偏心底电炉氧枪布置结构的制作方法
1.本发明涉及钢铁冶炼技术领域,尤其是涉及一种偏心底电炉氧枪布置结构。
背景技术:
2.目前,偏心底电炉被国内外炼钢企业广泛采用,与传统电炉相比,偏心底电炉出钢温度低,减少了电炉能耗;可实现留钢留渣操作,为提前进行冶金反应创造条件,缩短了冶炼时间;可实现无渣出钢,为炉外精炼提供优质钢液。但是因为偏心底电炉的偏心区距离电极较远,容易形成冷区,一方面偏心区废钢熔化慢,延长冶炼时间和增加能耗,另一方面偏心区温度低,降低出钢自开率,烧氧频繁,增加劳动强度和辅助时间。
3.为消除偏心区冷区,一种方法是在偏心区水冷板上安装一把氧燃枪来加快废钢熔化和增强熔池搅拌,但是由于偏心区水冷板与钢液面平行且距离短,吹氧过程中极易粘钢粘渣,导致水冷板挂料,水冷板漏水,氧枪反火烧损等问题时常发生,增加热停工时间,使用效果不佳。专利cn201920187192.x公开了一种电炉氧枪布置结构,其通过取消偏心区氧枪,将全部氧枪布置在电炉炉体上,解决了偏心区水冷盖板及水冷块漏水问题,同时具有消除炉内冷区的作用。该方法取消偏心区氧枪,降低了偏心区钢液的搅拌强度,氧枪对中布置使钢液只能在小范围扰动,区域间对流较弱,因此该方法只能消除电炉主体范围内的冷区,对偏心区冷区作用不大。
4.因此,如何提供一种偏心底电炉氧枪布置结构,能够起到缩小偏心区冷区面积甚至消除偏心区冷区,有效提高偏心底电炉的脱碳效率和生产效率,是本领域技术人员亟待解决的问题。
技术实现要素:
5.本发明的目的在于提供偏心底电炉氧枪布置结构,以解决现有技术中存在的偏心底电炉的偏心区内存在较大面积的冷区的问题。本发明提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
6.为实现上述目的,本发明提供了以下技术方案:
7.本发明提供的偏心底电炉氧枪布置结构,包括:
8.炉体,所述炉体为偏心结构,其一侧设有偏心区;
9.氧枪,所述氧枪布置在所述炉体的内侧壁上并指向所述炉体内部;所述氧枪的数量为四个且四个所述氧枪两两一组分布于所述炉体中轴线的两侧;
10.至少一个所述氧枪的射流方向指向所述炉体中心与所述偏心区之间。
11.由于存在一个氧枪的射流方向直接指向炉体中心和偏心区之间,因此该氧枪工作时能够同时带动位于炉体中心和位于偏心区内的钢液(即熔融液体)流动,从而提高不同区域之间钢液的对流强度,帮助解决位于炉体的偏心区内钢液温度偏低、废钢熔化较慢、出钢时钢孔不自开等问题。
12.在上述技术方案的基础上,本发明还可以做如下改进。
13.作为本发明的进一步改进,所述氧枪分别为第一氧枪、第二氧枪、第三氧枪和第四氧枪,其中所述第四氧枪指向所述炉体中心与所述偏心区之间。
14.此时第四氧枪布置于炉体内靠近偏心区的位置上。
15.作为本发明的进一步改进,所有的所述氧枪均相对于安装位置朝向顺时针方向偏转。
16.均朝向顺时针方向偏转的所述氧枪在工作时,其喷射出的氧气作为该炉体内熔池旋转的动力源,能够推动位于炉体内的钢液沿逆时针方向流动从而在炉体内形成围绕炉体中心的旋涡,从而有效提高位于不同区域内的钢液的对流强度,同时提高冶炼效率。
17.作为本发明的进一步改进:定义所述氧枪的安装位置与所述炉体的中心之间的连线为安装线;
18.所述第一氧枪的中轴线与所述第一氧枪的安装线之间的夹角为8~12
°
,和/或,所述第二氧枪的中轴线与所述第二氧枪的安装线之间的夹角为8~12
°
,和/或,所述第三氧枪的中轴线与所述第三氧枪的安装线之间的夹角为8~12
°
;所述第四氧枪的中轴线与所述第四氧枪的安装线之间的夹角为28~32
°
。
19.作为本发明的进一步改进,所述第一氧枪的中轴线与所述第一氧枪的安装线之间的夹角为10
°
,所述第二氧枪的中轴线与所述第二氧枪的安装线之间的夹角为10
°
,所述第三氧枪的中轴线与所述第三氧枪的安装线之间的夹角为10
°
,所述第四氧枪的中轴线与所述第四氧枪的安装线之间的夹角为30
°
。
20.作为本发明的进一步改进,所述第一氧枪的安装线与所述炉体的中轴线之间的夹角为37~63
°
;和/或,所述第二氧枪的安装线与所述炉体的中轴线之间的夹角为37~63
°
;和/或,所述第三氧枪的安装线与所述电炉的中轴线之间的夹角为39~65
°
;所述第四氧枪的安装线与所述炉体的中轴线之间的夹角为52~78
°
。
21.上述安装布置使得第四氧枪作为熔池旋转的主要动力源,不仅可以帮助提高该炉体的冶炼效率,同时还能够有效促进炉体中心和偏心区内的钢液对流,避免在偏心区内形成冷区。
22.作为本发明的进一步改进,所述第一氧枪、所述第二氧枪和所述第三氧枪与所述炉体的侧壁之间的夹角为40~45
°
;所述第四氧枪与所述炉体的侧壁之间的夹角为45~50
°
。
23.作为本发明的进一步改进,所述第一氧枪、所述第二氧枪和所述第三氧枪的枪口与位于所述炉体内的钢液面之间的间距为400~600mm;
24.所述第四氧枪的枪口与位于所述炉体内的钢液面之间的间距为500~600mm。
25.当氧枪与炉体内的钢液面的距离过近时,会影响氧枪的工作效率,过远时则会导致落点偏远、引起钢液和炉渣飞溅,同时也影响氧枪的动力;当氧枪与炉壁之间的夹角偏小时,氧枪工作会侵蚀炉体耐材,对炉壁造成一定的损伤,夹角过大时则会影响氧枪的正常使用。
26.作为本发明的进一步改进,当位于所述炉体内的废钢融化超过80%后,所述第四氧枪的氧气流量不低于最大流量的80%。
27.上述第四氧枪作为熔池旋转的主要动力源,需要保证其具有足够的氧气流量,以确保冶炼过程中的搅拌强度。同时其余三个氧枪内的氧气流量可以根据钢种以及炉体内的
实时情况进行灵活调整。
28.作为本发明的进一步改进,所述氧枪为超音速集束氧燃枪。该类氧燃枪与传统的氧燃枪相比,其喷射口的喷射速度较高,相同的安装条件下可以使其射出的射流保持相对较长的喷射距离,保证射流衰减最少,从而达到较好的搅拌效果。
29.相比于现有技术,本发明较佳的实施方式提供的偏心底电炉氧枪布置结构能够在不增加设备的条件下,通过调整氧枪的安装位置、安装角度、安装高度以及射流强度等使得炉体内能够形成一绕炉体中心转动的旋涡,从而有效提高炉体内不同区域之间的对流强度,有效解决传统的偏心底电炉的偏心区内存在冷区的问题;同时,通过上述旋涡结构还解决了传统的电炉废钢熔化慢、出钢时出钢孔不自开等问题。
附图说明
30.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
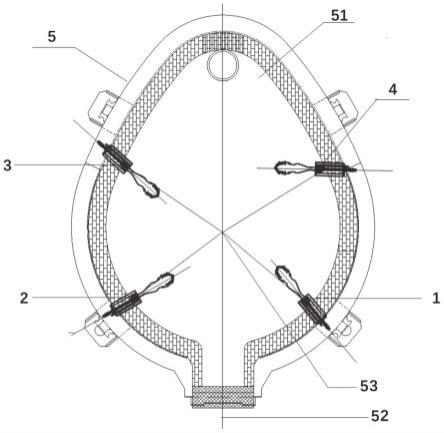
31.图1是本发明偏心底电炉氧枪布置结构的布置示意图;
32.图2是本发明偏心底电炉氧枪布置结构中氧枪的安装示意图。
33.图中:1、第一氧枪;2、第二氧枪;3、第三氧枪;4、第四氧枪;5、炉体;51、偏心区;52、中轴线;53、中心;6、钢液面。
具体实施方式
34.为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
35.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
36.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可视具体情况理解上述术语在本发明中的具体含义。
37.附图1是本发明偏心底电炉氧枪布置结构的布置示意图;该图展示了电炉的剖面结构,可以看到,炉体整体呈左右对称结构,其中部设置有贯穿炉体和偏心区的中轴线,炉体的下半部分呈类似扇形的结构,该扇形结构的圆点即为炉体中心;上述四个氧枪两两一组分别布置在炉体的左右两侧,图中氧枪的安装位置与炉体的中心之间的连线即为对应氧
枪的安装线,可以看到,氧枪的中轴线与氧枪的安装线之间存在夹角,也就是说,所有的氧枪均相对于安装位置顺时针偏转一定的角度,其中第四氧枪的偏转角度最大并指向炉体中心和偏心区之间。
38.图2是本发明偏心底电炉氧枪布置结构中氧枪的安装示意图;可以知道,上述氧枪均安装在炉体的侧壁上且氧枪与炉体侧壁之间存在一定的夹角,同时,氧枪的下端与炉体内的钢液面之间也存在一定的间距。
39.下面结合附图对本发明的技术方案进行具体说明。
40.如图1-2所示,本发明提供了一种偏心底电炉氧枪布置结构,包括炉体5和设置在炉体5内壁上的氧枪,其中炉体5为偏心结构,其一侧设置有偏心区51,另外,该炉体5为左右对称结构,氧枪的数量为四个且所有的氧枪均位于炉体5的内侧壁上并指向炉体5内部。为了保证炉体5内的温度,上述氧枪两两一组分别位于该炉体5的左右两侧。
41.上述氧枪的结构相同,为了方便说明,定义上述四个氧枪分别为第一氧枪1、第二氧枪2、第三氧枪3和第四氧枪4,其中第四氧枪4的射流方向指向炉体5的中心53和偏心区51之间。
42.需要注意的是,上述炉体5包括一类似圆形(也可以认为是扇形结构)的主体和偏心区51,定义上述圆形(或扇形)的圆心为炉体5的中心53,该炉体5的对称轴穿过中心53和偏心区51,此时第四氧枪4布置于炉体5侧壁靠近偏心区51的位置上。
43.由于存在一个氧枪的射流方向直接指向炉体5中心53和偏心区51之间,因此该氧枪工作时能够同时带动位于炉体5中心53和位于偏心区51内的钢液(即熔融液体)流动,从而提高不同区域之间钢液的对流强度,帮助解决位于炉体5的偏心区51内钢液温度偏低、废钢熔化较慢、出钢时钢孔不自开等问题。
44.为了更好的实现钢液对流,保证炉体5内温度均匀,设置上述所有的氧枪均朝向同一方向偏转布置。
45.具体的,在本实施例中,如图1所示,所有的氧枪均相对于安装位置朝向顺时针方向偏转。
46.均朝向顺时针方向偏转的氧枪在工作时,其喷射出的氧气作为该炉体5内熔池旋转的动力源,能够推动位于炉体5内的钢液沿逆时针方向流动从而在炉体5内形成围绕炉体5中心53的旋涡,从而有效提高位于不同区域内的钢液的对流强度,同时提高冶炼效率。
47.下面对上述氧枪的具体偏转情况进行说明。
48.为了更好的描述氧枪的偏转情况,定义氧枪的安装位置与炉体5的中心53之间的连线为安装线:第一氧枪1的中轴线52与第一氧枪1的安装线之间的夹角为8~12
°
,第二氧枪2的中轴线52与第二氧枪2的安装线之间的夹角为8~12
°
,第三氧枪3的中轴线52与第三氧枪3的安装线之间的夹角为8~12
°
;第四氧枪4的中轴线52与第四氧枪4的安装线之间的夹角为28~32
°
。
49.具体的,如图1所示,此时第一氧枪1的中轴线52与第一氧枪1的安装线之间的夹角为10
°
,第二氧枪2的中轴线52与第二氧枪2的安装线之间的夹角为10
°
,第三氧枪3的中轴线52与第三氧枪3的安装线之间的夹角为10
°
,第四氧枪4的中轴线52与第四氧枪4的安装线之间的夹角为30
°
。
50.作为可选的实施方式,第一氧枪1的安装线与炉体5的中轴线52之间的夹角为37~
63
°
;和/或,第二氧枪2的安装线与炉体5的中轴线52之间的夹角为37~63
°
;和/或,第三氧枪3的安装线与电炉的中轴线52之间的夹角为39~65
°
;第四氧枪4的安装线与炉体5的中轴线52之间的夹角为52~78
°
。
51.上述安装布置使得第四氧枪4作为熔池旋转的主要动力源,不仅可以帮助提高该炉体5的冶炼效率,同时还能够有效促进炉体5中心53和偏心区51内的钢液对流,避免在偏心区51内形成冷区。
52.具体的,如图1所示,此时第一氧枪1的安装线与炉体5的中轴线52之间的夹角为50度,第二氧枪2的安装线与炉体5的中轴线52之间的夹角为50度,第三氧枪3的安装线与炉体5的中轴线52之间的夹角为52度,第四氧枪4的安装线与炉体5的中轴线52之间的夹角为65度。
53.作为可选的实施方式,第一氧枪1、第二氧枪2和第三氧枪3与炉体5的侧壁之间的夹角为40~45
°
;第四氧枪4与炉体5的侧壁之间的夹角为45~50
°
。
54.具体的,如图2所示,此时第一氧枪1、第二氧枪2和第三氧枪3与炉体5的侧壁之间的夹角为43度,第四氧枪4与炉体5的侧壁之间的夹角为48度,上述夹角是指图2中的a。
55.作为可选的实施方式,第一氧枪1、第二氧枪2和第三氧枪3的枪口与位于炉体5内的钢液面6之间的间距为400~600mm;第四氧枪4的枪口与位于炉体5内的钢液面6之间的间距为500~600mm。
56.当氧枪与炉体5内的钢液面6的距离过近时,会影响氧枪的工作效率,过远时则会导致落点偏远、引起钢液和炉渣飞溅,同时也影响氧枪的动力;当氧枪与炉壁之间的夹角偏小时,氧枪工作会侵蚀炉体5耐材,对炉壁造成一定的损伤,夹角过大时则会影响氧枪的正常使用。
57.具体的,如图2所示,此时第一氧枪1、第二氧枪2和第三氧枪3的枪口与位于炉体5内的钢液面6之间的间距为500mm,第四氧枪4的枪口与位于炉体5内的钢液面6之间的间距为550mm;上述间距是指图2中的h。
58.作为可选的实施方式,氧枪为超音速集束氧燃枪。该类氧燃枪与传统的氧燃枪相比,其喷射口的喷射速度较高,相同的安装条件下可以使其射出的射流保持相对较长的喷射距离,保证射流衰减最少,从而达到较好的搅拌效果。
59.具体的,在本实施例中,上述四把氧枪的参数一致:其中氧枪出口处的马赫数为2.0,入口处的压力为1.1mpa,出口流量为2500nm3/h。需要注意的是,上述参数可以根据电炉的规格等信息进行适应性调整。
60.作为可选的实施方式,当位于炉体5内的废钢融化超过80%后,第四氧枪4的氧气流量不低于最大流量的80%。
61.上述第四氧枪4作为熔池旋转的主要动力源,需要保证其具有足够的氧气流量,以确保冶炼过程中的搅拌强度。同时其余三个氧枪内的氧气流量可以根据钢种以及炉体5内的实时情况进行灵活调整。
62.下面以100吨偏心底电炉冶炼螺纹钢和高碳钢为例,对上述氧枪内氧气流量的调节情况进行说明:
63.1、冶炼螺纹钢
64.冶炼开始时,先使用上述四把氧枪对废钢进行预热,此时氧气流量为500nm3/h,预
热3~5分钟后四把氧枪正式启动,此时氧气流量为1000nm3/h,2min后,氧气流量调整至最大流量2500nm3/h;当废钢熔化大于80%时,第一氧枪1、第二氧枪2和第三氧枪3的氧气流量调整至2000nm3/h,第四氧枪4流量保持2500nm3/h不变。当炉体5内的温度达到1530~1560℃后,调整第一氧枪1、第二氧枪2和第三氧枪3的氧气流量至1500nm3/h,第四氧枪4流量调整至最大流量的80%,即2000nm3/h;当温度达到1600℃后出钢,此时保持四把氧枪的氧气流量为150nm3/h,冶炼结束。
65.冶炼过程中需要根据炉内情况加入石灰和调整供电档位。
66.2、冶炼高碳钢
67.冶炼开始时,先使用上述四把氧枪对废钢进行预热,此时氧气流量为500nm3/h,预热3~5分钟后四把氧枪正式启动,此时氧气流量为1000nm3/h,2min后,调整第一氧枪1、第二氧枪2和第三氧枪3的氧气流量为1500nm3/h,第四氧枪4氧气流量调整至最大流量2500nm3/h;当废钢熔化大于80%时,第一氧枪1、第二氧枪2、第三氧枪3氧气流量保持不变,第四氧枪4的氧气流量调整至最大流量的80%,即2000nm3/h。当温度达到1530~1560℃后,调整第一氧枪1、第二氧枪2和第三氧枪3的氧气流量至1000nm3/h,第四氧枪4的氧气流量不变,即2000nm3/h,当温度达到1600℃后出钢,此时保持四把氧枪的氧气流量为150nm3/h,冶炼结束。
68.冶炼过程中需要根据炉内情况加入石灰和调整供电档位。
69.根据上述方法,可以有效提高偏心区51升温速率,加快废钢熔化速度,减少冶炼时间,提高出钢自开率。
70.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1