一种高级建筑结构用Q345GJC/D热轧H型钢及其生产方法与流程
一种高级建筑结构用q345gjc/d热轧h型钢及其生产方法
技术领域
1.本发明属于冶金材料领域,具体涉及一种高级建筑结构用q345gjc/d热轧h型钢及其生产方法。
背景技术:
2.热轧h型钢是一种高效节约型建筑用钢,具有综合力学性能良好、截面设计合理、节省金属材料等优点,因此用途较为广泛。近年来,由于钢结构建筑逐渐向高层、超高层、大跨度发展,因此对钢材的质量要求越来越高,要求钢材具有较好的强度、硬度、塑性、韧性、疲劳强度、焊接性能。
技术实现要素:
3.针对现有技术中存在的一个或多个问题,本发明一个方面提供一种高级建筑结构用q345gjc/d热轧h型钢,其化学成分按质量百分比计为:c:0.12%-0.14%;si:0.22%-0.24%;mn:1.32%-1.35%;p≤0.015%;s≤0.005%;v:0.04%-0.05%,其余为fe和不可避免的杂质。
4.在一些实施方式中,所述高级建筑结构用q345gjc/d热轧h型钢的力学性能满足:屈服强度rel≥411mpa,抗拉强度rm≥587mpa,延伸率a≥25%,-20℃低温冲击≥115j,屈强比≤0.71。
5.本发明另一方面提供一种高级建筑结构用q345gjc/d热轧h型钢的生产方法,其包括以下工艺:铁水预处理—转炉冶炼—炉外精炼—vd真空处理—异型坯连铸—加热—高压水除鳞—bd初轧—ccs精轧—冷却—矫直;其中:
6.转炉出钢温度为1550-1600℃;
7.炉外精炼工艺中加热时间为20-40min,精炼时间为30-40min;
8.vd真空处理工艺中vd炉吹氩时间不小于10min;
9.异型坯连铸工艺中连铸机的拉速范围为0.80m/min-1.0m/min,钢种的过热度小于30℃;
10.加热工艺中加热温度为1210-1230℃,加热时间≥2.5小时;
11.bd初轧和ccs精轧工艺中,开轧温度为1160-1170℃,终轧温度为≤880℃。
12.基于以上技术方案,本发明采用低碳微合金化元素,通过控制生产工艺条件,通过炼钢、轧制等工艺生产出综合力学性能优良的高级建筑结构用q345gjc/d热轧h型钢,适合高级建筑结构使用。
附图说明
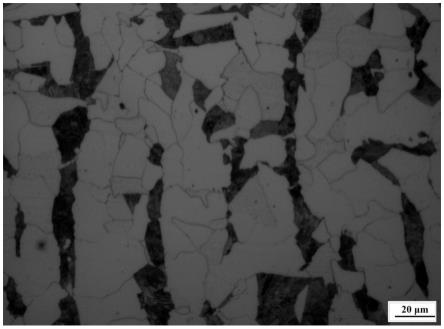
13.图1为实施例1制造的q345gjc/d热轧h型钢的金相组织图像。
具体实施方式
14.本发明旨在提供一种具有优良的综合力学性能的高级建筑结构用q345gjc/d热轧h型钢,还提供了该高级建筑结构用q345gjc/d热轧h型钢的生产方法。
15.在本发明的第一方面,提供一种高级建筑结构用q345gjc/d热轧h型钢,其化学成分按质量百分比计为:c:0.12%-0.14%;si:0.22%-0.24%;mn:1.32%-1.35%;p≤0.015%;s≤0.005%;v:0.04%-0.05%,其余为fe和不可避免的杂质。
16.上述热轧h型钢的成分设计原理如下:
17.c是提高钢材强度最有效的元素,c含量的增加钢的抗拉强度和屈服强度随之提高,但延伸率和冲击韧性下降,耐腐蚀能力也会下降,而且钢材的焊接热影响区还会出现淬硬现象,导致焊接冷裂纹的产生。为保证材料获得良好的综合性能,本发明钢c元素含量设计为0.12%-0.14%。
18.mn是重要的强化元素,且成分低廉,随着锰含量的增加,钢的强度明显提升,改善钢的加工性能,而韧脆转变温度几乎不发生变化。但锰含量过高,会抑制铁素体的转变,影响钢的屈服强度,不利于屈强比的控制。本发明钢的mn元素含量设计为1.32%-1.35%。
19.si能改善钢的耐腐蚀性能,常被添加到不锈钢、低合金钢、耐蚀合金中,以提高这些合金的耐蚀性,使它们具有耐氯化物应力腐蚀破裂、耐点蚀、耐热浓硝酸腐蚀、抗氧化、耐海水腐蚀等性能。研究表明,在湿热大气环境中,si能明显改善碳钢和低合金钢的耐大气腐蚀性能,另外,si还能提高低合金钢在海水中飞溅带的耐蚀性。本发明钢的si元素含量设计为0.22%-0.24%。
20.p,s是钢中的杂质元素。p具有一定的提高耐腐蚀性作用,但p是一种易于偏析的元素,在钢的局部产生严重偏析,降低塑性及韧性,对低温韧性极为有害。s元素在钢中易于偏析和富集,是对耐腐蚀性能用害的元素。本发明钢,在冶金质量方面严格控制了硫、磷含量水平,即p:≤0.015%;s:≤0.005%。
21.v和c、o、n都有很强的结合能力,并与之形成极其稳定的化合物,因而能细化晶粒,降低钢的热敏感性和回火脆性。能显著改善普通低合金钢的焊接性能。本发明钢的v元素含量设计为0.04%-0.05%。
22.在一些实施例中,提供的高级建筑结构用q345gjc/d热轧h型钢的力学性能满足:屈服强度rel≥411mpa,抗拉强度rm≥587mpa,延伸率a≥25%,-20℃低温冲击≥115j,屈强比≤0.71。
23.在本发明的第二方面提供一种高级建筑结构用q345gjc/d热轧h型钢的生产方法,其包括以下工艺:铁水预处理—转炉冶炼—炉外精炼—vd真空处理—异型坯连铸—加热—高压水除鳞—bd初轧—ccs精轧—冷却—矫直;其中:
24.转炉出钢温度为1550-1600℃;
25.炉外精炼工艺中加热时间为20-40min,精炼时间为30-40min;
26.vd真空处理工艺中vd炉吹氩时间不小于10min;
27.异型坯连铸工艺中连铸机的拉速范围为0.80m/min-1.0m/min,钢种的过热度小于30℃;
28.加热工艺中加热温度为1210-1230℃,加热时间≥2.5小时;
29.bd初轧和ccs精轧工艺中,开轧温度为1160-1170℃,终轧温度为≤880℃。
30.以下通过具体实施例详细说明本发明的内容,实施例旨在有助于理解本发明,而不在于限制本发明的内容。
31.实施例1:高级建筑结构用q345gjc/d热轧h型钢的生产
32.该实施例旨在生产一种高级建筑结构用q345gjc/d热轧h型钢,该热轧h型钢的化学成分及其含量如下表1所示,生产方法具体包括以下工艺:
33.铁水预处理—转炉冶炼—炉外精炼—vd真空处理—异型坯连铸—加热—高压水除鳞—bd初轧—ccs精轧—冷却—矫直;其中:
34.转炉出钢温度为1600℃;
35.炉外精炼工艺中加热时间为30min,精炼时间为35min;
36.vd真空处理工艺中vd炉吹氩时间不小于10min;
37.异型坯连铸工艺中连铸机的拉速范围为0.90m/min,钢种的过热度小于30℃;
38.加热工艺中加热温度为1220℃,加热时间3小时;
39.bd初轧和ccs精轧工艺中,开轧温度为1160℃,终轧温度为880℃。
40.对该实施例生产获得的高级建筑结构用q345gjc/d热轧h型钢的金相组织进行检测,如图1所示,可见金相组织为铁素体和珠光体组织,铁素体比例较大,证明该高级建筑结构用q345gjc/d热轧h型钢具有较高的韧性。还对生产获得的高级建筑结构用q345gjc/d热轧h型钢的力学性能进行检测,结果如下表2所示。
41.实施例2:高级建筑结构用q345gjc/d热轧h型钢的生产
42.该实施例旨在生产一种高级建筑结构用q345gjc/d热轧h型钢,该热轧h型钢的化学成分及其含量如下表1所示,生产方法具体包括以下工艺:
43.铁水预处理—转炉冶炼—炉外精炼—vd真空处理—异型坯连铸—加热—高压水除鳞—bd初轧—ccs精轧—冷却—矫直;其中:
44.转炉出钢温度为1550℃;
45.炉外精炼工艺中加热时间为30min,精炼时间为35min;
46.vd真空处理工艺中vd炉吹氩时间不小于10min;
47.异型坯连铸工艺中连铸机的拉速范围为0.90m/min,钢种的过热度小于30℃;
48.加热工艺中加热温度为1218℃,加热时间3小时;
49.bd初轧和ccs精轧工艺中,开轧温度为1170℃,终轧温度为870℃。
50.对该实施例生产获得的高级建筑结构用q345gjc/d热轧h型钢的力学性能进行检测,结果如下表2所示。
51.实施例3:高级建筑结构用q345gjc/d热轧h型钢的生产
52.该实施例旨在生产一种高级建筑结构用q345gjc/d热轧h型钢,该热轧h型钢的化学成分及其含量如下表1所示,生产方法具体包括以下工艺:
53.铁水预处理—转炉冶炼—炉外精炼—vd真空处理—异型坯连铸—加热—高压水除鳞—bd初轧—ccs精轧—冷却—矫直;其中:
54.转炉出钢温度为1550℃;
55.炉外精炼工艺中加热时间为30min,精炼时间为35min;
56.vd真空处理工艺中vd炉吹氩时间不小于10min;
57.异型坯连铸工艺中连铸机的拉速范围为0.90m/min,钢种的过热度小于30℃;
58.加热工艺中加热温度为1230℃,加热时间3小时;
59.bd初轧和ccs精轧工艺中,开轧温度为1165℃,终轧温度为880℃。
60.对该实施例生产获得的高级建筑结构用q345gjc/d热轧h型钢的力学性能进行检测,结果如下表2所示。
61.对比例1-3
62.对比例1-3按照实施例1的方法进行,不同之处仅在于热轧h型钢的化学成分含量不同或生产方法的工艺参数不同,具体地:
63.对比例1-2生产的热轧h型钢的化学成分含量与实施例1不同,具体如下表1所示;
64.对比例3生产其热轧h型钢时的开轧温度和终轧温度不同,其中开轧温度为1140℃,终轧温度为890℃。
65.对对比例1-3生产获得的高级建筑结构用q345gjc/d热轧h型钢的力学性能进行检测,结果如下表2所示。
66.表1:实施例和对比例的化学成分及重量百分比含量
[0067][0068][0069]
表2:各实施例和对比例生产的钢材的力学性能检测结果
[0070] 屈服强度/mpa抗拉强度/mpa屈强比延伸率/%-20℃冲击值/j实施例14185870.7125.43116.7实施例24115920.6926.60120.3实施例34196010.7026.10117.5对比例13575040.7125.50103.5对比例24566080.7523.4565.4对比例34045810.7027.6472.3
[0071]
由上表1和表2记载的内容可知,实施例1-3生产获得的高级建筑结构用q345gjc/d热轧h型钢的综合力学性能优良,满足:屈服强度rel≥411mpa,抗拉强度rm≥587mpa,延伸率a≥25%,-20℃低温冲击≥115j,屈强比≤0.71。与实施例1相比,对比例1生产的钢材中mn的含量有所降低,这会导致生产的钢材的强度和-20℃条件下的冲击韧性均有所下降;与实施例1相比,对比例2生产的钢材中mn的含量有所提高,虽然生产获得的钢材的强度(尤其是屈服强度)大幅提高,然而会严重劣化钢材在20℃条件下的冲击韧性;与实施例1相对比,对比例3控制相对较低的开轧温度和相对较高的终轧温度,生产获得的钢材的强度性能较好,然而不利于钢材在20℃条件下的冲击韧性,仅能达到72.3j。
[0072]
最后应说明的是:以上所述仅为本发明的优选实施例,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1