一种高性能镍铬合金电阻丝的生产工艺的制作方法
1.本发明属于电阻丝生产技术领域,具体是一种高性能镍铬合金电阻丝的生产工艺。
背景技术:
2.电阻丝是一种一般将电能转化为内能的电气元件。一般地说,温度上升时金属的阻值增加;碳元素、半导体或者电解液则相反,温度上升时阻值减少。这样,在一定温度范围内,我们可以认为温度变化与阻值变化成线性关系,因而就能够将温度变化转换为阻值的变化。
3.镍铬电阻丝主要成分为镍和铬,由于镍铬合金具有良好的加工特性和耐腐蚀性,被用于复杂环境中的电阻丝元件,利用其高可靠性作为电加热器中的加热丝来使用。
4.随着电加热器行业的发展,对于电阻丝的合金材料要求也越来越高,因此,需要一种高性能镍铬合金电阻丝的生产工艺。
5.专利公开号cn108754238a公开的一种防爆加热器的安全型镍铬合金电阻丝的生产工艺,步骤如下:选材,选用镍铬合金作为电阻丝的材料;对电阻丝进行表面处理,选用酸洗液进行表面处理,酸洗液为柠檬酸、硫酸、磷酸、氟钛酸的混合物,将电阻丝在酸洗液中充分浸润2~3min;将镍铬合金材料进行多次拉拔,拉拔次数为6~12次,拉拔至镍铬合金材料直径为0.2~0.3mm;将拉拔后的镍铬合金材料放置与牵引机上进行牵引拉伸,将镍铬合金材料拉伸至直径0.08~0.12mm,得到镍铬合金丝;拉伸后对得到镍铬合金丝放置与陶瓷骨架上绕制呈成品,得到的镍铬合金电阻丝的力学性能与电阻率较差,镍铬合金电阻丝不能均匀的发热,导致了镍铬合金电阻丝的使用寿命不高,无法满足人们的需求。
6.为此,我们提出一种高性能镍铬合金电阻丝的生产工艺。
技术实现要素:
7.本发明的目的在于克服现有技术的缺陷,提供一种高性能镍铬合金电阻丝的生产工艺。
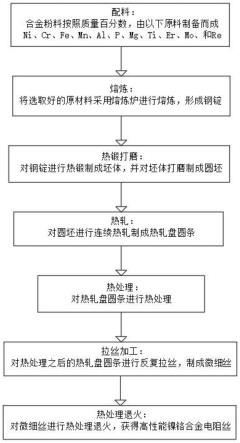
8.为实现上述目的,本发明采用了如下技术方案:一种高性能镍铬合金电阻丝的生产工艺,具体步骤如下:s1、配料:合金粉料按照质量百分数,由以下原料制备而成:ni:55.00~65.00%、cr:20.00~33.00%、fe:≤0.5%、mn:1.00~3.00%、al:0.02~0.10%、p:1.00~3.00%、mg:1.00~3.00%、ti:2.00~4.00%、er:0.02~0.25%、mo:0.02~0.50%、re:≤0.05%;s2、熔炼:将选取好的原材料采用熔炼炉进行熔炼,形成钢锭:s3、热锻打磨:对钢锭进行热锻制成坯体,并对坯体打磨制成圆坯;
s4、热轧:对圆坯进行连续热轧制成热轧盘圆条;s5、热处理:对热轧盘圆条进行热处理;s6、拉丝加工:对热处理之后的热轧盘圆条进行反复拉丝,制成微细丝;s7、热处理退火:对微细丝进行热处理退火,获得高性能镍铬合金电阻丝。
9.优选的,所述步骤s1配料工序中,合金粉料按照质量百分数,由以下原料制备而成:ni:60.00%、cr:31.00%、fe:0.3%、mn:1.60%、al:0.07%、p:2.40%、mg:1.88%、ti:3.30%、er:0.12%、mo:0.30%、re:0.03%。
10.优选的,所述步骤s2熔炼工序中,采用真空熔炼炉对步骤s1中的合金粉料进行熔炼,熔炼之后采用电渣重熔,制成钢锭,所述真空熔炼炉熔炼的温度控制为1450~1570℃,熔炼时间75-85min,所述电渣重熔过程中的温度控制为1750~1890℃,熔炼时间95-125min。
11.优选的,所述步骤s3热锻打磨工序中,对步骤s2中的钢锭进行加热锻造成坯体,并对坯体打磨精细制成圆坯,所述热锻的温度控制为1250~1320℃。
12.优选的,所述步骤s4热轧工序中,对步骤s3中的圆坯进行连续热轧工序,所述连续热轧工序包括为粗轧工序和精轧工序,所述粗轧工序中粗轧温度为1130~1250℃,采用4道次轧制,所述精轧工序中精轧采用5道次轧制,压精轧出口温度为1020~1120℃。
13.优选的,所述步骤s5热处理工序中,热处理包括对步骤s3中的热轧盘圆条进行固溶处理、中间处理和时效处理。
14.优选的,所述的固溶处理方法为温度控制为1100~1350℃,保温时间为3~10h;所述的中间处理方法为温度控制为1000~1250℃,保温时间为3~10h;所述时效处理的温度控制为820℃~920℃,保温时间为20~28h。
15.优选的,所述步骤s6拉丝加工工序中,对步骤s5中的热轧盘圆条采用拉丝设备进行多次拉丝,直至拉成直径尺寸为1.2~1.5mm的微细丝。
16.优选的,所述步骤s7热处理退火工序中,对微细丝采用氢气保护退火炉进行退火,温度控制在950℃~1030℃,保温时间为3~5h。
17.优选的,所述对微细丝退火之后进行热处理,所述热处理包括为中间处理和时效处理,所述的中间处理方法为温度控制为1050~1280℃,保温时间为4~8h,冷却至室温;所述时效处理的温度控制为850℃~950℃,保温时间为22~26h,冷却至室温。
18.与现有技术相比,根据本发明的一种高性能镍铬合金电阻丝的生产工艺具有如下有益效果:1、本发明提供的高性能镍铬合金电阻丝的生产工艺,通过采用热轧、热处理和热处理退火,能够有效的改善合金丝成品微观组织,使合金基体组织细化,氧化膜结构致密,大幅提高镍铬合金电阻丝的力学性能与电阻率,可有效促使电热合金发热均匀,确保成型后高性能镍铬合金电阻丝的品质和质量。
19.2、本发明及其方法所生产的高性能镍铬合金电阻丝,伸长率不小于20%,抗拉强度
为832-945mpa,屈服强度为380-392mpa,高性能镍铬合金电阻丝具有较高的较高的力学性能、使用温度和寿命。
20.附图说明
21.图1是本发明的生产工艺示意图。
具体实施方式
22.以下结合附图1,进一步说明本发明一种高性能镍铬合金电阻丝的生产工艺的具体实施方式。
23.本发明一种高性能镍铬合金电阻丝的生产工艺不限于以下实施例的描述。
24.实施例1:一种高性能镍铬合金电阻丝的生产工艺,具体步骤如下:s1、配料:合金粉料按照质量百分数,由以下原料制备而成:ni:60.00%、cr:31.00%、fe:0.3%、mn:1.60%、al:0.07%、p:2.40%、mg:1.88%、ti:3.30%、er:0.12%、mo:0.30%、re:0.03%。
25.s2、熔炼:将选取好的原材料采用熔炼炉进行熔炼,形成钢锭:步骤s2熔炼工序中,采用真空熔炼炉对步骤s1中的合金粉料进行熔炼,熔炼之后采用电渣重熔,制成钢锭,真空熔炼炉熔炼的温度控制为1450~1570℃,熔炼时间75-85min,电渣重熔过程中的温度控制为1750~1890℃,熔炼时间95-125min。
26.s3、热锻打磨:对钢锭进行热锻制成坯体,并对坯体打磨制成圆坯;步骤s3热锻打磨工序中,对步骤s2中的钢锭进行加热锻造成坯体,并对坯体打磨精细制成圆坯,热锻的温度控制为1250~1320℃。
27.s4、热轧:对圆坯进行连续热轧制成热轧盘圆条;步骤s4热轧工序中,对步骤s3中的圆坯进行连续热轧工序,连续热轧工序包括为粗轧工序和精轧工序,粗轧工序中粗轧温度为1130~1250℃,采用4道次轧制,精轧工序中精轧采用5道次轧制,压精轧出口温度为1020~1120℃。
28.s5、热处理:对热轧盘圆条进行热处理;步骤s5热处理工序中,热处理包括对步骤s3中的热轧盘圆条进行固溶处理、中间处理和时效处理。
29.固溶处理方法为温度控制为1100~1350℃,保温时间为3~10h;中间处理方法为温度控制为1000~1250℃,保温时间为3~10h;时效处理的温度控制为820℃~920℃,保温时间为20~28h。
30.s6、拉丝加工:对热处理之后的热轧盘圆条进行反复拉丝,制成微细丝;
步骤s6拉丝加工工序中,对步骤s5中的热轧盘圆条采用拉丝设备进行多次拉丝,直至拉成直径尺寸为1.2~1.5mm的微细丝。
31.s7、热处理退火:对微细丝进行热处理退火,获得高性能镍铬合金电阻丝。
32.步骤s7热处理退火工序中,对微细丝采用氢气保护退火炉进行退火,温度控制在950℃~1030℃,保温时间为3~5h。
33.对微细丝退火之后进行热处理,热处理包括为中间处理和时效处理,中间处理方法为温度控制为1050~1280℃,保温时间为4~8h,冷却至室温;时效处理的温度控制为850℃~950℃,保温时间为22~26h,冷却至室温。
34.实施例2:一种高性能镍铬合金电阻丝的生产工艺,具体步骤如下:s1、配料:合金粉料按照质量百分数,由以下原料制备而成:ni:57.00%、cr:31.50%、fe:0.3%、mn:2.60%、al:0.07%、p:2.40%、mg:2.88%、ti:3.80%、er:0.12%、mo:0.30%、re:0.03%。
35.s2、熔炼:将选取好的原材料采用熔炼炉进行熔炼,形成钢锭:步骤s2熔炼工序中,采用真空熔炼炉对步骤s1中的合金粉料进行熔炼,熔炼之后采用电渣重熔,制成钢锭,真空熔炼炉熔炼的温度控制为1450~1570℃,熔炼时间75-85min,电渣重熔过程中的温度控制为1750~1890℃,熔炼时间95-125min。
36.s3、热锻打磨:对钢锭进行热锻制成坯体,并对坯体打磨制成圆坯;步骤s3热锻打磨工序中,对步骤s2中的钢锭进行加热锻造成坯体,并对坯体打磨精细制成圆坯,热锻的温度控制为1250~1320℃。
37.s4、热轧:对圆坯进行连续热轧制成热轧盘圆条;步骤s4热轧工序中,对步骤s3中的圆坯进行连续热轧工序,连续热轧工序包括为粗轧工序和精轧工序,粗轧工序中粗轧温度为1130~1250℃,采用4道次轧制,精轧工序中精轧采用5道次轧制,压精轧出口温度为1020~1120℃。
38.s5、热处理:对热轧盘圆条进行热处理;步骤s5热处理工序中,热处理包括对步骤s3中的热轧盘圆条进行固溶处理、中间处理和时效处理。
39.固溶处理方法为温度控制为1100~1350℃,保温时间为3~10h;中间处理方法为温度控制为1000~1250℃,保温时间为3~10h;时效处理的温度控制为820℃~920℃,保温时间为20~28h。
40.s6、拉丝加工:对热处理之后的热轧盘圆条进行反复拉丝,制成微细丝;步骤s6拉丝加工工序中,对步骤s5中的热轧盘圆条采用拉丝设备进行多次拉丝,直至拉成直径尺寸为1.2~1.5mm的微细丝。
41.s7、热处理退火:对微细丝进行热处理退火,获得高性能镍铬合金电阻丝。
42.步骤s7热处理退火工序中,对微细丝采用氢气保护退火炉进行退火,温度控制在950℃~1030℃,保温时间为3~5h。
43.对微细丝退火之后进行热处理,热处理包括为中间处理和时效处理,中间处理方法为温度控制为1050~1280℃,保温时间为4~8h,冷却至室温;时效处理的温度控制为850℃~950℃,保温时间为22~26h,冷却至室温。
44.本发明提供的高性能镍铬合金电阻丝的生产工艺,通过采用热轧、热处理和热处理退火,能够有效的改善合金丝成品微观组织,使合金基体组织细化,氧化膜结构致密,大幅提高镍铬合金电阻丝的力学性能与电阻率,可有效促使电热合金发热均匀,确保成型后高性能镍铬合金电阻丝的品质和质量。
45.本发明及其方法所生产的高性能镍铬合金电阻丝,伸长率不小于20%,抗拉强度为832-945mpa,屈服强度为380-392mpa,高性能镍铬合金电阻丝具有较高的较高的力学性能、使用温度和寿命。
46.以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1