电弧炉动态控制供电方法与流程
本发明涉及电弧炉炼钢领域,尤其涉及大型交流电弧炉的动态控制供电工艺。
背景技术:
1、电弧炉冶炼是与转炉冶炼并齐的炼钢方法,相对转炉冶炼具有碳排放低,生产灵活等特点,电弧如何供电加热废钢是电弧炉冶炼的关键技术。电弧炉供电档位指的是电弧炉变压器二次侧的触头位置,档位越高,电弧供电二次侧电压就越高,功率也越高,通电过程中可调节功率因数来调节电弧长度,高功率因数是长电弧操作,低功率因数是短电弧操作,但电流会增加导致电极消耗提升。在实际生产中一般是采用低电压档位启弧穿井熔化废钢,穿井时间大约2-3分钟,然后提升电压档位,加快废钢熔化,待泡沫渣起来后,电压档位再次提升,待冶炼末期泡沫渣效果不良时,部分厂家会降低电压档,直到冶炼结束。这种常规操作模式最大的缺陷是无法确认电弧在运行中真正被废钢或炉渣的保护状况,也无法获知电弧运行的稳定性,相关操作完全凭借工人经验,无法将电弧运行向钢水传热的热效率和电弧熔化废钢的效率提到极致。
2、关于电弧供电相关专利主要体现在电极智能控制好方面,但电极智能控制只是确保电极稳定运行,并不关心电弧运行的冶金效果。高阻抗交流电弧炉技术在变压器原边回路上添加一个电抗器,以稳定电弧、降低供电对电网的冲击,并能提高功率因数,但这技术也无法实时控制运行中的电弧。cn101636034a提出了一种交流不间断电弧供电装置及方法,开发了一种装置可将交流引弧电源的输出经过升压升频电路升压升频后,始终加载于电弧产生装置,交流电的时候不再受到交流电源过零现象的影响,可以让设备不间断的产生电弧,同样此技术仅从供电系统上改善供电,并不关注实时运行中的电弧运行。cn200810116995.2提出一种电弧炉能量分段输入控制方法,按金属料的不同配料方式,电弧炉能量分段输入控制,具体首先进行电弧炉炼钢过程的能量分段,以物料衡算与能量衡算模块为基础,定量计算不同段中能量的需求,可降低电耗并防止钢水过氧化,同样此技术仅从供电系统上改善供电,并不关注实时运行中的电弧运行。cn01145586.1提供一种炼钢电弧炉泡沫渣控制方法,利用电弧噪音反馈泡沫渣状态来实时控制泡沫渣相关技术,此项技术重点关注泡沫渣状态,对提升电弧热效率有帮助,但并未提出如何反馈控制供电。
技术实现思路
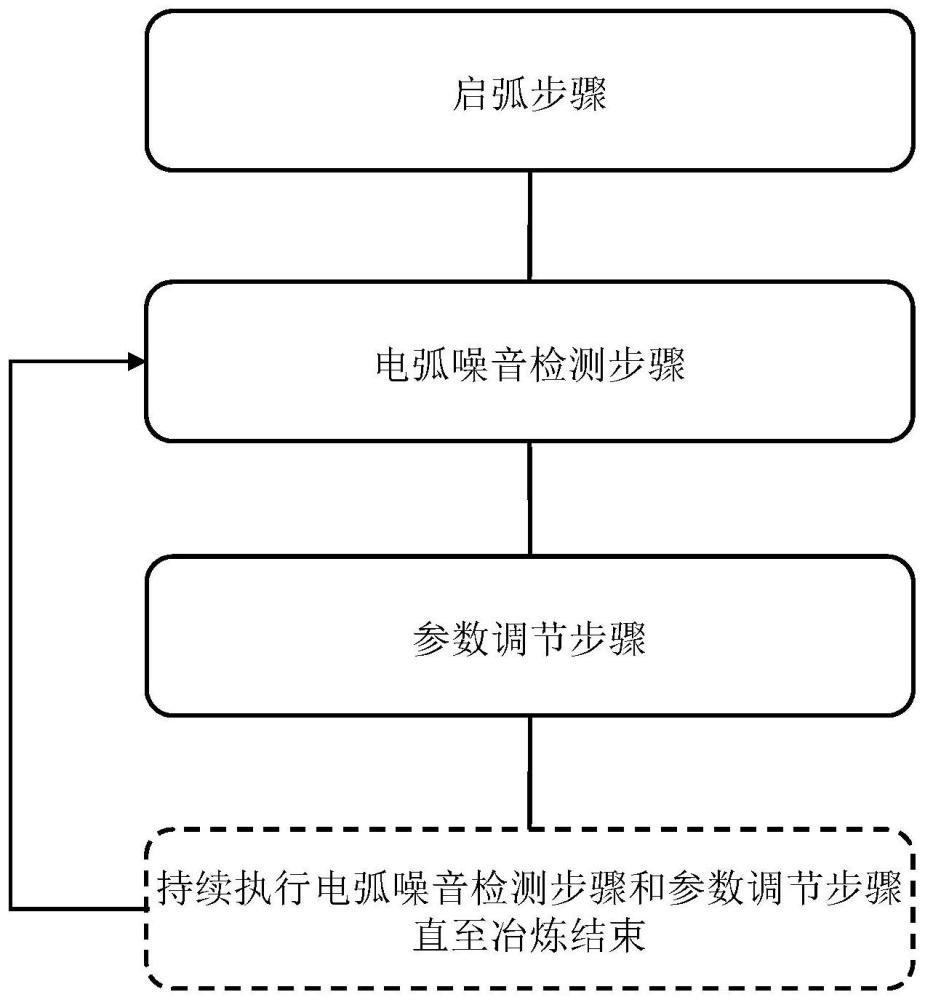
1、本发明提出一种电弧炉的动态控制供电方法,检测电弧噪音并根据电弧噪音调整电弧的供电功率和功率因数,包括:
2、启弧步骤,启弧冶炼,电弧熔化废钢穿井;
3、电弧噪音检测步骤,检测电弧噪音并计算电弧计权噪音的一分钟平均值;
4、参数调节步骤,根据电弧计权噪音的一分钟平均值调整电弧的供电功率和功率因数;
5、持续执行电弧噪音检测步骤和参数调节步骤直至冶炼结束。
6、根据本发明的一实施例,电弧计权噪音的一分钟平均值大于110分贝,表明电弧埋弧情况较差,电压档位采取低档位供电,供电功率控制在低于60wm,功率因数控制在0.66~0.7。电弧计权噪音的一分钟平均值在100~110分贝,表明电弧埋弧情况不佳,电压档位采用中档位供电,供电功率控制在60wm~80wm,功率因数控制在0.7~0.76。电弧计权噪音的一分钟平均值在90~100分贝,表明电弧处于较好埋弧状态,电压档位采用次高档位供电,供电功率控制在80wm~95mw或变压器的额定最高功率档位,功率因数控制在0.74~0.78。电弧计权噪音的一分钟平均值小于90分贝,电压档位采用最高档位供电,供电功率控制在95wm~160mw或变压器的额定最高功率档位,功率因数控制在0.76~0.82。
7、根据本发明的一实施例,现场实时运行过程中,当电弧计权噪音的一分钟平均值从较低值升高并进入大于110分贝范围,对应操作为降低电压档位直至供电功率进入低于60wm范围。
8、根据本发明的一实施例,现场实时运行过程中,当电弧计权噪音的一分钟平均值从较高值降低并进入100~110分贝范围,对应操作为提升电压档位直至供电功率进入60wm~80wm范围内。运行一分钟后,若电弧计权噪音的一分钟平均值仍然为100~110分贝,则维持供电功率在60wm~80wm范围并提升电压档位1~2档。运行一分钟后,若电弧计权噪音的一分钟平均值大于110分贝,则降低电压档位2档。
9、根据本发明的一实施例,现场实时运行过程中,当电弧计权噪音的一分钟平均值从较低值升高并进入100~110分贝范围,对应操作为降低电压档位1~2档,继续观察下一个电弧计权噪音的一分钟平均值。
10、根据本发明的一实施例,现场实时运行过程中,当电弧计权噪音的一分钟平均值从较高值降低并进入90~100分贝范围,对应操作为提升电压档位直至供电功率进入80wm~95mw范围内。运行一分钟后,若电弧计权噪音的一分钟平均值仍然为90~100分贝,则维持供电功率在80wm~95mw范围内并提升电压档位1档。运行一分钟后,若电弧计权噪音的一分钟平均值大于100分贝,则降低电压档位1档。
11、根据本发明的一实施例,现场实时运行过程中,当电弧计权噪音的一分钟平均值从较低值升高并进入90~100分贝范围,对应操作为降低电压档位1档,继续观察下一个电弧计权噪音的一分钟平均值。
12、根据本发明的一实施例,现场实时运行过程中,当电弧计权噪音的一分钟平均值从较高值降低并进入小于90分贝范围,对应操作为提升电压档位直至供电功率进入95wm~160mw范围。运行一分钟后,若电弧计权噪音的一分钟平均值仍然小于90分贝,则维持供电功率在95wm~160mw范围内并逐档提升电压档位,直到变压器允许的最高档位。运行一分钟后,若电弧计权噪音的一分钟平均值大于90分贝,则降低电压档位1档。
13、根据本发明的一实施例,所述电弧炉是交流电弧炉,电弧炉的容量为120~180吨。
14、本发明的电弧炉的动态控制供电方法利用电弧音频测量仪测定的电弧噪音判断电弧运行状态,从而实时调整供电方式最终实现电耗降低、通电时间缩短的目的,最终实现电弧炉高效率低能耗稳定生产。根据实测数据,采用本发明的电弧炉的动态控制供电方法,相对传统常规操作,可平均降低电弧炉电耗10kwh/t钢以上,冶炼周期缩短2分钟或以上。
技术特征:
1.一种电弧炉的动态控制供电方法,其特征在于,检测电弧噪音并根据电弧噪音调整电弧的供电功率和功率因数,包括:
2.如权利要求1所述的电弧炉的动态控制供电方法,其特征在于,
3.如权利要求2所述的电弧炉的动态控制供电方法,其特征在于,
4.如权利要求2所述的电弧炉的动态控制供电方法,其特征在于,
5.如权利要求2所述的电弧炉的动态控制供电方法,其特征在于,
6.如权利要求2所述的电弧炉的动态控制供电方法,其特征在于,
7.如权利要求2所述的电弧炉的动态控制供电方法,其特征在于,
8.如权利要求2所述的电弧炉的动态控制供电方法,其特征在于,
9.如权利要求1所述的电弧炉的动态控制供电方法,其特征在于,所述电弧炉是交流电弧炉,电弧炉的容量为120~180吨。
技术总结
本发明提出一种电弧炉的动态控制供电方法,检测电弧噪音并根据电弧噪音调整电弧的供电功率和功率因数,包括:启弧步骤、电弧噪音检测步骤和参数调节步骤。启弧步骤,启弧冶炼,电弧熔化废钢穿井。电弧噪音检测步骤,检测电弧噪音并计算电弧计权噪音的一分钟平均值。参数调节步骤,根据电弧计权噪音的一分钟平均值调整电弧的供电功率和功率因数。持续执行电弧噪音检测步骤和参数调节步骤直至冶炼结束。本发明利用电弧音频测量仪测定的电弧噪音判断电弧运行状态,实时调整供电方式,实现电耗降低、通电时间缩短的目的,最终实现电弧炉高效率低能耗稳定生产。
技术研发人员:徐迎铁,施允,张明军,陈志平,任清学
受保护的技术使用者:宝山钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!