅助超声滚压强化装置结构示意图;
32.图2为本发明实施例脉冲电场和磁场辅助超声滚压强化装置剖视图;
33.图3为本发明实施例磁场系统第一种结构形式示意图;
34.图4为本发明实施例超声系统结构示意图;
35.图5为本发明实施例绝缘夹具未夹持自然状态剖视图;
36.图6为本发明实施例金属夹持件结构示意图;
37.图7为本发明实施例绝缘套筒结构示意图;
38.图8为本发明实施例磁场系统第二种结构形式示意图,其中,(a)为正视图,(b)为侧视图;
39.图9为本发明实施例脉冲电磁场耦合的金属表面强化装置示意图;
40.图10为本发明实施例磁场系统第三种结构形式示意图。
41.在所有附图中,相同的附图标记用来表示相同的元件或结构,其中:1-卡盘,2-绝缘夹具,21-绝缘套筒,22-金属夹持件,3-超声系统,31-工具头,32-底座,4-pcb板式分体电滑环,41-左滑环板,42-右滑环板,43-紧定螺钉,5-顶针,6-磁场系统,61-线圈,62-线圈支架,63-s极永磁体,64-n极永磁体,65-线圈支架,66-第一线圈绕组,67-第二线圈绕组,7-金
属工件,8-滑轨组件,81-纵向滑轨,82-横向滑轨。
具体实施方式
42.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
43.本发明实施例提供的一种脉冲电场和磁场辅助超声滚压强化装置,如图1和图2所示,包括支撑组件、绝缘夹具2、滑轨组件8、超声系统3、脉冲电场系统和磁场系统6,其中:
44.所述支撑组件包括卡盘1、顶针5和其他未表示部分(车床或铣床等)。所述绝缘夹具2包括绝缘套筒21和金属夹持件22,具体的,外部是绝缘套筒21,将工件与机床隔离开来,从而达到绝缘的目的,套筒内部设有一定长度的内螺纹,用于与内部的金属夹持件相连;所述金属工件7一端被绝缘夹具2夹持,一端通过顶针孔被顶针5支撑住。
45.所述滑轨组件8包括纵向滑轨81和横向滑轨82,如图4所示,所述横向滑轨82沿金属工件轴向布置,所述纵向滑轨81垂直活动安装在所述横向滑轨82上;所述超声系统滑动安装在纵向滑轨81上,所述磁场系统固定在纵向滑轨81端部。
46.所述脉冲电场系统包括脉冲电源(图中未表示)、帽式电滑环(图中未表示)和pcb板式分体电滑环4,脉冲电源通过帽式电滑环和pcb板式分体电滑环给工件施加脉冲电场。
47.具体的,所述帽式电滑环安装在支撑组件内部,通过绝缘套筒实现与机床的相对固定,其一端通过导线与脉冲电源电极相连,另一端通过导线与金属夹持件内的螺纹孔相连,电流从帽式电滑环流经金属夹持件最终施加给金属工件。所述pcb板式分体电滑环包括左滑环板41、右滑环板42和紧定螺钉43,所述左滑环板通过紧定螺钉与金属工件固定,随金属工件同步旋转,所述右滑环板与所述左滑环板通过pcb板连接,所述右滑环板不随工件旋转,并通过导线与脉冲电源电极相连,电流通过pcb板从右滑环板流经左滑环板最终施加给金属工件,与帽式电滑环端形成电流回路。
48.所述磁场系统6固定在纵向滑轨81端部,进而通过横向滑轨82随超声系统3同步沿工件轴向移动,而不随超声系统3纵向移动。
49.具体的,磁场系统6可为以下三种形式:
50.(1)磁场系统6包括线圈61、线圈支架62和励磁电源(图中未表示),如图3所示,所述励磁电源与线圈61相连,线圈支架62上部为空心圆筒,空心圆筒套设在工件外,线圈支架下部固定在纵向滑轨81上;线圈61缠绕在线圈支架62的空心圆筒外侧。励磁电源输出励磁电流,流经线圈产生径向或其他方向的脉冲磁场,作用于金属工件。所述脉冲磁场的加载方向可通过调整励磁电源的通电方向改变,所述脉冲磁场的大小可以通过调整励磁电源参数实现。
51.(2)磁场系统还可以采用永磁体生成恒定磁场,如图8所示,磁场系统6包括线圈支架62、s极永磁体63和n极永磁体64,线圈支架62上部为空心圆筒,空心圆筒套设在工件外,线圈支架下部固定在纵向滑轨81上;s极永磁体63和n极永磁体64安装在空心圆筒内,磁场方向沿着ns磁极方向,永磁体阵列可以产生稳定、恒定数值的径向磁场。
52.(3)磁场系统6包括线圈支架65、第一线圈绕组66和第二线圈绕组67,如图9和图10
所示,线圈支架65为圆环状,且内部设有凸起,线圈支架65套设在工件外,且下端固定在纵向滑轨81上;第一线圈绕组66、第二线圈绕组67缠绕在线圈支架65的内部凸起上。
53.所述超声系统3通过电机驱动,可沿纵向滑轨和横向滑轨移动;其包括底座32和固定在底座32上的工具头31,超声系统3沿金属工件7径向移动,进而工具头31可穿过线圈支架上的圆孔,并压入金属工件7表面,然后沿轴向移动对金属工件加工区进行超声滚压强化。
54.进一步的,所述绝缘套筒21内为阶梯孔,如图7所示,阶梯孔中头部直径较大,尾部直径较小,直径较小段内设有一定长度的内螺纹。所述金属夹持件22具有良好的韧性,如图6所示,其头部为四块分割开来的具有一定坡度的夹持叶片(头大尾小),叶片底部开有小圆孔,以避免叶片变形时产生局部应力集中;尾部圆柱面上有一定长度的外螺纹,该外螺纹与绝缘套筒上的内螺纹配合,则旋转金属夹持件时,金属夹持件与绝缘套筒相对移动,进而绝缘套筒头部对夹持叶片产生挤压/放松,从而使夹持机构实现夹紧和松开金属工件。绝缘夹具未夹持试样的自然状态如图5所示。
55.更进一步的,所述金属夹持件22尾部的端面上还开有一个内六角孔,便于实现绝缘套筒21和金属夹持件22的内外螺纹旋转配合;在金属夹持件底部的内六角孔底还开有一个螺纹孔,用于连接帽式电滑环输出的导线,达到对工件进行通电的目的。
56.进一步的,所述机床的顶针用陶瓷或其他抗压性能良好的绝缘材料制成,从而实现对工件进行绝缘的目的。
57.工作时,将金属工件放入绝缘夹具的金属夹持件中,通过内六角扳手拧动金属夹持件底部的内六角孔,将金属夹持件往绝缘套筒深处旋转,夹紧金属工件;然后将帽式电滑环输出的导线连在金属夹持件底部的螺纹孔内,通过螺栓固定;再将带有绝缘夹具的金属工件置于磁场系统中,并夹在支撑组件的卡盘上,将已通过导线和脉冲电源电极相连的pcb板式分体电滑环安装在金属工件另一端的非加工区域,然后将顶针顶入金属工件的顶针孔;电机驱动超声系统带动磁场系统通过横向滑轨沿金属工件轴向移动到加工区域的起点,然后再驱动超声系统通过纵向滑轨沿金属工件径向移动,直到超声工具头压入表面合适位置;启动脉冲电源,对金属工件施加脉冲电场,启动励磁电源,对金属工件施加脉冲磁场,启动支撑组件和超声滚压系统,支撑组件带动金属工件旋转,超声滚压系统对金属工件表面进行超声滚压强化,并以合适的进给率沿着金属工件轴向移动,直至加工区域的终点;加工完成后,关闭支撑组件和超声滚压系统,将超声工具头沿工件径向移出,关闭脉冲电源和励磁电源,取下金属工件。
58.一种脉冲电场和磁场辅助超声滚压强化的方法,包括以下步骤:
59.s1、安装金属工件;
60.s2、启动脉冲电源,选择合适的参数,对金属工件加工区施加脉冲电流场,利用脉冲电流的电致塑性,集肤效应,提高金属工件的可加工性;
61.s3、启动励磁电源,选择合适参数,对金属工件加工区施加脉冲电磁场,利用磁致塑性效应进一步提高金属工件的可加工性;
62.s4、启动支撑组件,带动金属工件旋转;
63.s5、启动超声滚压系统,选择合适的参数,在脉冲电场和磁场的同时辅助下对金属工件的加工区进行超声滚压强化;
64.s6、加工完成后,关闭支撑组件和超声滚压系统,关闭脉冲电源和励磁电源,卸载脉冲电场和磁场;
65.s7、松开绝缘夹具,取下金属工件。
66.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1