一种陶瓷/铁基复合涂料、碳钢基复合材料及其制备方法
1.本发明涉及复合涂层技术领域,尤其涉及一种陶瓷/铁基复合涂料、碳钢基复合材料及其制备方法。
背景技术:
2.钢铁材料被广泛应用在各个工业领域中,支撑着各行业领域的快速发展。然而,金属的腐蚀现象在各种工业和自然环境下都非常容易发生,遍及国民经济各个领域,给国民经济带来了巨大的损失。据统计,腐蚀造成的经济损失占国民经济总产值5%,每年高达5万亿元,每年腐蚀生锈的钢铁约占产量的20%,约有30%的设备因腐蚀而报废。
3.目前,金属表面腐蚀防护手段通常以涂装重防腐涂料为主,然而,这类涂层在服役过程中涂层强度、耐磨性等性能显示出不足,并且与钢铁基体表面的结合力难以保持。因此,具有高硬度、高耐磨性、热稳定性和化学稳定性的陶瓷材料通过激光熔覆技术制备的涂层材料展现出更好的性能。
4.但是,由于大多数陶瓷材料脆性大,韧性低,且与钢铁金属表面的润湿性差等原因。尤其是陶瓷与钢铁金属基体之间的热膨胀系数等物理性能差异巨大,导致熔覆的涂层与钢铁金属基体的匹配性不足,熔覆层容易产生裂纹等缺陷,降低性能甚至失效。
5.综上可知,现有防腐涂层技术的涂层与钢铁基体结合力不足,涂层耐磨性、硬度不足,在长期服役过程中性能下降严重;激光熔覆陶瓷涂层韧性差、脆性大、与钢铁基体匹配性差,熔覆层容易产生裂缝等缺陷严重影响性能。
技术实现要素:
6.本发明解决的技术问题在于提供一种具有高硬度、高耐磨性、良好韧性和耐腐蚀性的碳钢基复合材料。
7.有鉴于此,本技术提供了一种陶瓷/铁基复合涂料,包括:
8.碳化物陶瓷颗粒5~50wt%;
9.余量为铁基合金粉末。
10.优选的,所述碳化物陶瓷颗粒的粒径为0.5~5μm。
11.优选的,所述碳化物陶瓷颗粒选自碳化钛、碳化钨、碳化铌、碳化钒和碳化铬中的一种或多种;所述铁基合金粉末选自奥氏体不锈钢粉末和马氏体不锈钢粉末中的一种。
12.本技术还提供了一种碳钢基复合材料,由碳钢基体和复合于所述碳钢基体表面的涂层组成,所述涂层由所述的陶瓷/铁基复合涂料制备得到。
13.优选的,所述碳钢基体选自低碳钢基材、中碳钢基材或高碳钢基材。
14.优选的,所述涂层的厚度为1.0~1.5mm。
15.本技术还提供了所述的碳钢基复合材料的制备方法,包括以下步骤:
16.将碳化物陶瓷颗粒和铁基合金粉末混合后干燥,得到陶瓷/铁基复合粉末;
17.将所述陶瓷/铁基复合粉末在碳钢基体表面进行激光熔覆。
18.优选的,所述混合的时间为100~150min,所述干燥的温度为50~100℃,时间为2~5h。
19.优选的,所述激光熔覆的保护气体为氩气。
20.优选的,所述激光熔覆的激光功率为1500~3000w,扫描速度为300~1000mm/min,送粉器转速为3~10r/min。
21.本技术提供了一种碳钢复合材料,其包括碳钢基体和碳钢基体表面的涂层,其中涂层中包括碳化物陶瓷颗粒,其具有高硬度、高耐磨性、高熔点、化学稳定性等特性,由此使得到的碳钢复合材料在服役过程中具有优异的硬度、耐磨性和耐腐蚀性能。
22.本技术还提供了碳钢基复合材料的制备方法,其通过铁基合金粉末和碳化物陶瓷颗粒混合获得预制粉末层,在激光熔覆过程中,借助于合金中的化学反应的原位自生法直接生成尺寸细小、分布均匀的陶瓷增强相,这种增强相与基体之间原位匹配,界面结合性和热力学稳定性好,熔覆层与基体结合性好,铁基合金的强韧性高,与陶瓷相形成良好的结合,避免陶瓷颗粒脱落,提高复合涂层耐磨性和韧性。
附图说明
23.图1为实施例1制备的复合材料的断面扫描照片;
24.图2为图1对应abcd处高分辨率sem照片。
具体实施方式
25.为了进一步理解本发明,下面结合实施例对本发明优选实施方案进行描述,但是应当理解,这些描述只是为进一步说明本发明的特征和优点,而不是对本发明权利要求的限制。
26.针对传统防腐涂层耐磨性、硬度不足等问题,本技术提供了铁基复合材料及其制备方法,在制备的过程中通过激光熔覆在碳钢基体表面原位生长制备碳化物陶瓷颗粒增强铁基复合涂层材料,提高陶瓷涂层材料与钢铁基体表面的匹配性,提供良好的界面结合力,提高陶瓷涂层韧性,制备了具有高硬度、高耐磨性、良好韧性和耐腐蚀性的陶瓷/铁基复合涂层。具体的,本发明实施例首先公开了一种陶瓷/铁基复合涂料,包括:
27.碳化物陶瓷颗粒5~50wt%;
28.余量为铁基合金粉末。
29.在本技术提供的陶瓷/铁基复合涂料中,所述碳化物陶瓷颗粒具有高硬度、高耐磨性、高熔点、化学稳定性优异等特性,其用以提高陶瓷/铁基复合材料的耐磨性、硬度和耐腐蚀性能。所述碳化物陶瓷颗粒具体选自碳化钛、碳化钨、碳化铌、碳化钒和碳化铬中的一种或多种,所述碳化物陶瓷颗粒的含量为5~50wt%,具体的,所述碳化物陶瓷颗粒的含量为10~45wt%,更具体地,所述碳化物陶瓷颗粒的含量为15wt%、18wt%、20wt%、23wt%、25wt%、27wt%、30wt%、32wt%、35wt%、36wt%、39wt%、40wt%、42wt%、43wt%或45wt%。
30.相应的,余量为铁基合金粉末,所述铁基合金粉末具体选自奥氏体不锈钢粉末和马氏体不锈钢粉末;具体可选自本领域技术人员熟知的铁基合金粉末,更具体选自f60a。
31.上述碳化物陶瓷颗粒和铁基合金粉末的来源本技术没有特别的限制,为市售产品
或按照本领域常规方法制备得到即可。
32.本技术还提供了一种碳钢基复合材料,其包括碳钢基体和复合于所述碳钢基体表面的涂层,所述涂层由上述陶瓷/铁基复合涂层制备得到。
33.在本技术中,所述碳钢基体为本领域技术人员熟知的碳钢基体,其具体选自低碳钢基材、中碳钢基材或高碳钢基材;对其来源本技术没有特别的限制;更具体地,所述碳钢基体可选自gb700-88q215或gb700-88q235。
34.在本技术提供的碳钢基复合材料中,所述涂层的厚度为1.0~1.5mm。
35.本技术还提供了碳钢基复合材料的制备方法,包括以下步骤:
36.将碳化物陶瓷颗粒和铁基合金粉末混合后干燥,得到陶瓷/铁基复合粉末;
37.将所述陶瓷/铁基复合粉末在碳钢基体表面进行激光熔覆。
38.在制备碳钢基复合材料的过程中,首先将碳化物陶瓷颗粒和铁基合金粉末按照比例混合、干燥,即得到陶瓷/铁基复合粉末;所述混合采用本领域技术人员熟知的混合方式,可以在混料机中高速混合,所述混合的时间为100~150min,更具体地,所述混合的时间为120~150min。所述干燥的温度为50~100℃,时间为2~5h;更具体地,所述干燥的温度为70~80℃,时间为3~4h。
39.在得到陶瓷/铁基复合粉末之后,本技术则将其在碳钢基体表面进行激光熔覆;所述激光熔覆的操作手段按照本领域技术人员熟知的方式进行即可;在激光熔覆的过程中,所述激光熔覆在保护性气体氩气中进行,所述激光熔覆的激光功率为1500~3000w,扫描速度为300~1000mm/min,送粉器转速为3~10r/min;更具体地,所述激光熔覆的激光功率为1800~2500w,扫描速度为300~800mm/min,送粉器转速为3~5r/min。
40.本技术通过激光熔覆的办法在原位生长陶瓷增强相,得到碳化物陶瓷增强铁基复合涂层材料;通过不同种类碳化物陶瓷增强相复配获得最佳耐磨、强度的复合涂层。
41.为了提高陶瓷/铁基复合涂层材料的耐磨性能和硬度,本发明采用的碳化物陶瓷颗粒具有高硬度、高耐磨性、高熔点、化学稳定性优异等特性。以提高陶瓷/铁基复合涂层材料在服役过程中的硬度、耐磨性和耐腐蚀性能。
42.为了避免陶瓷材料脆性大、与钢铁基体匹配性不足的问题,本发明采用的铁基合金粉末与陶瓷增强相之间的结合性和热力学稳定性好,铁基合金强韧性较好,由此避免了陶瓷增强相的脱落、缺陷的产生。
43.本发明采用的激光熔覆的方法,基材形状尺寸不受限制,制备工艺简单,操作方便,易于实现自动化,无污染,且熔覆不需要在真空条件下进行,因此可用于复杂表面的修复。在激光熔覆的过程中,采用的碳化物陶瓷颗粒熔解再析出的过程中,与铁基合金粉末和钢铁基体进行重新结合,从而使得陶瓷/铁基复合涂层与钢铁基体结合性好,原位自生法获得的陶瓷颗粒增强相均匀分布在复合涂层中,铁基合金粉末提高了复合涂层的韧性,降低了脆性,最终熔覆层与基体良好结合得到高耐磨、高硬度的耐腐蚀碳化物陶瓷/铁基复合涂层。
44.为了进一步理解本发明,下面结合实施例对本发明提供的碳钢基复合材料及其制备方法进行详细说明,本发明的保护范围不受以下实施例的限制。
45.实施例
46.将碳化物陶瓷颗粒和铁基合金粉末按比例在混料机中高速混合140min,混合均匀
后在75℃下干燥3h,得到碳化物陶瓷/铁基复合粉末;基材表面使用角磨机抛光并用丙酮清洗表面并干燥;
47.将上述得到的复合粉末在基材表面进行激光熔覆,在激光熔覆时,采用氩气作为保护气体,激光功率为2500w,扫描速率为600mm/min,送粉器转速为4r/min;
48.本实施例中的铁基粉末为金属和碳高温反应得到的金属碳化物粉末,具体牌号为fe60a。
49.本实施例中的基体为碳钢,是一种为碳含量低于0.25%的碳素钢,具体如gb700-88q215。
50.原料碳化物陶瓷颗粒和铁基合金粉末的比例具体如表1和表3所示,对制备的涂层进行性能检测,检测结果如表2和表4所示;
51.图1为实施例1制备的复合材料的断面扫描照片,图2为图1对应abcd处高分辨率sem。
52.对比例的制备方法与实施例相同,区别仅在于各组分含量的变化,具体如表5所示,性能数据如表6所示;
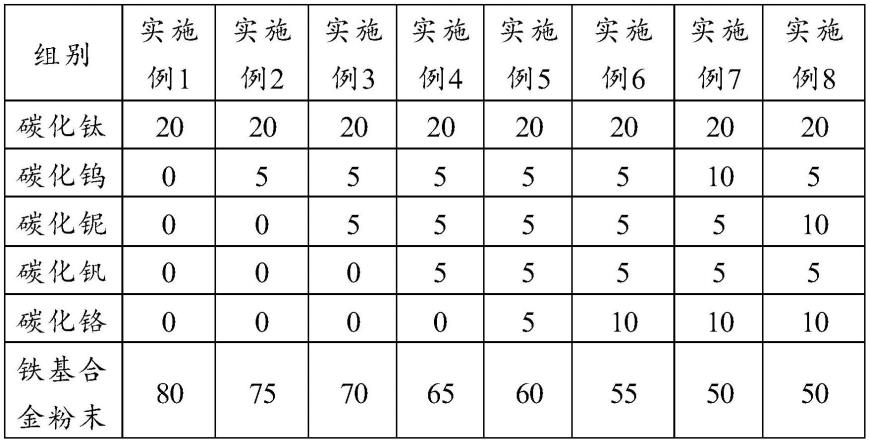
53.表1实施例1~8提供的具体成分数据表(wt%)
[0054][0055]
表2实施例1~8制备的涂层的性能测试数据表
[0056]
[0057][0058]
表3实施例9~12提供的具体成分数据表(wt%)
[0059]
组别实施例9实施例10实施例11实施例12碳化钛201050碳化钨20202020碳化铌5101010碳化钒551010碳化铬05510铁基合金粉末50505050
[0060]
表4实施例9~12制备的涂层的性能测试数据表
[0061]
组别硬度/hv磨损失重/mg实施例97454.0实施例107494.1实施例117533.8实施例127603.7
[0062]
表5对比例1~4提供的具体成分数据表(wt%)
[0063][0064][0065]
表6对比例1~4制备的涂层的性能测试数据表
[0066]
组别硬度/hv磨损失重/mg对比例15217.8对比例25507.2对比例36358.6对比例46648.9
[0067]
注:1)采用hvs-1000维氏硬度计测试复合涂层表面显微硬度分布,法向载荷300g,加载时间为15s,每个表面测量三个点取平均值作为表面显微硬度值;
[0068]
2)采用mrh-3w高速摩擦磨损试验机,根据gb/t 12444-2006对碳化物陶瓷/铁基复合涂层的耐磨性进行测试;测试前后分别对样品表面进行清洗烘干处理,通过分析天平称重计算磨损失重(磨损失重=磨损前质量-磨损后质量)。
[0069]
以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
[0070]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1