一种粉末冶金用冲压工艺及设备的制作方法
1.本发明涉及粉末冶金技术领域,具体涉及一种粉末冶金用冲压工艺及设备。
背景技术:
2.粉末冶金是用金属粉末或金属粉末与非金属粉末的混合物作为原料,经过冲压成形和烧结,制造金属材料、复合材料制品的工艺技术,人们通常采用冲压机对冲压原料进行冲压成形。
3.对冲压原料进行冲压成型时,冲压机上的送料装置会向底模的模腔内送料,之后冲压机驱动上模向下运动,上模上的冲压杆插入底模的模腔内,从而将模腔内的冲压原料进行挤压,促使冲压原料成为具有特定形状的零件原型,之后对其进行烧结即可成为所需的成品零件,在对冲压原料进行冲压时,需保证这些冲压原料能够均匀的分布在下模的模腔内方可,否则冲压成型后的零件原型容易出现表面破损以及内部结构不稳定的现象,现有用于粉末冶金的冲压机上并没有针对模腔内冲压原料进行夯实的设备,使得模腔内的冲压原料容易在其内部或者与模腔接触的部位形成中空层,降低了现有冲压机制备零件原型的成品率。
技术实现要素:
4.为解决上述技术问题,本发明提供一种粉末冶金用冲压工艺,包括以下步骤:
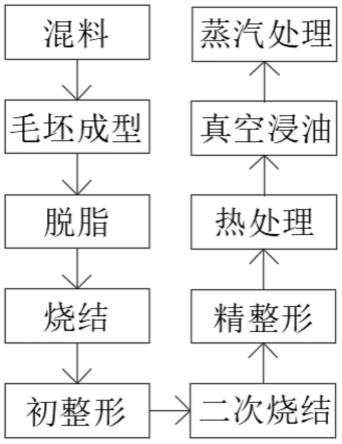
5.步骤一:混料,将金属粉末润滑剂按一定配比均匀混合后形成原料粉末;
6.步骤二:毛坯成型,将步骤一中混料完成的原料粉末投入至粉末成型机中,由粉末成型机将原料粉末送入预设的产品模具中,常温下压制成产品的毛坯件,取出待用;
7.步骤三:脱脂,对步骤二中的在毛坯件进行加热,加热温度保持300度以下,加热时间持续至保证毛坯件中所有润滑剂脱除;
8.步骤四:烧结,将步骤三中脱脂完成的毛坯件从300度以下快速投入至800度以上具有保护气的高温环境中进行烧结,烧结2-3小时,烧结完成形成初工件并冷却待用;
9.步骤五:初整形,将烧结完成的初工件,按照成品件的形状进行初步整形,挑出废料;
10.步骤六:二次烧结,将步骤五中整形完成的初工件投入至1200度高温环境中通入保护气再次烧结,二次烧结完成获得半成品件待用;
11.步骤七:精整形,将步骤六中二次烧结完成的半成品件进行去毛刺,根据产品标准进行精整形,挑出不合格的产品;
12.步骤八:热处理,将步骤七中加工完成的半成品件进行渗碳处理以及淬火处理;
13.步骤九:真空浸油,将步骤八中的处理完成的半成品件冷却并进行真空浸油处理;
14.步骤十:蒸汽处理,将步骤九中真空浸油处理完成的半成品件洗净后进行蒸汽处理,使所述的半成品件表面形成防锈层,蒸汽处理完成后即为成品件
15.一种粉末冶金用冲压设备,包括冲压机,所述冲压机包括底座,所述底座的顶部四
角分别固定连接有第一液压升降机,所述第一液压升降机远离底座的一端固定连接有移动座,所述移动座的底部外壁中轴处固定连接有冲压头,所述底座的内部掏空设置,所述底座的左右两侧壁分别固定连接有盛料箱,所述盛料箱的内部设置有绞龙,所述绞龙的两端分别贯穿盛料箱的两侧壁并延伸至外侧,所述绞龙的后侧延伸部通过轴承与盛料箱的侧壁转动连接,所述绞龙的前侧延伸部外表面套设有皮带,左侧所述绞龙的前侧延伸部固定连接有电机,所述底座的顶部中轴处设置有冲压壳,所述冲压壳的底部开口设置,所述底座的底侧内壁中轴处固定连接有第二液压升降机,所述第二液压升降机远离底座底侧内壁的一端固定连接有冲压顶板,所述冲压顶板的顶部中轴处固定连接有凸模,其中,所述冲压顶板滑动设置在冲压壳的底侧内部,所述冲压壳的下侧的左右两侧壁分别连通设置有倾斜入料管,所述倾斜入料管远离冲压壳的一端与盛料箱的侧壁连通设置。
16.进一步地,所述盛料箱的底侧内壁中轴处固定连接有椭圆挤压囊,所述椭圆挤压囊的侧壁固定连接有倾斜杆,所述倾斜杆远离椭圆挤压囊的一端滑动贯穿倾斜入料管的内部,其中,所述冲压顶板的顶部固定连接有若干个半圆橡胶壳,所述半圆橡胶壳正对着倾斜杆设置,所述冲压顶板的顶部外壁开设有若干个小孔,若干个所述小孔分别正对着若干个半圆橡胶壳设置。
17.进一步地,所述半圆橡胶壳的正下方设置有升降杆,所述升降杆的顶部呈球形设置,所述升降杆的底部固定连接有限位簧,所述限位簧远离升降杆的一端与底座的底侧内壁固定连接。
18.进一步地,所述升降杆的侧壁中轴处固定连接有连接簧,所述连接簧远离升降杆的一端固定连接有连接球。
19.进一步地,所述连接球的顶部中轴处固定连接有震动杆,所述震动杆远离连接球的一端滑动贯穿冲压顶板的外壁并延伸至外侧,其中,所述震动杆的延伸部呈球形设置,所述震动杆呈球形设置部具有弹性。
20.进一步地,所述连接球的侧壁中轴处固定连接有l形推杆,所述l形推杆远离连接球的一端固定连接有椭圆气囊,所述椭圆气囊设置在底座的顶部外壁内部。
21.进一步地,所述椭圆气囊的上侧侧壁连通设置有辅助管,所述辅助管的内部滑动设置有气压推杆,所述气压推杆的外壁与辅助管的内壁接触设置。
22.进一步地,所述气压推杆可滑动贯穿辅助管并延伸至外侧,所述气压推杆的延伸部固定连接有弧形收集板,所述弧形收集板的底侧外壁与底座的顶部接触设置,每两个所述弧形收集板之间固定连接有拉簧。
23.与现有技术相比,本发明的有益效果是:
24.(1)、本发明,工作人员可以将物料放置在盛料箱的内部,启动电机可以使绞龙在皮带的作用下发生旋转,可以使物料通过倾斜入料管加入到冲压壳的内部,启动第一液压升降机可以调节移动座的高度,从而利用冲压头对冲压壳内部的物料进行冲压成型,成型完成之后,通过控制第一液压升降机调节移动座的高度,然后启动第二液压升降机带动冲压顶板向上移动,以此实现顶出成型物料的目的。
25.(2)、本发明,绞龙的旋转,由于绞龙呈螺纹状态,而且椭圆挤压囊设置在盛料箱的中轴处,这就使得绞龙在旋转时,始终有一点可以对椭圆挤压囊间歇性的挤压,在挤压效果下,可以使椭圆挤压囊发生变形,在变形效果下,可以推动倾斜杆在倾斜入料管内部移动,
从而利用其移动效果加快了物料进入冲压壳内部的速率,同时,在倾斜杆移动时,可以对进入冲压壳内部的物料进行振捣,从而使物料更加密实,以此增强了该装置的冲压成型效果。
26.(3)、本发明,倾斜杆移动进冲压壳内部时,会挤压半圆橡胶壳,半圆橡胶壳在挤压效果下,可以发生变形,在变形效果下可以使升降杆上下移动,可以使连接簧带动连接球上下移动,可以使震动杆上下移动,震动杆的上下移动,可以对冲压壳内部的物料进行进一步的振捣,从而增强了该装置对物料的密实效果。
27.(4)、本发明,连接球的上下移动,可以带动l形推杆上下移动,可以对椭圆气囊进行挤压,在挤压效果下,可以使椭圆气囊发生变形,可以使椭圆气囊内部的气体进入到辅助管的内部,在气体推动力的作用下,可以使气压推杆推动弧形收集板在底座的顶部进行移动,从而可以对底座顶部溢出的物料进行收集利用,避免了物料的浪费,增强了该装置的冲压成型效果。
附图说明
28.图1为本发明冲压工艺整体流程图;
29.图2为本发明冲压机整体结构示意图;
30.图3为本发明底座整体结构示意图;
31.图4为本发明底座整体结构剖视图;
32.图5为本发明图4中a的放大图;
33.图6为本发明冲压壳整体结构示意图;
34.图7为本发明l形推杆整体结构示意图;
35.图8为本发明冲压顶板整体结构示意图;
36.图9为弧形收集板整体结构示意图。
37.图中:1、底座;11、第一液压升降机;12、移动座;13、冲压头;14、盛料箱;15、绞龙;2、皮带;21、电机;3、冲压壳;31、第二液压升降机;32、冲压顶板;33、凸模;34、倾斜入料管;4、椭圆挤压囊;41、倾斜杆;42、半圆橡胶壳;5、升降杆;51、限位簧;52、连接簧;53、连接球;6、震动杆;7、l形推杆;71、椭圆气囊;8、辅助管;81、气压推杆;82、弧形收集板;83、拉簧。
具体实施方式
38.下面结合附图和具体实施方式对本发明作进一步详细的说明。本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
39.实施例1
40.请参阅图1所示,本发明为一种粉末冶金用冲压工艺,包括以下步骤:
41.步骤一:混料,将金属粉末润滑剂按一定配比均匀混合后形成原料粉末;
42.步骤二:毛坯成型,将步骤一中混料完成的原料粉末投入至粉末成型机中,由粉末成型机将原料粉末送入预设的产品模具中,常温下压制成产品的毛坯件,取出待用;
43.步骤三:脱脂,对步骤二中的在毛坯件进行加热,加热温度保持300度以下,加热时
间持续至保证毛坯件中所有润滑剂脱除;
44.步骤四:烧结,将步骤三中脱脂完成的毛坯件从300度以下快速投入至800度以上具有保护气的高温环境中进行烧结,烧结2-3小时,烧结完成形成初工件并冷却待用;
45.步骤五:初整形,将烧结完成的初工件,按照成品件的形状进行初步整形,挑出废料;
46.步骤六:二次烧结,将步骤五中整形完成的初工件投入至1200度高温环境中通入保护气再次烧结,二次烧结完成获得半成品件待用;
47.步骤七:精整形,将步骤六中二次烧结完成的半成品件进行去毛刺,根据产品标准进行精整形,挑出不合格的产品;
48.步骤八:热处理,将步骤七中加工完成的半成品件进行渗碳处理以及淬火处理;
49.步骤九:真空浸油,将步骤八中的处理完成的半成品件冷却并进行真空浸油处理;
50.步骤十:蒸汽处理,将步骤九中真空浸油处理完成的半成品件洗净后进行蒸汽处理,使所述的半成品件表面形成防锈层,蒸汽处理完成后即为成品件。
51.实施例2
52.请参阅图2-图9所示,本发明为一种粉末冶金用冲压设备,包括冲压机,冲压机包括底座1,这样设置的目的是为了便于冲压,底座1的顶部四角分别固定连接有第一液压升降机11,这样设置的目的是为了便于调节移动座12的距离,第一液压升降机11远离底座1的一端固定连接有移动座12,这样设置的目的是为了便于对粉末进行冲压,移动座12的底部外壁中轴处固定连接有冲压头13,这样设置的目的是为了便于冲压成型,底座1的内部掏空设置,这样设置的目的是为了便于设置内部结构,底座1的左右两侧壁分别固定连接有盛料箱14,这样设置的目的是为了便于盛料,盛料箱14的内部设置有绞龙15,这样设置的目的是为了便于对物料进行搅拌;
53.绞龙15的两端分别贯穿盛料箱14的两侧壁并延伸至外侧,这样设置的目的是为了便于绞龙15的限位,绞龙15的后侧延伸部通过轴承与盛料箱14的侧壁转动连接,这样设置的目的是为了便于绞龙15的转动,绞龙15的前侧延伸部外表面套设有皮带2,这样设置的目的是为了便于绞龙15的传动,左侧绞龙15的前侧延伸部固定连接有电机21,这样设置的目的是为了便于提供外接动力;
54.底座1的顶部中轴处设置有冲压壳3,这样设置的目的是为了便于冲压成型,冲压壳3的底部开口设置,这样设置的目的是为了便于对冲压壳3进行限位,底座1的底侧内壁中轴处固定连接有第二液压升降机31,这样设置的目的是为了便于顶出成型物料,第二液压升降机31远离底座1底侧内壁的一端固定连接有冲压顶板32,这样设置的目的是为了便于物料的顶出,冲压顶板32的顶部中轴处固定连接有凸模33,这样设置的目的是为了便于成型;
55.其中,冲压顶板32滑动设置在冲压壳3的底侧内部,这样设置的目的是为了便于冲压顶板32的移动,冲压壳3的下侧的左右两侧壁分别连通设置有倾斜入料管34,这样设置的目的是为了便于入料,倾斜入料管34远离冲压壳3的一端与盛料箱14的侧壁连通设置,这样设置的目的是为了便于物料的流动。
56.优选的,在本实施例中,为了便于利用绞龙15旋转时的挤压力,盛料箱14的底侧内壁中轴处固定连接有椭圆挤压囊4,这样设置的目的是为了便于利用绞龙15的间隙性挤压,
椭圆挤压囊4的侧壁固定连接有倾斜杆41,这样设置的目的是为了便于利用椭圆挤压囊4的变形效果,倾斜杆41远离椭圆挤压囊4的一端滑动贯穿倾斜入料管34的内部,这样设置的目的是为了便于倾斜杆41的移动;
57.其中,冲压顶板32的顶部固定连接有若干个半圆橡胶壳42,这样设置的目的是为了便于倾斜杆41的移动挤压,半圆橡胶壳42正对着倾斜杆41设置,这样设置的目的是为了便于半圆橡胶壳42的变形,冲压顶板32的顶部外壁开设有若干个小孔,这样设置的目的是为了便于对冲压顶板32进行限位,若干个小孔分别正对着若干个半圆橡胶壳42设置,这样设置的目的是为了便于利用半圆橡胶壳42的变形效果。
58.优选的,在本实施例中,为了便于利用半圆橡胶壳42的变形效果,半圆橡胶壳42的正下方设置有升降杆5,这样设置的目的是为了便于升降杆5的上下移动,升降杆5的顶部呈球形设置,这样设置的目的是为了便于对升降杆5进行限位,升降杆5的底部固定连接有限位簧51,这样设置的目的是为了便于升降杆5的快速复位,限位簧51远离升降杆5的一端与底座1的底侧内壁固定连接,这样设置的目的是为了便于固定限位簧51。
59.优选的,在本实施例中,为了便于利用升降杆5的移动效果,升降杆5的侧壁中轴处固定连接有连接簧52,这样设置的目的是为了便于辅助设置连接球53,连接簧52远离升降杆5的一端固定连接有连接球53,这样设置的目的是为了便于传导升降杆5的移动效果。
60.优选的,在本实施例中,为了便于利用连接球53的移动效果,连接球53的顶部中轴处固定连接有震动杆6,这样设置的目的是为了便于利用连接球53的移动效果,震动杆6远离连接球53的一端滑动贯穿冲压顶板32的外壁并延伸至外侧,这样设置的目的是为了便于震动杆6的移动;
61.其中,震动杆6的延伸部呈球形设置,这样设置的目的是为了便于震动杆6进行限位,震动杆6呈球形设置部具有弹性,这样设置的目的是为了便于震动杆6的顶部进行挤压变形。
62.优选的,在本实施例中,为了便于进一步的利用连接球53的移动效果,连接球53的侧壁中轴处固定连接有l形推杆7,这样设置的目的是为了便于利用连接球53的移动效果,l形推杆7远离连接球53的一端固定连接有椭圆气囊71,这样设置的目的是为了便于利用l形推杆7的移动效果,椭圆气囊71设置在底座1的顶部外壁内部,这样设置的目的是为了便于对椭圆气囊71进行固定。
63.优选的,在本实施例中,为了便于利用椭圆气囊71的变形效果,椭圆气囊71的上侧侧壁连通设置有辅助管8,这样设置的目的是为了便于气体的流动,辅助管8的内部滑动设置有气压推杆81,这样设置的目的是为了便于利用气体的推动效果,气压推杆81的外壁与辅助管8的内壁接触设置,这样设置的目的是为了便于对气压推杆81进行限位。
64.优选的,在本实施例中,为了便于利用气压推杆81的移动效果,气压推杆81可滑动贯穿辅助管8并延伸至外侧,这样设置的目的是为了便于气压推杆81的移动,气压推杆81的延伸部固定连接有弧形收集板82,这样设置的目的是为了便于利用气压推杆81的移动效果,弧形收集板82的底侧外壁与底座1的顶部接触设置,这样设置的目的是为了便于对弧形收集板82进行限位,每两个弧形收集板82之间固定连接有拉簧83,这样设置的目的是为了便于对弧形收集板82进行限位。
65.本实施例的一个具体应用为:
66.工作人员可以将物料放置在盛料箱14的内部,启动电机21可以使绞龙15在皮带2的作用下发生旋转,可以使物料通过倾斜入料管34加入到冲压壳3的内部,启动第一液压升降机11可以调节移动座12的高度,从而利用冲压头13对冲压壳3内部的物料进行冲压成型,成型完成之后,通过控制第一液压升降机11调节移动座12的高度,然后启动第二液压升降机31带动冲压顶板32向上移动,以此实现顶出成型物料的目的,其次,绞龙15的旋转,由于绞龙15呈螺纹状态,而且椭圆挤压囊4设置在盛料箱14的中轴处,这就使得绞龙15在旋转时,始终有一点可以对椭圆挤压囊4间歇性的挤压,在挤压效果下,可以使椭圆挤压囊4发生变形,在变形效果下,可以推动倾斜杆41在倾斜入料管34内部移动,从而利用其移动效果加快了物料进入冲压壳3内部的速率,同时,在倾斜杆41移动时,可以对进入冲压壳3内部的物料进行振捣,从而使物料更加密实,以此增强了该装置的冲压成型效果。
67.同时,倾斜杆41移动进冲压壳3内部时,会挤压半圆橡胶壳42,半圆橡胶壳42在挤压效果下,可以发生变形,在变形效果下可以使升降杆5上下移动,可以使连接簧52带动连接球53上下移动,可以使震动杆6上下移动,震动杆6的上下移动,可以对冲压壳3内部的物料进行进一步的振捣,从而增强了该装置对物料的密实效果,其次,连接球53的上下移动,可以带动l形推杆7上下移动,可以对椭圆气囊71进行挤压,在挤压效果下,可以使椭圆气囊71发生变形,可以使椭圆气囊71内部的气体进入到辅助管8的内部,在气体推动力的作用下,可以使气压推杆81推动弧形收集板82在底座1的顶部进行移动,从而可以对底座1顶部溢出的物料进行收集利用,避免了物料的浪费,增强了该装置的冲压成型效果。
68.显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域及相关领域的普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1