一种易切削非调质钢的炼钢方法及非调质钢与流程
1.本发明属于钢铁冶金技术领域,具体涉及一种促使易切削非调质钢中硫化锰夹杂物细微化的炼钢方法及采用该炼钢方法得到的非调质钢。
背景技术:
2.非调质钢通过省去调质处理的工序,节约了能耗,降低了制造成本,并且很大程度上提高了零部件的成材率。非调质钢也因为拥有这些特点,而受到了广泛的关注。
3.非调制钢的成分特点是:
4.(1)含有微合金化元素—如钛、钒、铌等元素。正是这些微合金化元素的存在,才使非调制钢在没有经过调质处理的情况下,就具有调制钢所能达到的性能。
5.(2)含有一定的锰元素,锰元素可以促进钒的碳氮化物溶解,还能促进贝氏体析出。
6.(3)为了提高非调质钢的易切削性能,大部分的非调制钢都会含有一定量的硫元素。
7.而以上所述非调制钢的成分特点导致了非调制钢中含有大量的硫化锰夹杂物,硫化锰夹杂物是一种塑性夹杂物,在轧制过程中会沿着轧制反向延展成成条状,很大程度上破坏钢的连续性,影响钢的横向力学性能,同时影响钢材的使用寿命。
8.现有技术中已有较多的技术在关注降低钢中夹杂物的研究,如公告号为cn111876688a的专利,其通过lf精炼炉造低碱度渣,可将钢中s含量控制在稳定范围,后续通过加入含氮合金,精准控制n含量,可大幅度降低了钢中夹杂物,但是该技术无法适用于对非调质钢中硫化锰夹杂物的处理;又如公告号为cn113278764a的专利,其技术方案虽能够提高硫元素收得率,提高钢水纯净度并改善硫化物形态,但是,依旧无法使得凝固过程中析出的硫化锰尺寸减小。
技术实现要素:
9.为了解决现有技术存在的不足,本发明的目的是提供一种促使易切削非调质钢中硫化锰夹杂物细微化的炼钢方法。本发明通过在炼钢过程中将钢液中的硫元素均匀化,使凝固过程中析出的硫化锰尺寸减小,由于初始钢中的硫化锰尺寸较小,在后续的加工过程硫化锰的形变量也会相对减小,尽可能减小了硫化锰对钢在性能上的负面影响。
10.为了实现上述目的,本发明采用如下技术方案:
11.一种易切削非调质钢的炼钢方法,包括如下步骤:
12.(1)转炉冶炼:将铁水和废钢在转炉中进行冶炼,其中,废钢占比为15~25wt%,冶炼温度为1250~1680发,控制转炉终点钢中c的含量≥0.10wt%、p的含量≤0.018wt%,控制转炉终点温度为1580~1680℃;
13.(2)转炉出钢:转炉冶炼完成后,在出钢时加入0.80~1.20kg/t.s的电石、3.00~4.00kg/t.s的碳粉和0.60~1.00kg/t.s的铝锭,接着加入合金进行合金化处理,最后再加
入造渣剂;
14.其中,铝锭分成不少于3批次加到钢液的冲击区域,每次0.10~0.20kg/t.s,利用出钢过程钢液的冲击,将脱氧产生的氧化铝夹杂物打碎;
15.(3)lf精炼:将步骤(2)中转炉出钢所得钢水置于钢包炉中,加入还原渣料,随后分成不少于10批次加入脱氧剂,每次0.05~0.07kg/t.s;控制精炼时间大于50min,炉渣碱度控制为4.0~7.0,精炼渣变白后使白渣保持20~50min;在精炼完成后离开精炼位置到达软吹位置时,进行喂硫线操作,将含s≥99%的硫磺线包芯线分成不少于3批次加入,每次80~120m,且每次加入硫磺线包芯线后停留10~30s使硫元素扩散均匀;
16.(4)rh真空精炼:将步骤(3)中lf精炼完毕的钢水置于精炼炉中进行真空处理;真空结束时使用氮锰线增氮,确认成分合格后进行钙处理,钙的质量分数控制为0.001~0.002%;破空后,根据分析样s含量进行补喂硫磺线处理;
17.其中,真空处理时,真空度≤66.7pa,真空保持时间为20~35min,真空保持阶段环流量为1000~1500nl/min;
18.(5)连铸:将步骤(4)中破空后的钢水通过连铸工艺进行浇铸,其中过热温度为20~35℃,拉速为0.85~0.90m/min,钢包到中间包采用全程吹氩保护长水口浇铸,中间包到结晶器采用浸入式水口保护浇铸。
19.优选的,步骤(1)中,所述铁水含有下述质量百分含量的化学元素:c:4.20~4.80%,si:0.30~0.50%,p≤0.15%,mn≤0.70%,as≤0.008%,sb≤0.003%,sn≤0.015%,pb≤0.0015%;所述废钢采用探伤不合的废钢返回料;废钢占比为15~25wt%。
20.优选的,步骤(1)中,转炉冶炼过程中全程吹氮。
21.优选的,步骤(2)中,出钢过程中钢包全程吹氩。
22.优选的,步骤(2)中,所述合金的成分包括:1.20~3.60kg/t.s的高铬、11.60~21.60kg/t.s的硅锰、0.80~2.40kg/t.ss的钒铁、0.88~1.68kg/t.s的硅铁、增碳剂;其中,高铬中cr的含量为55~61wt%,硅锰中si的含量为14~20wt%、mn的含量为60~70wt%,钒铁中v的含量为45~55wt%,硅铁中,si的含量为68~78wt%,增碳剂中c的含量为94wt%。
23.优选的,步骤(2)中,所述造渣剂的成分为:0.15~0.45kg/t.s的石灰,0.20~0.60kg/t.s的合成渣,0.20~0.50kg/t.s的硅灰石。
24.优选的,步骤(3)中,所述脱氧剂由电石以及细碳粉、硅铁粉、碳化硅中的一种或多种构成,所述脱氧剂的加入量为0.50~2.00kg/t.s,其中电石的加入量为0.50~1.00kg/t.s。
25.优选的,步骤(3)中,所述还原渣料的组成为:3.00~6.00kg/t.s的石灰、0~3.00kg/t.s的钙渣球、0~1.00kg/t.s的萤石。
26.优选的,步骤(5)中,所述连铸工艺中,连铸机断面尺寸为240mm
×
240mm。
27.同时,要求保护一种促使易切削非调质钢中硫化锰夹杂物细微化的炼钢方法所制备得到的非调质钢。
28.与现有技术相比,本发明具有如下有益效果:
29.1、本发明在转炉出钢过程,对铝锭的加入时机、加入方式等进行优化,使铝锭围绕钢液冲击区域分批次在钢包不同位置加入,充分利用出钢过程钢液的冲击,将脱氧产生的氧化铝夹杂物打碎,增加了1~3μ~小尺寸粒径氧化铝夹杂物的数量,使得氧化铝夹杂物弥
散分布,减少了夹杂物的聚集,获得了更多细小mns夹杂物的形核核心。
30.2、本发明对lf炉精炼工艺、硫线的加入时机、加入方式进行优化,使硫线分批次在不同时间加入,每次加入后的硫在一定时间内扩散均匀,随后再加入下一批次的硫线,防止钢液内在一段时间内硫含量发生局部富集现象,从而抑制钢液内部mns夹杂物的生成长大,最终降低硫化锰夹杂物在钢液凝固后的尺寸。
附图说明
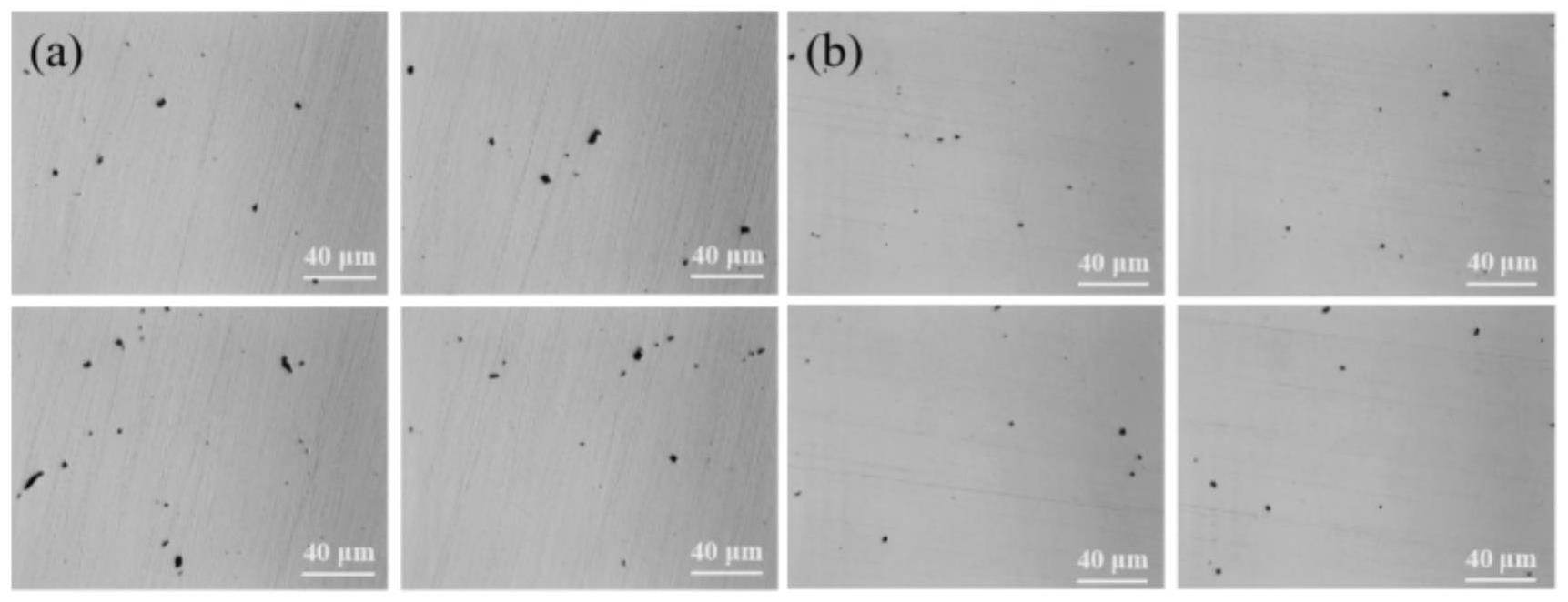
31.图1为lf出站夹杂物光镜形貌图:(a)对比例1,(b)实施例1;
32.图2为rh出站夹杂物光镜形貌图:(a)对比例1,(b)实施例1;
33.图3为中间包夹杂物光镜形貌图:(a)对比例1,(b)实施例1;
34.图4为冶炼过程中取样不同尺寸硫化锰夹杂物数量密度:(a)对比例1,(b)实施例1;
35.图5为冶炼过程中取样硫化锰夹杂物的平均尺寸;
36.图6为铸坯中不同取样部位硫化锰夹杂物形貌光镜图:(a)对比例边缘处,(b)对比例1/2半径处,(c)对比例中心处,(d)实施例边缘处,(e)实施例1/2半径,(e)实施例中心处;
37.图7为铸坯中不同取样部位不同尺寸硫化锰夹杂物数量密度:(a)对比例1,(b)实施例1;
38.图8为铸坯中不同取样部位硫化锰夹杂物的平均尺寸;
39.图9为轧材中夹杂物形貌图:(a)对比例1,(b)实施例1;
40.图10为轧材中夹杂物长宽比及其所占比例。
具体实施方式
41.为了使本发明的目的、技术方案及优点更加清楚,以下结合实施例,对本发明作进一步的详细说明。当然,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
42.本发明中的步骤虽然用标号进行了排列,但并不用于限定步骤的先后次序,除非明确说明了步骤的次序或者某步骤的执行需要其他步骤作为基础,否则步骤的相对次序是可以调整的。可以理解,本文中所使用的术语“和/或”涉及且涵盖相关联的所列项目中的一者或一者以上的任何和所有可能的组合。
43.实施例1
44.一种促使易切削非调质钢中硫化锰夹杂物细微化的炼钢方法,包括如下步骤:
45.(1)转炉冶炼:将铁水和废钢在转炉中进行冶炼,冶炼温度为1680为,控制转炉终点钢中c的含量为0.10wt%、p的含量为0.018wt%,控制转炉终点温度为1680℃;转炉冶炼过程中全程吹氮;
46.其中,铁水含有下述质量百分含量的化学元素:c:4.50%,si:0.40%,p:0.15%,mn:0.70%,as:0.008%,sb:0.003%,sn:0.015%,pb:0.0015%;废钢采用探伤不合的废钢返回料;废钢占比为25wt%;
47.(2)转炉出钢:转炉冶炼完成后,在出钢时加入1.20kg/t.s的电石、4.00kg/t.s的碳粉和1.00kg/t.s的铝锭,接着加入合金进行合金化处理,最后再加入造渣剂;
48.其中,铝锭分成5批次加到钢液的冲击区域,每次0.20kg/t.s,利用出钢过程钢液的冲击,将脱氧产生的氧化铝夹杂物打碎;
49.其中,出钢过程中钢包全程吹氩;
50.其中,所述合金的成分包括:2.40kg/t.s的高铬、16.60kg/t.s的硅锰、1.60kg/t.ss的钒铁、1.28kg/t.s的硅铁、增碳剂;其中,高铬中cr的含量为58wt%,硅锰中si的含量为17wt%、mn的含量为65wt%,钒铁中v的含量为50wt%,硅铁中,si的含量为73wt%,增碳剂中c的含量为94wt%,增碳剂的加入量根据炉内终点c含量加入;
51.其中,造渣剂的成分为:0.30kg/t.s的石灰,0.40kg/t.s的合成渣,0.35kg/t.s的硅灰石;
52.(3)lf精炼:将步骤(2)中转炉出钢所得钢水置于钢包炉中,加入还原渣料,随后分20次加入脱氧剂,每次0.05kg/t.s;控制精炼为50min,炉渣碱度控制为7.0,精炼渣变白后使白渣保持50min;在精炼完成后离开精炼位置到达软吹位置时,进行喂硫线操作,将含s≥99%的硫磺线包芯线分成5次加入,每次120m,且每次加入硫磺线包芯线后停留30s使硫元素扩散均匀;
53.其中,所述脱氧剂由电石以及细碳粉、硅铁粉、碳化硅中的一种或多种构成,所述脱氧剂的加入量为2.00kg/t.s,其中电石的加入量为1.00kg/t.s;
54.其中,所述还原渣料的组成为:6.00kg/t.s的石灰、3.00kg/t.s的钙渣球、1.00kg/t.s的萤石;
55.(4)rh真空精炼:将步骤(3)中lf精炼完毕的钢水置于精炼炉中进行真空处理;真空结束时使用氮锰线增氮,确认成分合格后进行钙处理,钙的质量分数控制为0.001%;破空后,根据分析样s含量进行补喂硫磺线处理;
56.其中,真空处理时,真空度控制为66.7pa,真空保持时间控制为35min,真空保持阶段环流量控制为1500nl/min;
57.(5)连铸:将步骤(4)中破空后的钢水通过连铸工艺进行浇铸,其中过热温度控制为35℃,拉速控制为0.9m/min,钢包到中间包采用全程吹氩保护长水口浇铸,中间包到结晶器采用浸入式水口保护浇铸;
58.其中,所述连铸工艺中,连铸机断面尺寸为240mm
×
240mm。
59.实施例2
60.一种促使易切削非调质钢中硫化锰夹杂物细微化的炼钢方法,包括如下步骤:
61.(1)转炉冶炼:将铁水和废钢在转炉中进行冶炼,冶炼温度为1250为,控制转炉终点钢中c的含量为0.15wt%、p的含量为0.012wt%,控制转炉终点温度为1580℃;转炉冶炼过程中全程吹氮;
62.其中,铁水含有下述质量百分含量的化学元素:c:4.20%,si:0.30%,p:0.12%,mn:0.68%,as:0.007%,sb:0.002%,sn:0.012%,pb:0.0011%;废钢采用探伤不合的废钢返回料;废钢占比为15wt%;
63.(2)转炉出钢:转炉冶炼完成后,在出钢时加入0.80kg/t.s的电石、3.00kg/t.s的碳粉和0.60kg/t.s的铝锭,接着加入合金进行合金化处理,最后再加入造渣剂;
64.其中,铝锭分成6批次加到钢液的冲击区域,每次0.10kg/t.s,利用出钢过程钢液的冲击,将脱氧产生的氧化铝夹杂物打碎;
65.其中,出钢过程中钢包全程吹氩;
66.其中,所述合金的成分包括:1.20kg/t.s的高铬、11.60kg/t.s的硅锰、0.80kg/t.ss的钒铁、0.88kg/t.s的硅铁、增碳剂;其中,高铬中cr的含量为55wt%,硅锰中si的含量为14wt%、mn的含量为60wt%,钒铁中v的含量为45wt%,硅铁中,si的含量为68wt%,增碳剂中c的含量为94wt%,增碳剂的加入量根据炉内终点c含量加入;
67.其中,造渣剂的成分为:0.10kg/t.s的石灰,0.20kg/t.s的合成渣,0.20kg/t.s的硅灰石;
68.(3)lf精炼:将步骤(2)中转炉出钢所得钢水置于钢包炉中,加入还原渣料,随后分20次加入脱氧剂,每次0.07kg/t.s;控制精炼为60min,炉渣碱度控制为6.0,精炼渣变白后使白渣保持40min;在精炼完成后离开精炼位置到达软吹位置时,进行喂硫线操作,将含s≥99%的硫磺线包芯线分成5次加入,每次80m,且每次加入硫磺线包芯线后停留10s使硫元素扩散均匀;
69.其中,所述脱氧剂由电石以及细碳粉、硅铁粉、碳化硅中的一种或多种构成,所述脱氧剂的加入量为2.00kg/t.s,其中电石的加入量为1.00kg/t.s;
70.其中,所述还原渣料的组成为:3.00kg/t.s的石灰、1.00kg/t.s的钙渣球、0.50kg/t.s的萤石;
71.(4)rh真空精炼:将步骤(3)中lf精炼完毕的钢水置于精炼炉中进行真空处理;真空结束时使用氮锰线增氮,确认成分合格后进行钙处理,钙的质量分数控制为0.002%;破空后,根据分析样s含量进行补喂硫磺线处理;
72.其中,真空处理时,真空度控制为65.5pa,真空保持时间控制为20min,真空保持阶段环流量控制为1000nl/min;
73.(5)连铸:将步骤(4)中破空后的钢水通过连铸工艺进行浇铸,其中过热温度控制为25℃,拉速控制为0.85m/min,钢包到中间包采用全程吹氩保护长水口浇铸,中间包到结晶器采用浸入式水口保护浇铸;
74.其中,所述连铸工艺中,连铸机断面尺寸为240mm
×
240mm。
75.实施例3
76.一种促使易切削非调质钢中硫化锰夹杂物细微化的炼钢方法,包括如下步骤:
77.(1)转炉冶炼:将铁水和废钢在转炉中进行冶炼,冶炼温度为1680为,控制转炉终点钢中c的含量为0.12wt%、p的含量为0.016wt%,控制转炉终点温度为1620℃;转炉冶炼过程中全程吹氮;
78.其中,铁水含有下述质量百分含量的化学元素:c:4.80%,si:0.50%,p:0.14%,mn:0.66%,as:0.006%,sb:0.003%,sn:0.014%,pb:0.0014%;废钢采用探伤不合的废钢返回料;废钢占比为25wt%;
79.(2)转炉出钢:转炉冶炼完成后,在出钢时加入1.20kg/t.s的电石、4.00kg/t.s的碳粉和1.00kg/t.s的铝锭,接着加入合金进行合金化处理,最后再加入造渣剂;
80.其中,铝锭分成5批次加到钢液的冲击区域,每次0.20kg/t.s,利用出钢过程钢液的冲击,将脱氧产生的氧化铝夹杂物打碎;
81.其中,出钢过程中钢包全程吹氩;
82.其中,所述合金的成分包括:3.60kg/t.s的高铬、21.60kg/t.s的硅锰、2.40kg/
t.ss的钒铁、1.68kg/t.s的硅铁、增碳剂;其中,高铬中cr的含量为61wt%,硅锰中si的含量为20wt%、mn的含量为70wt%,钒铁中v的含量为55wt%,硅铁中,si的含量为78wt%,增碳剂中c的含量为94wt%,增碳剂的加入量根据炉内终点c含量加入;
83.其中,造渣剂的成分为:0.50kg/t.s的石灰,0.60kg/t.s的合成渣,0.50kg/t.s的硅灰石;
84.(3)lf精炼:将步骤(2)中转炉出钢所得钢水置于钢包炉中,加入还原渣料,随后分10次加入脱氧剂,每次0.05kg/t.s;控制精炼为65min,炉渣碱度控制为4.0,精炼渣变白后使白渣保持20min;在精炼完成后离开精炼位置到达软吹位置时,进行喂硫线操作,将含s≥99%的硫磺线包芯线分成5次加入,每次100m,且每次加入硫磺线包芯线后停留30s使硫元素扩散均匀;
85.其中,所述脱氧剂由电石以及细碳粉、硅铁粉、碳化硅中的一种或多种构成,所述脱氧剂的加入量为0.70kg/t.s,其中电石的加入量为0.50kg/t.s;
86.其中,所述还原渣料的组成为:6.00kg/t.s的石灰、3.00kg/t.s的钙渣球、1.00kg/t.s的萤石;
87.(4)rh真空精炼:将步骤(3)中lf精炼完毕的钢水置于精炼炉中进行真空处理;真空结束时使用氮锰线增氮,确认成分合格后进行钙处理,钙的质量分数控制为0.001%;破空后,根据分析样s含量进行补喂硫磺线处理;
88.其中,真空处理时,真空度控制为62.5pa,真空保持时间控制为30min,真空保持阶段环流量控制为1400nl/min;
89.(5)连铸:将步骤(4)中破空后的钢水通过连铸工艺进行浇铸,其中过热温度控制为20℃,拉速控制为0.90m/min,钢包到中间包采用全程吹氩保护长水口浇铸,中间包到结晶器采用浸入式水口保护浇铸;
90.其中,所述连铸工艺中,连铸机断面尺寸为240mm
×
240mm。
91.对比例1
92.一种促使易切削非调质钢中硫化锰夹杂物细微化的炼钢方法,包括如下步骤:
93.(1)转炉冶炼:将铁水和废钢在转炉中进行冶炼,冶炼温度为1680为,控制转炉终点钢中c的含量为0.10wt%、p的含量为0.018wt%,控制转炉终点温度为1680℃;转炉冶炼过程中全程吹氮;
94.其中,铁水含有下述质量百分含量的化学元素:c:4.50%,si:0.40%,p:0.15%,mn:0.70%,as:0.008%,sb:0.003%,sn:0.015%,pb:0.0015%;废钢采用探伤不合的废钢返回料;废钢占比为25wt%;
95.(2)转炉出钢:转炉冶炼完成后,在出钢时加入1.20kg/t.s的电石、4.00kg/t.s的碳粉和1.00kg/t.s的铝锭,接着加入合金进行合金化处理,最后再加入造渣剂;
96.其中,铝锭一次性全部加入;
97.其中,出钢过程中钢包全程吹氩;
98.其中,所述合金的成分包括:2.40kg/t.s的高铬、16.60kg/t.s的硅锰、1.60kg/t.s的钒铁、1.28kg/t.s的硅铁、增碳剂;其中,高铬中cr的含量为58wt%,硅锰中si的含量为17wt%、mn的含量为65wt%,钒铁中v的含量为50wt%,硅铁中,si的含量为73wt%,增碳剂中c的含量为94wt%,增碳剂的加入量根据炉内终点c含量加入;
99.其中,造渣剂的成分为:0.30kg/t.s的石灰,0.40kg/t.s的合成渣,0.35kg/t.s的硅灰石;
100.(3)lf精炼:将步骤(2)中转炉出钢所得钢水置于钢包炉中,加入还原渣料,随后分20次加入脱氧剂,每次0.05kg/t.s;控制精炼为50min,炉渣碱度控制为7.0,精炼渣变白后使白渣保持50min;在精炼完成后离开精炼位置到达软吹位置时,进行喂硫线操作,将含s≥99%的600m的硫磺线包芯线一次性全部加入;
101.其中,所述脱氧剂由电石以及细碳粉、硅铁粉、碳化硅中的一种或多种构成,所述脱氧剂的加入量为2.00kg/t.s,其中电石的加入量为1.00kg/t.s;
102.其中,所述还原渣料的组成为:6.00kg/t.s的石灰、3.00kg/t.s的钙渣球、1.00kg/t.s的萤石;
103.(4)rh真空精炼:将步骤(3)中lf精炼完毕的钢水置于精炼炉中进行真空处理;真空结束时使用氮锰线增氮,确认成分合格后进行钙处理,钙的质量分数控制为0.001%;破空后,根据分析样s含量进行补喂硫磺线处理;
104.其中,真空处理时,真空度控制为66.7pa,真空保持时间控制为35min,真空保持阶段环流量控制为1500nl/min;
105.(5)连铸:将步骤(4)中破空后的钢水通过连铸工艺进行浇铸,其中过热温度控制为35℃,拉速控制为0.90m/min,钢包到中间包采用全程吹氩保护长水口浇铸,中间包到结晶器采用浸入式水口保护浇铸;
106.其中,所述连铸工艺中,连铸机断面尺寸为240mm
×
240mm。
107.本对比例与实施例1的区别是:转炉出钢过程铝锭的加入方式为固定位置加入,lf精炼出站前喂硫线采用一次性全部喂入的方式。
108.对本技术实施例1和对比例1制备得到的产品进行性能测试,具体如下:
109.(1)在冶炼过程中进行取样(lf离站、rh离站及中间包的样品),样品统一采用水冷的方式进行冷却,然后对样品中的硫化锰夹杂物的形貌、数量密度和平均尺寸进行测量;
110.(2)取炼钢整个流程结束后的连铸坯样品中不同位置的(中心处、1/2半径处、边缘处)的样品,对样品中的硫化锰夹杂物的形貌、数量密度和平均尺寸进行测量;
111.(3)对铸坯样品进行轧制,同时检测轧后样品中硫化锰夹杂物的形貌、长宽比及其所占比例。
112.具体测试结果参见图1~图10。
113.从图9中可以看到,实施例1的硫化锰夹杂物经过轧制后长度尺寸小于对比例1;并且,从图1~图8及图10中可以看到,本方法对钢中硫化锰夹杂物细微化会有一定的效果,在一定程度上可以减小冶炼流程、成品铸坯以及轧材中硫化锰夹杂物的尺寸。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1