用于真空钎焊应用的多层钎焊片材的制作方法
用于真空钎焊应用的多层钎焊片材
1.分案信息
2.本技术是2016年2月25日递交的申请号为201680024260.x、发明名称为“用于真空钎焊应用的多层钎焊片材”的发明专利申请的分案申请。
3.相关申请的交叉引用
4.本技术要求于2015年2月26日提交的标题为“用于真空钎焊应用的多层钎焊片材”的美国第62/121,148号临时申请的权益,该申请的全部内容通过引用并入本文。
技术领域
5.本发明涉及片材材料,并且更具体地说,涉及具有多层的辊压和辊压结合的片材材料,诸如可以是例如在热交换器(诸如用于汽车和卡车的油冷却器)的制造过程中被钎焊的那些片材。
背景技术:
6.已知铝合金制成的多层钎焊片材在可控气体钎焊(controlled atmosphere brazing,cab)中的应用,但在真空钎焊中的应用受到限制。例如,锌被用作多层钎焊片材的衬里或中间衬层以提供腐蚀防护,但锌可能污染真空钎焊炉并对真空钎焊工艺产生负面影响。美国第7,255,932号专利公开了一种多层片材结构,但不要求对芯进行热处理或均质化,这促进了作为芯和中间衬之间的界面的连续的、密集的含mn分散质带从而增强了腐蚀防护。可替代的钎焊片材结构、组合物及其制备方法仍然是期望的。
技术实现要素:
7.所公开的主题涉及具有3xxx铝合金芯层的多层片材材料,所述3xxx铝合金芯层具有重量百分比(wt%)为0.1-2.0的si、高达0.7的fe、0.1-2.0的cu、0.8-1.8的mn、0.05-1.2的mg、高达0.10的cr、高达0.10的zn、和0.10-0.20的ti和zr中的每一者或两者;结合至芯层的一侧上的第一5xxx铝合金中间衬层;结合至芯层的远离第一中间衬层的第二侧上的第二5xxx铝合金中间衬层;远离芯层地结合至第一中间衬层的第一4xxx铝合金钎焊层;以及远离芯层地结合至第二中间衬层的第二4xxx铝合金钎焊层,其中所述第一和第二中间衬由铝合金形成,所述铝合金包含重量百分比(重量%)为0.1-0.40的si;0.1-0.5的fe;高达0.05的cu;高达0.3的mn;0.1-1.10的mg;高达0.05的cr;高达0.05的zn;0.01-0.2的ti,其余为铝和杂质。
8.在另一方面,通过预热轧热处理对芯层进行处理。
9.在另一方面,第一和第二钎焊层的最大zn水平为0.2wt%。
10.在另一方面,第一和第二钎焊层的mg的量为0.16至2.5wt%。
11.在另一方面,芯层包含wt%为0.1至1.0的si、高达0.6的fe、0.3至0.8的cu、1.0至1.6的mn、0.1至0.6的mg、高达0.03的cr、高达0.05的zn和0.1-0.2的ti,其余为al和杂质。
12.在另一方面,芯层包含wt%为0.05-0.1的si、0.1-0.2的fe、0.4-0.6的cu、1.0-1.3
的mn、0.1-0.3的mg、0.002-0.006的cr、0.01-0.02的zn和0.15-0.18的ti。
13.在另一方面,芯层包含wt%为0.5至0.9的si、0.3至0.7的fe、0.4至0.7的cu、1.0至1.5的mn、0.2至0.5的mg。
14.在另一方面,zn的量不大于杂质的量。
15.在另一方面,中间衬层中的至少一个包含wt%为0.2-0.4的si、0.1-0.2的fe、0.01-0.04的cu、0.01-0.05的mn、0.3-0.5的mg、0.01-0.04的cr、0.01-0.04的zn和0.02-0.08的ti。
16.在另一方面,中间衬层中的至少一个包含wt%为0.1-0.18的si、0.13-0.2的fe、0.001-0.01的cu、0.001-0.005的mn、0.4-0.7的mg、0.001-0.006的zn和0.01-0.02的ti。
17.在另一方面,中间衬层中的至少一个包含wt%为0.1-0.18的si、0.13-0.2的fe、0.001-0.003的cu、0.001-0.005的mn、0.5-1.05的mg、0.001-0.005的zn和0.01-0.02的ti。
18.在另一方面,第一钎焊层包含wt%为9.0-11.0的si、高达1.0的fe、0.1-0.3的cu、高达0.20的mn、0.5-2.5的mg、高达0.05的zn,其余为al和杂质。
19.在另一方面,第二钎焊层包含wt%为11.5-12.5的si、0.1-0.3的fe、0.1-0.3的cu、0.01-0.1的mn、0.1-0.2的mg、0.001-0.01的cr、0.01-0.05的zn和0.01-0.02的ti,其余为al和杂质。
20.在另一方面,第二钎焊层包含wt%为11.5-12.5的si、0.1-0.3的fe、0.1-0.3的cu、0.01-0.1的mn、0.1-0.2的mg、0.001-0.01的cr、0.01-0.05的zn和0.01-0.02的ti,其余为al和杂质。
21.在另一方面,第一和第二钎焊层是上述的第一和第二钎焊层。
22.在另一方面,第一和第二钎焊层是上述的第一和第二钎焊层。
23.在另一方面,钎焊层的包覆率为8-18%,以及中间衬层的包覆率为8-18%。
24.在另一方面,用于钎焊的片材材料具有均质化的3xxx铝合金的芯;
25.在芯的第一侧上的第一中间衬;在芯的第二侧上的第二中间衬;在第一中间衬上的第一钎焊衬;以及在第二中间衬上的第二钎焊衬,其中所述第一和第二中间衬由铝合金形成,所述铝合金具有wt%为0.1-0.40的si;0.10-0.5的fe;高达0.05的cu;高达0.3的mn;0.3-1.10的mg;高达0.05的cr;高达0.05的zn;0.05-0.2的ti,其余为铝和杂质,并且其中第一和第二钎焊衬各自由4xxx铝合金形成。
26.在另一方面,第一和第二中间衬包含wt%为0.12-0.4的si。
27.在另一方面,第一和第二中间衬包含wt%为高达0.4的fe。
28.在另一方面,第一和第二中间衬包含wt%为高达0.03的cu。
29.在另一方面,第一和第二中间衬包含wt%为高达0.3的mn。
30.在另一方面,第一和第二中间衬包含wt%为0.3-1.0的mg。
31.在另一方面,第一和第二中间衬各自包含wt%为高达0.03的cr。
32.在另一方面,第一和第二中间衬各自包含wt%为高达0.03的zn。
33.在另一方面,第一和第二中间衬各自包含wt%为高达0.3的fe。
34.在另一方面,第一和第二中间衬各自包含wt%为0.08-0.16的ti。
附图说明
35.为了更全面地理解本公开,参考如下结合附图的对示例性实施例进行的详细描述。
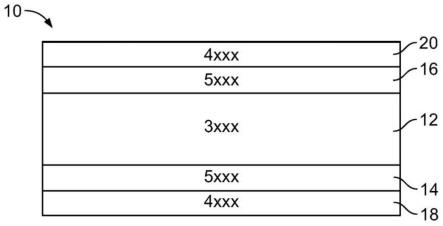
36.图1是根据本公开的示例性实施例的多层片材材料的示意图。
37.图2a-2d是具有三层的片材材料的横截面的照片,分别示出了钎焊前颗粒结构、钎焊前晶粒结构、钎焊后颗粒结构和钎焊后晶粒结构。
38.图3a-3d是根据本公开的示例性实施例的具有五层的片材材料的横截面的照片,分别示出了钎焊前颗粒结构、钎焊前晶粒结构、钎焊后颗粒结构和钎焊后晶粒结构。
39.图4a-4d是根据本公开的另一个实施例的具有五层的片材材料的横截面的照片,分别示出了钎焊前颗粒结构、钎焊前晶粒结构、钎焊后颗粒结构和钎焊后晶粒结构。
40.图5a-5d是根据本公开的另一个实施例的具有五层的片材材料的横截面的照片,分别示出了钎焊前颗粒结构、钎焊前晶粒结构、钎焊后颗粒结构和钎焊后晶粒结构。
41.图6a-6d是根据本公开的另一个实施例的具有五层的片材材料的横截面的照片,分别示出了钎焊前颗粒结构、钎焊前晶粒结构、钎焊后颗粒结构和钎焊后晶粒结构。
42.图7a-7d是根据本公开的另一个实施例的具有五层的片材材料的横截面的照片,分别示出了钎焊前颗粒结构、钎焊前晶粒结构、钎焊后颗粒结构和钎焊后晶粒结构。
43.图8a-8d是根据本公开的另一个实施例的具有五层的片材材料的横截面的照片,分别示出了钎焊前颗粒结构、钎焊前晶粒结构、钎焊后颗粒结构和钎焊后晶粒结构。
44.图9a-9d是在预应变之后的钎焊后条件下具有三层的片材材料横截面的照片,分别示出了在被拉伸2.5%、5%、7.5%和10%之后的微观结构。
45.图10a-10d是在预应变之后的钎焊后条件下的根据本公开的另一个实施例的具有五层的片材材料的横截面的照片,分别示出了在被拉伸2.5%、5%、7.5%和10%之后的微观结构。
46.图11a-11d是在预应变之后的钎焊后条件下的根据本公开的另一个实施例的具有五层的片材材料的横截面的照片,分别示出了在被拉伸2.5%、5%、7.5%和10%之后的微观结构。
47.图12a-12d是在预应变之后的钎焊后条件下的根据本公开的另一个实施例的具有五层的片材材料的横截面的照片,分别示出了在被拉伸2.5%、5%、7.5%和10%之后的微观结构。
48.图13a-13d是在预应变之后的钎焊后条件下的根据本公开的另一个实施例的具有五层的片材材料的横截面的照片,分别示出了在被拉伸2.5%、5%、7.5%和10%之后的微观结构。
49.图14a-14d是在预应变之后的钎焊后条件下的根据本公开的另一个实施例的具有五层的片材材料的横截面的照片,分别示出了在被拉伸2.5%、5%、7.5%和10%之后的微观结构。
50.图15a-15d是在预应变之后的钎焊后条件下的根据本公开的另一个实施例的具有五层的片材材料的横截面的照片,分别示出了在被拉伸2.5%、5%、7.5%和10%之后的微观结构。
51.图16a是经过30天的swaat试验后的钎焊后条件下的具有三层的片材材料的表面
的照片。
52.图16b-16f是经过30天的swaat试验后的钎焊后条件下的根据本公开的实施例的具有五层的片材材料的表面的照片。
53.图17a是经过30天的swaat试验后的具有三层的片材材料的一侧的横截面的照片。
54.图17b-17f是经过30天的swaat试验后的根据本公开的实施例的具有五层的片材材料的一侧的横截面的照片。
55.图18a是图17a的经过30天的swaat试验后的片材材料的另一侧的横截面的照片。
56.图18b-18f是图17b-17f的经过30天的swaat试验后的片材材料的另一侧的横截面的照片。
57.图19a是经过oy试验后的具有三层的片材材料的表面的照片,其中标记有腐蚀坑。
58.图19b-19f是经过oy试验后的根据本公开的实施例的具有五层的片材材料的表面的照片,其中标记有腐蚀坑。
59.图20a是经过oy试验后的三层片材材料、钎焊后的横截面的照片,其中示出了具有腐蚀坑的区域。
60.图20b-20f是经过oy试验后的根据本公开的实施例的五层片材材料、钎焊后的横截面的照片,其中示出了具有腐蚀坑的区域。
61.图21a是经过oy腐蚀试验后的三层片材材料、钎焊后的横截面的照片,其中示出了具有腐蚀坑的区域。
62.图21b-21f是经过oy试验后的根据本公开的实施例的五层片材材料、钎焊后的横截面照片,其中示出了具有腐蚀坑的区域。
具体实施方式
63.本公开的一个方面是认识到对于真空钎焊工艺,不含锌的钎焊片材避免了钎焊炉的锌污染。在本公开的一些实施例中,不含锌或含有仅作为杂质的锌的中间衬可在用于真空钎焊应用的多层材料中提供良好的强度和腐蚀防护。此外,在一些实施例中,在热轧和辊压结合工艺中,中间衬具有与芯的良好的结合能力。多层片材10的结构在图1中示意性地示出,并且具有5层铝合金,即3xxx型的芯层12、5xxx型的中间衬层14、16和4xxx型的钎焊衬层18、20。
64.根据本公开,考虑以下因素来确定中间衬层14、16的组成:a)保证合金元素(例如铜、锰)较低以保持纯铝的阳极电化学性能;b)添加镁以提高阳极性能、增加强度,并提高真空钎焊中的可钎焊性。中间衬层14、16中的mg还可以减少中间衬层14、16和芯12之间的流动应力差,这可以改善热轧过程中的辊压结合。综上所述,中间衬层14、16的含镁合金可提供强度、腐蚀防护、良好的辊压结合、良好的可钎焊性、良好的侵蚀性能等。
65.根据本公开的一个实施例,芯12可以是3xxx合金,包含重量百分比为:
66.0.1-1.0的si
67.高达0.7的fe
68.0.1-1.0的cu
69.0.8-1.8的mn
70.0.05-1.2的mg
71.高达0.10的cr
72.高达0.10的zn
73.0.10-0.20的每个ti和zr中的一者或两者。
74.在一些实施例中,通过预热轧热处理(例如均质化)来处理芯12合金,使得该材料具有良好的可成形性。虽然均质化的芯不能形成用于腐蚀防护的棕色带,但是在一些实施例中,中间衬提供牺牲防护。
75.在一些实施例中,对于真空钎焊材料,4xxx钎焊衬通常包含镁,诸如4104、4147等,或者具有0.3-2.5wt%的mg的任何4xxx合金。
76.实施例
77.从下表可以理解,通过使用用于五层的组合物的不同组合,即芯层12(芯-1和芯-2)、中间衬层14和16(i/l-1至i/l-4)和钎焊衬层18和20(bs衬里-1、bs衬里-2),来形成具有类似图1所示那样的五个层12、14、16、18、20的六个示例性多层片材10,即样本b12-0084到b12-0089。层12、14、16、18、20的替代组合物示于表1中。六个五层样本中的每一个的堆积(buildup)示于表2,其示出了用于每个样本的特定芯层12和中间衬层14、16。在五层样本中的每一个中,将表中标示为“bs衬里-1”的钎焊衬层18施加在片材10的一侧上,并且将表中标示为“bs衬里-2”的钎焊衬层20施加在片材10的另一侧上。实施了五层结构以改进多层片材10的腐蚀性能。还试验了三层片材(样本b08-0210)以与五层片材10进行比较。
78.两个芯合金(芯-1和芯-2)用于进行试验和评估。在试验中使用四种中间衬合金(i/l-1至i/l-4)。每个样本(三层和五层样本)的设计规格为0.5mm,五层样本具有包覆率为11.5%的钎焊衬和包覆率为12%的中间衬层。实验样本都用o回火(o temper)制成。
[0079][0080]
表1-实验样本层组成
[0081]
进行实验室试验以评估实验样本,包括钎焊前和钎焊后的拉伸性能、腐蚀电位、各种预应变水平之后的侵蚀行为、以及swaat和oy腐蚀性能,如下表所示。在自然老化7天后试验钎焊后拉伸性能。
[0082]
钎焊前和钎焊后拉伸性能如下表2所示。
[0083][0084][0085]
表2
[0086]
从表2可以看出,五层材料b12-0085、-0086、-0087和-0089具有比三层样本更低的钎焊前拉伸强度但更高的钎焊后拉伸强度。这些性能可以提供用于形成热交换器部件的良好可成形性和用于应用的高强度。
[0087]
耐腐蚀性如下表3所示进行试验。在钎焊后样本上试验腐蚀电位。通过蚀刻去除样本表面以获得中间衬和芯样本。根据astm g69进行试验,并且通过平均两次测量值来确定结果。
[0088]
[0089][0090]
表3实验样本的腐蚀电位
[0091]
腐蚀试验的实验结果示出了由中间衬层14、16提供的以下特性:a)比3层材料更低的钎焊前强度但更高的钎焊后强度;b)良好的再结晶行为,这可以显著改善低预应变下的侵蚀行为,以及3)芯的牺牲防护,以提高多层材料10的腐蚀寿命。
[0092]
样本检测-微观结构
[0093]
图2a-2d至8a-8d示出了上述每个样本的钎焊前颗粒结构、钎焊前晶粒结构、钎焊后颗粒结构和钎焊后晶粒结构。更具体地,图2a-2d示出了具有三层的0.5mm规格的样本片材材料51(在表2和3中使用芯-1并被标示为b08-0210的样本)的横截面:芯层11、第一钎焊衬bs-衬里-1(表1)13、第二钎焊衬bs-衬里-2(表1)15,分别示出了钎焊前颗粒结构51a、钎焊前晶粒结构51b、钎焊后颗粒结构51c和钎焊后晶粒结构51d。由于图2a至2d是真实图像的再现,状态51a和51b中的片材材料51中的层11、13、15是可辨别的,但不如若以线图示意性地示出的那么明显,例如对图1中的五层材料10的说明。为了有助于使层11、13、15可视化,虚线被绘制在图2a所示的材料51的图像旁边。为了便于说明,仅在图2a中用附图标记和相邻的虚线示出层11、13、15,虽然没有特别标注,但它们在图2b中也是存在的和可见的。钎焊后状态51c和51d示出了钎焊衬层13、15的缩小。可以在图2d中的bs衬里-2的侧13上的芯11中看到侵蚀(钎焊后)。
[0094]
图3a-3d示出了具有五层的0.5mm规格的样本片材材料110(在表2和3中,用芯-1合金和i/l-1(中间衬-1)并被标示为b12-0084的样本)的横截面:芯层112、中间衬层114、116和钎焊衬层118和120,分别示出了钎焊前颗粒结构110a、钎焊前晶粒结构110b、钎焊后颗粒结构110c和钎焊后晶粒结构110d。由于图3a至3d是真实图像的再现,层112、114、116、118和120是可辨别的,但不若以线图示意性地示出的那么明显,例如对图1中的五层材料10的图解。为了有助于使层112、114、116、118和120可视化,虚线被绘制在图3a所示的材料110的图像的旁边。为了便于说明,仅在图3a中用附图标记和相邻的虚线示出112、114、116、118和120,虽然没有特别标注,但它们在图3b中也是存在的和可见的。钎焊后状态110c和110d示出了钎焊衬层118、120的缩小,但是芯112和中间衬层114和116仍容易辨别出。对于4a-4d至8a-8d也可以采用相同的图解方式,但下文不作具体说明。比较图3d所示的钎焊后晶粒结构与图2d所示的钎焊后晶粒结构,可以观察到钎焊后微观结构显示出相对于图2d所示的侵蚀行为,状态110d下的5层材料110的侵蚀行为得到显著改善。
[0095]
图4a-4d示出了具有五层的0.5mm规格的样本片材材料210(在表2和3中,使用芯-1和i/l-3并被标示为b12-0085的样本)的横截面:芯层212、中间衬层214、216和钎焊衬层218和220,分别示出了钎焊前颗粒结构210a、钎焊前晶粒结构210b、钎焊后颗粒结构210c和钎焊后晶粒结构210d。比较图4d所示的钎焊后晶粒结构与图2d所示的钎焊后晶粒结构,可以观察到钎焊后微观结构显示出相对于图2d所示的侵蚀行为,状态210d下的5层材料210的侵蚀行为得到改善。在层218(bs衬里-2)侧有一些腐蚀,但量不大。
[0096]
图5a-5d示出了具有五层的0.5mm规格的样本片材材料310(在表2和3中,使用芯-2
合金和i/l-1并被标示为b12-0086的样本)的横截面:芯层312、中间衬层314、316和钎焊衬层318和320,分别示出了钎焊前颗粒结构310a、钎焊前晶粒结构310b、钎焊后颗粒结构310c和钎焊后晶粒结构310d。比较图5d所示的钎焊后晶粒结构与图2d所示的钎焊后晶粒结构,可以观察到钎焊后微观结构显示出相对于图2d所示的侵蚀行为,状态310d下的5层材料310的侵蚀行为得到改善。在层318(bs衬里-2)侧有一些腐蚀,但量不大。
[0097]
图6a-6d示出了具有五层的0.5mm规格的样本片材材料410(在表2和3中,使用芯-2合金和i/l-2并被标示为b12-0087的样本)的横截面:芯层412、中间衬层414、416和钎焊衬层418和420,分别示出了钎焊前颗粒结构410a、钎焊前晶粒结构410b、钎焊后颗粒结构410c和钎焊后晶粒结构410d。比较图6d所示的钎焊后晶粒结构与图2d所示的钎焊后晶粒结构,可以观察到钎焊后微观结构显示出相对于图2d所示的侵蚀行为,状态410d下的5层材料410的侵蚀行为得到改善。
[0098]
图7a-7d示出了具有五层的0.5mm规格的样本片材材料510(在表2和3中,使用芯-2合金和i/l-4并被标示为b12-0088的样本)的横截面:芯层512、中间衬层514、516和钎焊衬层518和520,分别示出了钎焊前颗粒结构510a、钎焊前晶粒结构510b、钎焊后颗粒结构510c和钎焊后晶粒结构510d。比较图7d所示的钎焊后晶粒结构与图2d所示的钎焊后晶粒结构,可以观察到钎焊后微观结构显示出层518(bs衬里-2)侧上存在一些侵蚀,但是相对于图2d所示的侵蚀行为,状态510d下的5层材料510的侵蚀行为得到改善。
[0099]
图8a-8d示出了具有五层的0.5mm规格的样本片材材料610(在表2和3中,使用芯-2合金和i/l-3并被标示为b12-0089的样本)的横截面:芯层612、中间衬层614、616和钎焊衬层618和620,分别示出了钎焊前颗粒结构610a、钎焊前晶粒结构610b、钎焊后颗粒结构610c和钎焊后晶粒结构610d。比较图8d所示的钎焊后晶粒结构与图2d所示的钎焊后晶粒结构,可以观察到钎焊后微观结构显示出相对于图2d所示的侵蚀行为,状态610d下的5层材料610的侵蚀行为得到改善。在层618(bs衬里-2)侧有一些腐蚀,但很轻微。
[0100]
预应变后的侵蚀行为
[0101]
图9a-9d至15a-15d示出了在2.5%、5%、7.5%和10%水平的预应变后,上述每个样本的钎焊后微观结构。更具体地,图9a-9d示出了具有0.63mm规格的样本片材材料71(在表3中用芯-1并被标示为b09-0269的样本)的截面图,其具有类似图2a中的层11、13、15的三个可辨别层。在钎焊后状态下,只有芯21保持为可辨别的,钎焊衬层已经缩小。钎焊衬层所结合的芯21的相应侧面在图9a中分别标示为指示bs-衬里-1和bs-衬里-2的21bs1和21bs2,并且在图9b-9d中也是相同的,但是为了便于说明而没有编号。图9a-9d分别示出了2.5%(71a)、5%(71b)、7.5%(71c)和10%(71d)的预应变后的微观结构。图9a-9d中所示的侵蚀水平对于芯-1的三层材料来说是典型的。在低预应变(即2.5%和5%)下,在钎焊过程中发生严重的侵蚀。
[0102]
图10a-10d示出了0.5mm规格的样本片材材料710(在表2和3中,使用芯-1和i/l-1并被标示为b12-0084的样本)的横截面,其在钎焊前状态下具有类似于图3a的材料110的层112、114、116、118、120的五层。钎焊后,芯712和中间衬层714、716是可辨别的。图10a-10d分别示出了2.5%(710a)、5%(710b)、7.5%(710c)和10%(710d)的预应变后的微观结构。如图所示,每个预应变水平的侵蚀水平明显优于图9a所示的三层材料71表现出的侵蚀水平。
[0103]
图11a-11d示出了0.5mm规格的样本片材材料810(在表2和3中,使用芯-1和i/l-3
并被标示为b12-0085的样本)的横截面,该样本片材材料810在钎焊前状态下具有五层,如图4a所示。钎焊后,芯812和中间衬层814、816是可辨别的。图11a-11d分别示出了2.5%(810a)、5%(810b)、7.5%(810c)和10%(810d)的预应变后的微观结构。如图所示,每个预应变水平的侵蚀水平明显优于图9a所示的三层材料71表现出的侵蚀水平。
[0104]
图12a-12d示出了0.5mm规格的样本片材材料910(在表2和3中,使用芯-2和i/l-1并被标示为b12-0086的样本)的横截面,该样本片材材料910在钎焊前状态下具有五层,如图5a所示。钎焊后,芯912和中间衬层914、916是可辨别的。图12a-12d分别示出了2.5%(910a)、5%(910b)、7.5%(910c)和10%(910d)的预应变后的微观结构。如图所示,每个预应变水平的侵蚀水平明显优于图9a所示的三层材料71表现出的侵蚀水平。
[0105]
图13a-13d示出了0.5mm规格的样本片材材料1010(在表2和3中,使用芯-2和i/l-2并被标示为b12-0087的样本)的横截面,该样本片材材料1010在钎焊前状态下具有五层,如图6a所示。钎焊后,芯1012和中间衬层1014、1016是可辨别的。图13a-13d分别示出了2.5%(1010a)、5%(1010b)、7.5%(1010c)和10%(1010d)的预应变后的微观结构。如图所示,每个预应变水平的侵蚀水平明显优于图9a所示的三层材料71表现出的侵蚀水平。
[0106]
图14a-14d示出了0.5mm规格的样本片材材料1110(在表2和3中,使用芯-2和i/l-4并被标示为b12-0088的样本)的横截面,该样本片材材料1110在钎焊前状态下具有五层,如图7a所示。钎焊后,芯1112和中间衬层1114、1116是可辨别的。图14a-14d分别示出了2.5%(1110a)、5%(1110b)、7.5%(1110c)和10%(1110d)的预应变后的微观结构。如图所示,片材1110材料在预应变为2.5%和5%的水平下表现出侵蚀。
[0107]
图15a-15d示出了0.5mm规格的样本片材材料1210(在表2和3中,使用芯-2和i/l-3并被标示为b12-0089的样本)的横截面,该样本片材材料1210在钎焊前状态下具有五层,如图8a所示。钎焊后,芯1212和中间衬层1214、1216是可辨别的。图15a-15d分别示出了2.5%(1210a)、5%(1210b)、7.5%(1210c)和10%(1210d)的预应变后的微观结构。如图所示,每个预应变水平的侵蚀水平明显优于图9a所示的三层材料71表现出的侵蚀水平。
[0108]
swaat
[0109]
图16a示出了在经过30天的swaat试验后的钎焊后条件下,在bs-衬里1(表1所描述)侧上的三层片材材料51(表2和3中列出的材料b08-210)的侧表面。
[0110]
图16b-16f示出了在经过30天的swaat试验之后的钎焊后条件下,根据本公开的实施例的具有五层的片材材料1310、1410、1510、1610和1710的表面(如在表2和3中分别标示的样本b12-0084、b12-0085、b12-0086、b12-0087和b12-0089)。图16b-16f中示出的表面位于bs-衬里1侧上。如下所述,在3层材料51的横截面样本上可以看到严重的腐蚀侵袭。样本标记有记号i,即标记为“c”和“e”的线,分别表示可以切割样本以获得横截面图的中心和边缘。对于所有5层样本,中间衬层14、16为芯12(图1)提供牺牲防护。这也在下图中示出。
[0111]
图17a示出了在经过30天的swaat试验后、钎焊后,三层片材材料51(表2和3中列出的材料b08-210)的一侧(bs衬里-1侧)的横截面。
[0112]
图17b-17f示出了在经过30天的swaat试验之后的钎焊后条件下,根据本公开的实施例的五层片材材料1810、1910、2010、2110和2210(如在表2和3中分别标示的样本b12-0084、b12-0085、b12-0086、b12-0087和b12-0089)。图17b-17f中示出的横截面位于bs-衬里1侧上。在3层材料51的横截面样本上可以看到严重的腐蚀侵袭。对于所有五层片材材料
1810、1910、2010、2110和2210(样本b12-0084、b12-0085、b12-0086、b12-0087和b12-0089),相应的中间衬层1814、1816、1914、1916、2014、2016、2114、2116、2214、2216为相应的芯1812、1912、2012、2112、2212提供牺牲防护。
[0113]
图18a示出了经过30天的swaat试验后的具有3层的片材材料51(表2和3中列出的材料b08-210)的一侧(bs衬里-2侧)的横截面。
[0114]
图18b-18f示出了在经过30天的swaat试验之后的钎焊后条件下,根据本公开的实施例的五层片材材料2310、2410、2510、2610和2710(如在表2和3中分别标示的样本b12-0084、b12-0085、b12-0086、b12-0087和b12-0089)。图18b-18f中示出的横截面位于bs-衬里2侧上。在3层材料51的横截面样本上可以看到严重的腐蚀侵袭。对于所有五层片材材料2310、2410、2510、2610和2710(样本b12-0084,b12-0085,b12-0086,b12-0087和b12-0089),相应的中间衬层2314、2316、2414、2416、2514、2516、2614、2616、2714、2716为相应的芯2312、2412、2512、2612、2712提供牺牲防护。
[0115]
图19a示出了在经历以2.5m/秒的流速进行200个小时的oy试验后的钎焊后条件下,在bs-衬里1(表1所描述)侧的片材材料51(表2和3中列出的材料b08-210)的侧表面,具有用记号i标记的腐蚀坑p(手绘的圆圈、线和字母表示坑的位置,使它们及其相对位置更可见和更容易检查到,例如沿着穿过坑p标记的线进行横截面切割)。
[0116]
图19b-19f示出了在经历以2.5m/秒的流速进行200个小时的oy测试之后的钎焊后条件下,在bs-衬里1(表1所描述)侧上的根据本公开的实施例的五层片材材料2910、3010、3110、3210和3310(分别在表2和表3中标示的样本b12-0086、b12-0084、b12-0087、b12-0085和b12-0089),具有用记号i标记的腐蚀坑p。
[0117]
图20a示出了在经过oy试验后,在bs-衬里1(表1所描述)侧上的三层片材材料51(表2和3中列出的材料b08-210)钎焊后的一侧(bs-衬里1侧)的横截面,其示出芯11在具有腐蚀坑p的区域中。
[0118]
图20b-20f示出了在经过以2.5m/秒的流速进行200个小时的oy测试之后的钎焊后条件下,在bs-衬里1(表1所描述)侧上的根据本公开的实施例的五层片材材料3410、3510、3610、3710、3810(分别在表2和3中标示的样本b12-0086(芯-2i/l-1)、b12-0084(芯-1i/l-1)、b12-0087(芯-2i/l-2)、b12-0085(芯-2i/l-3)和b12-0089(芯-2i/l-3)。与图20a相比,看起来图20b和20c中的相应的中间衬层3414、3416、3514、3516(中间衬-1)未提供足够的防护,但是中间衬层3614、3616、3714、3716、3814、3816(i/l-2和i/l-3)分别为图20d、20e和20f中的芯3612、3712、3812提供牺牲防护。
[0119]
图21a示出了在经过oy试验后,在bs-衬里2(表1所描述)侧上的三层片材材料51(表2和3中列出的材料b08-210)钎焊后的一侧的横截面,示出具有腐蚀坑的区域。bs-衬里2侧上的腐蚀比bs-衬里1侧上的腐蚀更严重,并且片材被腐蚀坑p穿孔。
[0120]
图21b-21f示出了在经过以2.5m/秒的流速进行200个小时的oy测试之后的钎焊后条件下,在bs-衬里2(表1所描述)侧上的根据本公开的实施例的五层片材材料3910、3910、4010、4110和4210(分别在表2和3中标示的样本b12-0086(芯-2i/l-1)、b12-0084(芯-1i/l-1)、b12-0087(芯-2i/l-2)、b12-0085(芯-2i/l-3)和b12-0089(芯-2i/l-3)。与图21a相比,看起来图21b和21c中的相应的中间衬层3914、3916、4014、4016(中间衬-1)以及中间衬层4114、4116、4214、4216、4314、4316(i/l-2和i/l-3)分别为图20b-20f中的芯3912、4012、
4112、4212、4312提供了牺牲防护。虽然显著的腐蚀是明显的,但五层样本的改进相对于三层样本更加显著。从上述可以理解,oy试验中的腐蚀侵袭在bs衬里-2侧上更严重,使腐蚀坑穿过3层材料51。材料4210和4310的底部上的腐蚀坑(图21e和21f中所示的样本b12-0085和b12-0089)被认为是由于从样本背侧上的带进入的oy水导致的。
[0121]
一般来说,实验结果示出了由5层材料10的中间衬层14、16提供的以下特性:a)比3层材料51更低的钎焊前强度但更高的钎焊后强度(该性能可以提供良好的可成形性(例如用于形成热交换器部件),并且对于所得产物(例如热交换器)具有高强度);b)在低预应变下的芯12的显著改善的侵蚀行为;c)用于芯的牺牲防护,以提高材料10的腐蚀寿命。具有芯-1和i/l-3的5层材料(例如图21e中的材料4210)具有稍高于3层芯-1材料51的钎焊后强度,以及比3层材料更好的侵蚀行为和腐蚀性能。具有芯-2和i/l-3的五层材料10(例如图21f中的材料4310)具有比3层芯-1材料51高20%以上的钎焊后强度,以及更好的侵蚀行为和腐蚀性能。
[0122]
将理解到这里描述的实施例只是示例性的,并且本领域普通技术人员可以进行多种变型和修改,而不偏离本要求保护的主题的精神和范围。所有这种变型和修改都意在包括在本公开的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1