在线真空镀膜生产线的制作方法
1.本发明涉及镀膜领域,尤其涉及一种在线真空镀膜生产线。
背景技术:
2.真空镀膜是一种在高真空环境下,在金属、塑料等工件表面上形成具有所需特性薄膜的一种工艺方法,其被广泛应用于电子设备制造的各个领域,例如为了提高装配后的手机具有一定的防水疏水性能,可以采用等离子体增强化学气相沉积(plasma enhanced chemical vapor deposition,pecvd)对手机进行镀膜,镀膜后的手机表面的缝隙形成可保护涂层,赋予手机优良的防水疏水效果。
3.等离子体增强化学气相沉积法是真空镀膜工艺的一种,常见的做法是将工件放置在一个工件架上,再将工件架放入一个反应腔室中,反应腔内部设有电极,电极与工件之间形成一个放电回路,腔室中的工艺气体在电极的交流电场的作用下被电离形成等离子体,并沉积到工件表面进行镀膜。然而,采用上述加工方法仍存在一些问题,例如,由于腔室比较大,工件架也做的很大,工件架通常装载上百个工件,工件架满载时才能放入腔室内。然而,部分生产订单的生产量并不大,工件架并不满载,如果仍采用上述形式的加工方法会带来大量的原料和能源损耗,并不经济环保。另外,当设备出现故障或损坏时,生产则要被迫暂停,影响加工进度。
4.因此,亟需要一种生产灵活的在线真空镀膜生产线来克服上述缺陷。
技术实现要素:
5.本发明的目的在于提供一种生产灵活的在线真空镀膜生产线。
6.为实现上述目的,本发明的在线真空镀膜生产线包括上料输送机构及多个真空镀膜机,上料输送机构用于输送待加工的工件,多个真空镀膜机沿上料输送机构的输送方向排布,每个真空镀膜机独立设置,真空镀膜机包括结构本体、料架、电极、镀膜原料发生装置和真空发生装置,结构本体具有一镀膜腔室,料架和电极各安装于镀膜腔室内,料架适于承载一个工件,镀膜原料发生装置适于往镀膜腔室输送工艺气体,真空发生装置与镀膜腔室连通并用于使镀膜腔室形成真空环境。
7.较佳地,多个真空镀膜机设于上料输送机构的一侧,真空镀膜机呈并排布置。
8.较佳地,本发明的在线真空镀膜生产线还包括下料输送机构和抓取机械手,下料输送机构用于输送经镀膜后的工件,下料输送机构设于上料输送机构的另一侧,抓取机械手设于上料输送机构和下料输送机构之间,抓取机械手用于抓取上料输送机构的工件放到料架上,抓取机械手还用于抓取料架上的工件放到下料输送机构。
9.较佳地,结构本体包括结构框架和可移离地盖合于结构框架的结构盖体,镀膜腔室形成于结构框架,结构盖体设有观察窗结构,观察窗结构安装有透明材料件。
10.较佳地,真空镀膜机还包括机架和开合盖驱动器,结构框架安装于机架,开合盖驱动器安装于机架,开合盖驱动器的输出端安装于结构盖体,开合盖驱动器驱使结构盖体盖
合至结构框架和移离于结构框架。
11.较佳地,真空镀膜机还包括第一转动支架和第二转动支架,开合盖驱动器为气缸,第一转动支架的第一端铰接于机架,第二转动支架的第一端铰接于第一转动支架的第二端,结构盖体铰接于第二转动支架的第二端,气缸转动安装于机架,气缸的输出端转动安装于第一转动支架。
12.较佳地,电极沿料架的周向包围料架布置。
13.较佳地,镀膜原料发生装置包括变压器和蒸发舟,蒸发舟位于料架的正下方,变压器位于结构本体外,蒸发舟电连接于变压器。
14.较佳地,镀膜原料发生装置还包括蠕动泵,所蠕动泵的出口通过输送管与蒸发舟连通,蠕动泵的入口通过输送管与一原料瓶连通。
15.较佳地,真空发生装置包括真空泵和抽气管,结构盖体开设有安装通孔,抽气管的第一端与真空泵的出口连通,抽气管的第二端安装于安装通孔。
16.与现有技术相比,于本发明中,由于每个真空镀膜机独立控制,互不影响,因此每个真空镀膜机能单独对一个工件进行镀膜,某一个真空镀膜机的损坏并不影响其他真空镀膜机的正常工作,减少对加工进度的影响。而且,每个真空镀膜机只对一个工件进行镀膜加工,镀膜不用等待,适于应用到小批次的生产,生产灵活,能够根据客户产能进行生产配套,减少原料和能源的损耗,经济环保。而且工件只需进行简单的上下料便能进行镀膜加工,不用统一放到工件架上,减少转运。
附图说明
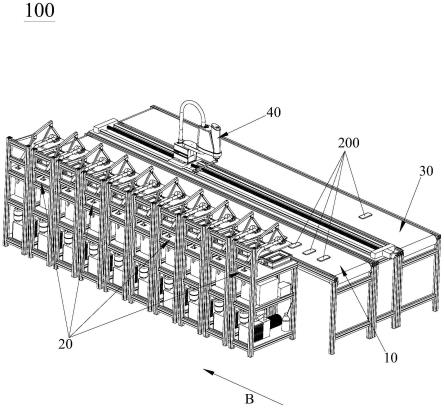
17.图1是在线真空镀膜生产线的立体图。
18.图2是图1所示的在线真空镀膜生产线处于另一角度的立体图。
19.图3是真空镀膜机的立体图。
20.图4是真空镀膜机处于另一角度时的立体图。
21.图5是真空镀膜机的左视图。
22.图6是结构本体在隐藏结构盖体后的立体图。
23.图7是图6所示的结构本体的俯视图。
24.图8是图6所示的结构本体在进一步隐藏蒸发舟后的立体图。
25.图9是沿图7中a-a线段剖切后的剖视图。
具体实施方式
26.为了详细说明本发明的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
27.如图1至图9所示,本发明的在线真空镀膜生产线100包括上料输送机构10及多个真空镀膜机20。上料输送机构10用于输送待加工的工件200。于本发明中,工件200为组装好的数码电子设备,如手机、平板电脑、电子阅读器、显示器等,但不限于此。多个真空镀膜机20沿上料输送机构10的输送方向排布,每个真空镀膜机20独立设置。即每个真空镀膜机20相互独立,互不影响。真空镀膜机20包括结构本体21、料架22、电极23、镀膜原料发生装置24和真空发生装置25。结构本体21具有一镀膜腔室211,料架22适于承载一个工件200,料架22
和电极23安装于镀膜腔室211内,镀膜原料发生装置24适于往镀膜腔室211输送工艺气体,真空发生装置25与镀膜腔室211连通并用于使镀膜腔室211形成真空环境。具体地,料架22为托盘式结构,但不限于此。
28.于本发明中,由于每个真空镀膜机20独立控制,互不影响,因此每个真空镀膜机20能单独对一个工件200进行镀膜,某一个真空镀膜机20的损坏并不影响其他真空镀膜机20的正常工作,减少对加工进度的影响。而且,每个真空镀膜机20只对一个工件200进行镀膜加工,镀膜不用等待,适于应用到小批次的生产,生产灵活,能够根据客户产能进行生产配套,减少原料和能源的损耗,经济环保。而且工件200只需进行简单的上下料便能进行镀膜加工,不用统一放到工件架上,减少转运。
29.以下简述真空镀膜机20的加工过程:抓取上料输送机构10的工件200放到料架22,开启真空发生装置25,真空发生装置25使镀膜腔室211形成真空环境。镀膜原料发生装置24往镀膜腔室211输送工艺气体,电极23在将工艺气体电离成等离子体,等离子体沉积到工件200表面进行镀膜。
30.进一步地,多个真空镀膜机20设于上料输送机构10的一侧,真空镀膜机20呈并排布置。在线真空镀膜生产线100的结构紧凑,而且便于抓取上料输送机构10的工件200放到每个镀膜腔室211中。上料输送机构10的一侧设有10台真空镀膜机20,但不限于此,应用时可依据实际需要增加或减少真空镀膜机20的数量。
31.值得留意的是,真空镀膜机20之间并不要求同时或同步镀膜,即部分真空镀膜机20可停机,部分真空镀膜机20可生产,部分真空镀膜机20在上下料时,部分真空镀膜机20可处于镀膜加工过程中。
32.如图1和图2所示,本发明的在线真空镀膜生产线100还包括下料输送机构30和抓取机械手40。下料输送机构30用于输送经镀膜后的工件200。下料输送机构30设于上料输送机构10的另一侧,抓取机械手40设于上料输送机构10和下料输送机构30之间。抓取机械手40用于抓取上料输送机构10的工件200放入料架22上,抓取机械手40还用于抓取料架22上的工件200放到下料输送机构30。借助上料输送机构10、下料输送机构30便于输入、输出工件200,而借助抓取机械手40则便于工件200的上下料。举例而言,上料输送机构10和下料输送机构30呈相平行布置,上料输送机构10和下料输送机构30的输送方向均为图中b方向,但不限于此。上料输送机构10和下料输送机构30均为输送带式输送机构,但不限于此。抓取机械手40为多轴机械手,多轴机械手采用现有结构即可,故在此不再赘述。使用借助抓取机械手40方便工件200的上下料。具体地,抓取机械手40在a方向上借助丝杆丝母副驱动移动。较优的是,于本发明所提供的实施例中,抓取机械手40通过吸取的方式抓取工件200,当然根据实际需要,也可以通过吸取、抓取、夹取等方式抓取工件200。
33.如图3至图9所示,结构本体21包括结构框架212和可移离地盖合于结构框架212的结构盖体213。镀膜腔室211形成于结构框架212。结构盖体213设有观察窗结构214。观察窗结构214安装有透明材料件。通过打开结构盖体213打开镀膜腔室211,便于放入或取出工件200。而透过观察窗结构214能够方便观察镀膜腔室211的环境,能够观察镀膜情况,及时排除异常。
34.如图3至图5所示,真空镀膜机20还包括机架26和开合盖驱动器27。结构框架212安装于机架26,开合盖驱动器27安装于机架26,开合盖驱动器27的输出端安装于结构盖体
213,开合盖驱动器27驱使结构盖体213盖合至结构框架212和移离于结构框架212。较优的是,开合盖驱动器27为气缸,但根据实际需要,也可以应用直线驱动器等结构,故不限于此。进一步地,真空镀膜机20还包括第一转动支架28和第二转动支架29。第一转动支架28的第一端铰接于机架26,第二转动支架29的第一端铰接于第一转动支架28的第二端,结构盖体213铰接于第二转动支架29的第二端,气缸转动安装于机架26,气缸的输出端转动安装于第一转动支架28。较优的是,第一转动支架28呈“y”状结构,双叉臂一端结构铰接于机架26。第二转动支架29由两根交叉相接的杆结构组成,两根杆结构的交接处铰接于第一转动支架28远离双叉臂的一端。
35.如图3至图9所示,电极23沿料架22的周向包围料架22布置。如此,电极23能够在料架22的周侧将工艺气体均匀地电离成等离子体。镀膜原料发生装置24包括变压器241和蒸发舟242。蒸发舟242位于料架22的正下方,变压器241位于结构本体21外,蒸发舟242电连接于变压器241。将蒸发舟242设置于料架22的正下方,蒸发舟242蒸发得到工艺本体后,工艺气体受料架22的阻挡而向料架22的周侧流动,使工艺气体自然流向电极23处,电极23对工艺气体进行均匀电离。蒸发舟242采用现有结构即可,故在此不再赘述。进一步地,镀膜原料发生装置24还包括蠕动泵243。蠕动泵243的出口通过输送管与蒸发舟242连通,蠕动泵243的入口通过输送管与一原料瓶244连通。蠕动泵243能够定量输送原料到蒸发舟242。
36.如图3至图5所示,真空发生装置25包括真空泵251和抽气管252。结构盖体213开设有安装通孔(图中未标示),抽气管252的第一端与真空泵251连通,抽气管252的第二端安装于安装通孔。
37.以下简单介绍本发明的在线真空镀膜生产线100的工作过程:通过上料输送机构10输送待加工的手机,根据各真空镀膜机20的工作情况,抓取机械手40取出上料输送机构10上的手机放到处于等待状态的真空镀膜机20。抓取机械手40抓取手机放入镀膜腔室211,随后开合盖驱动器27驱使第一转动支架28转动,使得结构盖体213盖合到结构框架212上。接着,真空发生装置25在加工过程中持续抽出镀膜腔室211内的空气,使镀膜腔室211保持处于真空状态。蠕动泵243抽送原料瓶244的原料到蒸发舟242,蒸发舟242加热蒸发原料而得到工艺气体,射频发生器231启动,镀膜腔室211的工艺气体在电极23的交流电场的作用下被电离成等离子体,等离子体沉积到手机表面进行镀膜。镀膜加工完成后,关闭镀膜原料发生装置24、真空发生装置25和射频发生器231,开合盖驱动器27驱使第一转动支架28转动,使得结构盖体213移离于结构本体21,随后取出镀膜后的手机即可。经过测试,经过镀膜后的手机的水滴角在110
°‑
120
°
之间,具有良好的疏水效果。
38.以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1