外观修复系统及方法与流程
1.本技术涉及自动化加工领域,特别涉及一种外观修复系统及方法。
背景技术:
2.工业生产过程中,部分工件在经过多次装卸、检测、传输的过程中,工件的外观易因刮蹭等原因出现损伤。为了使工件的外观达到良品的标准,工作人员需通过砂纸或砂布等工具对工件外观手动打磨。工件的大量生产易导致人力大量损耗的缺陷。
技术实现要素:
3.鉴于以上内容,有必要提供一种外观修复系统及方法,可以对工件获取图像,并在根据图像确定工件的受损位置及受损程度后,再由指定的打磨设备对工件进行自动修复,减少了人力的损耗,提高了工件外观修复的效率。
4.第一方面,本技术的实施例提供一种外观修复系统,用于修复工件外观的损伤,所述外观修复系统包括:采集设备,所述采集设备用于采集所述工件的第一图像;处理器,所述处理器与所述采集设备通信连接,所述处理器用于获取所述第一图像,并根据所述第一图像确定所述工件的受损情况;多个打磨设备,多个所述打磨设备分别用于打磨所述工件的多个面,所述处理器与多个所述打磨设备通信连接,所述处理器用于根据所述受损情况控制所述打磨设备打磨所述工件。
5.可选地,所述外观修复系统还可以包括传输设备,所述传输设备用于驱动所述工件移动;所述处理器与所述传输设备通信连接,所述处理器还用于根据所述工件的受损面,控制所述传输设备工作,使所述传输设备驱动所述工件移动至受损面对应的所述打磨设备对应的位置。
6.可选地,所述采集设备包括:获取装置,所述获取装置用于获取所述工件,并将所述工件移动至拍摄工位;拍摄装置,所述拍摄装置用于在所述工件位于所述拍摄工位时,采集所述工件的所述第一图像,并输出所述第一图像给所述处理器。
7.可选地,所述打磨设备包括:吸附件,所述吸附件用于吸附所述工件;运动臂,所述运动臂与所述吸附件连接,所述运动臂用于驱动所述吸附件移动,以使所述工件移动至所述打磨工位;磨砂件,所述磨砂件与所述运动臂连接,所述运动臂用于驱动所述磨砂件运动,以使所述磨00砂件与所述工件抵接并打磨所述工件。
8.可选地,所述打磨设备还包括治具,所述治具用于装载所述工件,所述治具设置于所述打磨工位,所述磨砂件用于对所述治具装载的所述工件的受损面。
9.可选地,所述采集设备还包括识别装置,所述识别装置用于识别所述工件的识别标记,并输出识别信息给所述处理器,所述处理器还用于将所述识别信息与所述受损情况绑定。
10.可选地,所述外观修复系统还包括清洁设备,所述清洁设备用于清洁完成打磨的所述工件,所述传输设备还用于驱动所述工件移动至所述清洁设备对应的位置。
11.可选地,所述外观修复系统还包括另一采集设备,所述另一采集设备用于采集完成打磨的所述工件的第二图像,并输出所述第二图像给所述处理器,所述处理器还用于根据所述第二图像确定所述工件的修复情况。
12.可选地,所述外观修复系统还包括出料设备,所述出料设备与所述处理器通信连接,所述出料设备用于获取采集所述第二图像后的所述工件,所述处理器用于根据所述修复情况,控制所述出料设备运动,以使所述出料设备将多种所述修复情况的多个所述工件分别移动至对应位置。
13.第二方面,本技术的实施例提供一种外观修复方法,用于修复工件外观的损伤并应用于外观修复系统中,所述外观修复系统包括采集设备、处理器和多个打磨设备,所述外观修复方法包括:所述采集设备采集所述工件的第一图像;所述处理器获取所述第一图像,并根据所述第一图像确定所述工件的受损情况;所述处理器根据所述工件的受损情况,控制所述打磨设备打磨所述工件。
14.本技术提供的外观修复系统及方法,可以对工件获取图像,并在根据图像确定工件的受损情况后,再由指定的打磨设备对工件进行自动修复,减少了人力的损耗,提高了工件外观修复的效率。
附图说明
15.图1是本技术实施例中外观修复系统的示意图。
16.图2是本技术实施例中外观修复系统的另一示意图。
17.图3是本技术实施例中外观修复系统的另一示意图。
18.图4是本技术实施例中外观修复系统的另一示意图。
19.图5是本技术实施例中打磨设备的结构示意图。
20.图6是本技术实施例中打磨设备的另一结构示意图。
21.图7是本技术实施例中外观修复方法的流程图。
22.主要元件符号说明
23.外观修复系统
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
24.第一采集设备
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
25.第一获取装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
26.第一获取件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111
27.第二获取件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
112
28.第一拍摄装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
29.第一识别装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
30.第一拍摄工位
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
31.第一识别工位
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15
32.暂存工位
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16
33.处理器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
34.打磨设备
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
35.运动臂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
36.安装座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
311
37.磨砂驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32
38.磨砂件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33
39.吸附件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34
40.打磨工位
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
35
41.治具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
36
42.传输设备
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
43.上料设备
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
44.上料工位
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51
45.清洁设备
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
46.第二采集设备
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70
47.第二获取装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
71
48.第二拍摄装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
72
49.第二识别装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
73
50.第二拍摄工位
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
74
51.出料设备
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80
52.工件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
90
具体实施方式
53.下面将结合本技术实现方式中的附图,对本技术实现方式中的技术方案进行清楚、完整地描述,显然,所描述的实现方式仅是本技术一部分实现方式,而不是全部的实现方式。
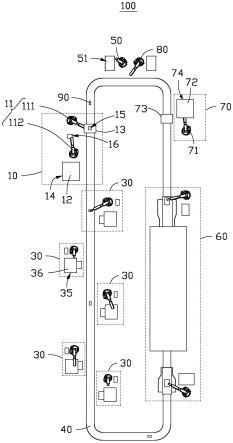
54.请参阅图1,图1为本技术的一个实施例提供的外观修复系统100的示意图。可以理解,外观修复系统100用于修复工件90外观上的损伤。
55.可以理解,工件90生产过程中,部分工件90在经过多次装卸、检测、传输的过程中,工件90的表面易因刮蹭等原因出现划伤。工作人员可以通过对工件90表面进行打磨,以消除工件90外观的损伤,修复工件90的外观。
56.可以理解,工件90为硬质部件,工件90的材质可以是但不局限于金属、塑料等。
57.举例说明,工件90可以是电子设备的壳体,例如,工件90可以是平板电脑的外壳,且工件90由金属合金制成。
58.请一并参阅图2,一个实施例中,外观修复系统100可以包括第一采集设备10、处理器20、和多个打磨设备30。第一采集设备10与处理器20通信连接。第一采集设备10可以采集工件90的第一图像,并输出第一图像给处理器20。处理器20可以分析第一图像,并根据第一图像确定工件90的受损情况。多个打磨设备30间隔设置。多个打磨设备30可以分别用于打磨工件90不同的受损面。
59.可以理解,第一采集设备10可以对一个工件90获取多个第一图像。多个第一图像可以是从不同角度拍摄工件90的图像,还可以是在不同强度或色彩的光照下拍摄工件90的图像,本技术的实施例对此不作限定。处理器20根据第一图像,可以确定工件90上是否存在划痕、划痕的具体位置以及出现划痕的部位是否可以修复等。
60.可以理解,受损情况可以包括是否存在划痕、划痕的具体位置以及出现划痕的部
位是否可以修复等。
61.可以理解,本技术的实施例对处理器20分析第一图像的具体方法不作限定。
62.一种实现方式中,处理器20可以通过基于机器学习生成的分析模型,对多个第一图像进行分析。分析模型可以是通过多张外观没有受损的工件90的图片和/或多张外观受损的工件90的图片,基于机器学习的原理训练而成的。处理器20将第一图像输出分析模型后,即可获知与第一图像对应的工件90-是否存在划痕、划痕的具体位置以及出现划痕的部位是否可以修复等。基于机器学习的原理训练分析模型的方法可以是现有技术,本技术的实施例在此不再赘述。
63.另一种实现方式中,处理器20可以通过将第一图像与预设的图像库中的图像一一对比,以实现对第一图像的分析。图像库可以是存储有多张外观没有受损的工件90的图片和/或多张外观受损的工件90的图片的图像库。第一图像与多个图像比对后,若出现与第一图像相似比例高于预设阈值的图像,则可以确定工件90的受损情况与该图像对应。处理器20通过获取与第一图像相似比例高于预设阈值的图像的信息,可以确定工件90外观是否存在划痕、划痕的具体位置以及出现划痕的部位是否可以修复等。
64.可以理解,处理器20可以是通用中央处理器(cpu)、微处理器、特定应用集成电路(application-specific integrated circuit,asic)、或一个或多个用于控制以上方案程序执行的集成电路,本技术的实施例对此不作限定。例如,处理器20可以是工业计算机中的中央处理器。又例如,处理器20还可以是可编程逻辑控制器(programmable logic controller,plc)。
65.可以理解,本技术的实施例对处理器20的安装位置不作限定。例如,处理器20可以是工业计算机中的中央处理器,工业计算机可以安装在第一采集设备10和打磨设备30所在环境中的一工作台上。又例如,处理器20可以安装于与第一采集设备10、打磨设备30不同的环境中。
66.可以理解,通信连接可以是通过无线网络等途径实现的无线通信连接,也可以是通过电线、数据线等实现的有线通信连接,本技术的实施例对此不作限定。
67.另一实施例中,外观修复系统100还可以包括传输设备40。传输设备40可以驱动工件90移动,使工件90可以移动至第一采集设备10对应的位置和多个打磨设备30对应的位置。
68.可以理解,工作人员可以在指定的上料工位51上,将工件90放置在传输设备40上。传输设备40可以先将工件90传输至第一采集设备10对应的位置,第一采集设备10获取工件90并采集第一图像后,再将工件90放置于传输设备40上,传输设备40再驱动工件90移动至对应的打磨设备30对应的位置。
69.可以理解,传输设备40可以是具有物体移动驱动功能的机械装置,本技术的实施例对此不作限定。例如,传输设备40可以是传送带装置。
70.可以理解,传输设备40可以与处理器20通信连接,处理器20可以控制传输设备40工作。
71.一些实施例中,外观修复系统100还可以包括上料设备50。上料设备50与上料工位51对应设置。上料设备50与传输设备40间隔设置。上料设备50可以将位于上料工位51上的工件90逐一移动至传输设备40上。
72.举例说明,上料设备50可以是一个或多个机械臂。
73.可以理解,上料设备50可以与处理器20通信连接,处理器20可以控制上料设备50工作。
74.一些实施例中,第一采集设备10可以包括第一获取装置11和第一拍摄装置12。第一获取装置11可以与传输设备40间隔设置,第一获取装置11可以从传输设备40上获取工件90,并将工件90移动至第一拍摄工位14。第一拍摄装置12与传输设备40、第一获取装置11均间隔设置。第一拍摄装置12与处理器20通信连接,第一拍摄装置12可以对第一拍摄工位14上的工件90各个面进行拍摄,并将拍摄的第一图像输出给处理器20。
75.可以理解,第一获取装置11可以是具有物体抓取功能及使抓取的物体运动的功能的机械装置。例如,第一获取装置11可以是一个或多个机械臂。
76.可以理解,本技术的实施例对第一获取装置11获取工件90使用的原理不作限定。例如,第一获取装置11可以通过空气负压的原理吸附工件90。又例如,获取装置可以通过夹爪夹取工件90。又例如,获取装置可以通磁力吸附的原理吸附工件90。
77.可以理解,第一拍摄装置12可以是具有一个或多个镜头的影像拍摄功能的装置。例如,第一拍摄装置12可以是电荷耦合器件(charge coupled device,ccd)相机,还可以是多个ccd相机集成形成的装置。
78.一种实现方式中,第一拍摄装置12的拍摄端可以对准一第一拍摄工位14,第一获取装置11可以将工件90移动至第一拍摄工位14处,第一拍摄装置12对位于第一拍摄工位14处的工件90进行多个第一图像的拍摄。在第一拍摄装置12拍摄的过程中,第一获取装置11可以在一个第一图像拍摄完成后,对工件90进行转动或移动,使工件90另一面朝向第一拍摄装置12,使多个第一图像可以分别与工件90多个面对应。
79.另一种实现方式中,第一拍摄装置12可以设置在第一拍摄工位14上,第一获取装置11可以将工件90移动至第一拍摄工位14,与第一拍摄装置12的拍摄端对应的位置,第一拍摄装置12对工件90拍摄第一图像时,第一获取装置11维持对工件90的抓取。当一张第一图像拍摄完成后,第一获取装置11可以转动或移动工件90,使工件90另一面朝向第一拍摄装置12,使多个第一图像可以分别与工件90多个面对应。
80.又另一种实现方式中,第一拍摄装置12具有多个镜头,第一拍摄工位14位于第一拍摄装置12中多个镜头对准的位置,第一获取装置11将工件90移动至第一拍摄工位14后,第一拍摄装置12再通过多个镜头对工件90的多个面采集第一图像。
81.本实施例中,当处理器20通过第一图像确定工件90外观存在划伤,且划伤可以修复时,处理器20可以根据受损情况,确定对工件90的修复方案,并根据修复方案控制传输设备40将工件90驱动至指定的打磨设备30对应的位置。当处理器20通过第一图像确定工件90外观存在损伤且无法修复时,处理器20可以控制第一获取装置11将工件90移动至不良品区,工作人员可以对不良品区的工件90进行收集后销毁或再利用。
82.可以理解,修复方案的内容可以是通过指定打磨设备30对工件90指定部位进行打磨修复。多个打磨设备30可以分别用于打磨工件90的多个面。多个打磨设备30间隔设置,处理器20可以控制传输设备40将工件90驱动至指定的打磨设备30对应的位置上,待打磨设备30获取工件90并打磨。
83.本实施例中,不良品区可以与第一采集设备10和传输设备40间隔设置。不良品区
可以设置有用于收纳工件90的容器。
84.可以理解,第一拍摄装置12的数量可以是一个或多个,本技术的实施例对此不作限定。
85.一些实施例中,传输设备40侧部设置有一个第一拍摄装置12,第一拍摄工位14位于第一拍摄装置12上,第一获取装置11可以将工件90从传输设备40移动至第一拍摄工位14进行第一图像的采集,待第一图像采集完成后,第一获取装置11再将工件90移动至传输设备40。
86.请参阅图3,另一些实施例中,传输设备40侧部设置有多个第一拍摄装置12,多个第一拍摄装置12间隔设置,且多个第一拍摄装置12环绕第一获取装置11设置。多个第一拍摄工位14分别位于多个第一拍摄装置12上,第一获取装置可以将工件90从传输设备40移动至一第一拍摄工位14,进行工件90部分面的第一图像的采集;再将工件90从原第一拍摄工位14移动至另一第一拍摄工位14,进行工件90其他面的第一图像的采集。待所有第一图像均采集完成,第一获取装置11再将工件90移动至传输设备40。
87.可以理解,当设置有多个第一拍摄装置12时,多个第一拍摄装置12可以是相同的装置,也可以是结构、型号等不同的装置,本技术的实施例对此不作限定。
88.一些实施例中,第一获取装置11可以包括第一获取件111和第二获取件112。第一获取件111与第二获取件112均为具有获取工件90的功能的机械装置。第一获取件111与传输设备40间隔设置。第一获取件111可以从传输设备上获取工件90,并将工件90移动至一暂存工位16。第二获取件112位于第一获取件111与第一拍摄装置12之间。第二获取件112可以把暂存工位16的工件90移动至第一拍摄工位14,并将完成第一图像拍摄的工件90从第一拍摄工位14移动至暂存工位16。第一获取件111可以再将暂存工位16完成第一图像拍摄的工件90移动至传输设备40上。
89.可以理解,暂存工位16可以与传输设备40间隔设置,且暂存工位16位于第一获取件111与第二获取件112之间。
90.可以理解,第一获取件111、第二获取件112可以具有驱动工件90转动和移动的功能。第一获取件111、第二获取件112抓取工件90时与工件90接触的面可以是工件90上不同的面。第一获取件111抓取工件90的一侧,将工件90移动至暂存工位16后,第二获取件112抓取工件90的另一侧,并将暂存工位16上的工件90移动至第一拍摄工位14,同时实现工件90的翻转。
91.可以理解,第二获取件112对工件90的翻转可以调整工件90朝向第一拍摄装置12的镜头的面,以使工件90上需要拍摄第一图像的面朝向第一拍摄装置12的镜头。
92.可以理解,传输设备40侧部设置有多个第一拍摄装置12时,第二获取件112可以将驱动工件90在暂存工位16和多个第一拍摄装置12之间移动。
93.可以理解,处理器20可以分别与第一获取件111、第二获取件112通信连接,处理器20可以控制第一获取装置11工作。
94.请参阅图1和图4,一些实施例中,第一采集设备10还可以包括第一识别装置13。第一识别装置13与第一获取装置11、第一拍摄装置12、传输设备40间隔设置。第一识别装置13用于识别工件90上的识别标记,并输出识别信息给处理器20。处理器20可以将识别信息与对应的工件90的第一图像、受损情况及修复方案绑定。
95.可以理解,识别标记可以是与工件90一一对应的,即多个工件90分别具有多个不同的识别标记,且工件90的识别标记为唯一的识别标记。
96.可以理解,本技术的实施例对识别标记的形式不作限定,第一识别装置13为具有识别对应形式的识别标记的功能的装置。例如,识别标记可以是二维码、条形码等图案标记,第一识别装置13可以是扫码装置,第一识别装置13采集并识别工件90的识别标记后,可以获取与工件90对应的序列号等识别信息,并将识别信息输出给处理器20。
97.可以理解,工件90移动至第一识别工位15后,第一识别装置13可以对工件90的识别标记进行识别。
98.一种实现方式中,如图1所示,第一识别工位15可以位于传输设备40上,第一识别装置13可以设置在传输设备40上方并与第一识别工位15对应;当工件90在传输设备40的驱动下移动至第一识别工位15时,第一识别装置13识别工件90的识别标记。第一识别装置13对识别标记识别结束后,第一获取装置11可以将工件90移动至第一拍摄工位14,第一拍摄装置12拍摄第一图像。
99.另一种实现方式中,如图4所示,第一识别工位15与传输设备40间隔设置,第一识别装置13设置在第一识别工位15;第一获取装置11可以先将工件90移动至第一识别工位15,进行识别标记的识别后,再将工件90移动至第一拍摄工位14进行第一图像的拍摄。
100.可以理解,当第一识别工位15与传输设备40间隔设置时,第一识别工位15可以与暂存工位16、第一拍摄工位14间隔设置。第二获取件112可以从暂存工位16获取工件90并将工件90移动至第一识别工位15,待第一识别装置13识别工件90的识别标记后,第二获取件112再将工件90移动至第一拍摄装置12进行第一图像的拍摄。
101.可以理解,当设置有多个第一拍摄装置12时,且第一识别装置13设置在传输设备40侧部时,多个第一拍摄装置12可以与第一识别装置13间隔设置,且第一识别装置13和多个第一拍摄装置12环绕第二获取件112设置,第二获取件112可以先将暂存工位16上的工件90移动至第一识别工位15,使第一识别装置13识别工件90的识别标记,随后第二获取件112再将工件90依次移动至多个第一拍摄工位14处进行第一图像的采集。
102.请参阅图5和图6,一些实施例中,打磨设备30可以包括运动臂31、磨砂件33和吸附件34。运动臂31可以固定安装在一工作台上。运动臂31可以具有多个方向的转动、移动功能。运动臂31远离工作台的一端设有安装座311。吸附件34和磨砂件33分别安装在安装座311不同的面上。吸附件34可以通过一连接架安装在安装座311上。吸附件34用于吸附工件90,以实现打磨设备30对工件90的获取。运动臂31可以驱动磨砂件33靠近工件90并与工件90的受损面抵接,并驱动磨砂件33与工件90受损面相对移动,以打磨工件90的受损面。
103.举例说明,运动臂31可以是多轴机械臂,运动臂31可以驱动磨砂驱动件32、磨砂件33和吸附件34在多个方向上移动和/或转动。吸附件34可以是通过空气负压原理吸附工件90的吸盘。
104.可以理解,运动臂31可以驱动安装座311转动,使安装座311不同的面对准工件90。
105.可以理解,固定安装、固定连接的方式可以是但不局限于螺钉固定、焊接固定、卡扣固定等。
106.可以理解,吸附件34的数量可以是一个或多个,本技术的实施例对此不作限定。
107.可以理解,磨砂件33的数量可以是一个或多个,且当磨砂件33的数量为多个时,多
个磨砂件33可以分别设置在安装座311不同的面上。
108.一些实施例中,打磨设备30还可以包括磨砂驱动件32。磨砂驱动件32可以固定安装在安装座311上,且磨砂驱动件32与吸附件34位于安装座311不同的面上。磨砂件33固定安装在磨砂驱动件32的驱动端上,磨砂件33通过磨砂驱动件32安装于安装座311上。磨砂驱动件32可以驱动磨砂件33转动,以提高磨砂件33对工件90打磨的效率。
109.举例说明,磨砂驱动件32可以是电机,磨砂驱动件32可以驱动磨砂件33转动,以实现对工件90受损面的打磨。
110.可以理解,运动臂31、吸附件34和磨砂驱动件32均可以与处理器20通信连接,处理器20可以根据修复方案控制打磨设备30工作。
111.可以理解,吸附件34吸附工件90后,运动臂31可以驱动工件90运动至打磨工位35,随后吸附件34释放工件90,运动臂31驱动安装座311远离工件90。安装座311转动以使磨砂件33对准工件90,运动臂31可以再驱动磨砂件33靠近工件90,磨砂驱动件32工作使磨砂件33转动。待磨砂件33与工件90抵接后,磨砂件33可以实现对工件90受损面的打磨。
112.一些实施例中,安装座311上可以设置有多个磨砂驱动件32,且多个磨砂驱动件32的驱动端均固定有磨砂件33。多个磨砂驱动件32分别固定安装在安装座311不同的面上。多个磨砂件33可以实现对工件90不同强度的打磨。
113.可以理解,多个磨砂件33可是硬度或粗糙程度不同的磨砂件33。处理器20根据第一图像可以获知工件90受损面的受损严重程度,处理器20生成的修复方案可以包括对该工件90修复时具体选用的磨砂件33及打磨时间。即处理器20可以根据工件90受损程度的不同,选用不同的磨砂件33对工件90进行打磨。磨砂件33可以是但不局限于砂纸、砂带、砂轮、海绵砂等。
114.可以理解,运动臂31驱动安装座311转动,可以带动多个磨砂件33转动。运动臂31可以根据修复方案使对应的磨砂件33运动至与工件90对应的位置,以依照修复方案对工件90打磨。
115.请一并参阅图1,一些实施例中,多个打磨设备30可以分别用于对工件90不同的面进行打磨。多个打磨设备30均与传输设备40间隔设置,且多个打磨设备30侧部一一对应地设置有打磨工位35。
116.打磨设备30还可以包括治具36,治具36设置在打磨工位35上,且治具36用于装载工件90。当工件90装载于治具36上时,工件90仅受损的一面从治具36中露出。磨砂件33可以对工件90在治具36上露出的一面进行打磨。
117.可以理解,多个打磨设备30中分别设置有多个不同的治具36。多个不同的治具36分别用于使工件90不同的面露出,以使磨砂件33对工件90从治具36上露出的面打磨、修复。
118.可以理解,当打磨设备30对依照修复方案,选用指定的磨砂件33对工件90的受损面进行指定时间的修复后,吸取件可以再吸附工件90,运动臂31工作以将工件90从打磨工位35移动至传输设备40上。
119.一些实施例中,外观修复系统100还可以包括清洁设备60。传输设备40可以将打磨设备30打磨后的工件90移动至与清洁设备60对应的位置,清洁设备60可以对打磨后的工件90进行清洁,以去除工件90上的碎屑。
120.可以理解,本技术的实施例对清洁设备60的设置位置不作限定。例如,清洁设备60
可以与传输设备40间隔设置。又例如,清洁设备60可以罩设在传输设备40上,清洁设备60可以对在传输设备40驱动下移动的工件90进行清洁。
121.可以理解,清洁设备60对工件90清洁时,可以先通过浸水对工件90进行清洁;再通过多次吹风和喷淋,对工件90再进行多次清洁;最终清洁设备60可以通过热风烘干工件90,并将烘干后的工件90驱动至传输设备40上。
122.可以理解,清洁设备60可以是现有技术中的设备,本技术的实施例对清洁设备60的组成的工作流程不再赘述。
123.可以理解,传输设备40可以驱动工件90从上料设备50对应的位置依次移动至第一采集设备10对应的位置、多个打磨设备30对应的位置和清洁设备60对应的位置。
124.请参阅图1和图3,一些实施例中,外观修复系统100还可以包括第二采集设备70。第二采集设备70用于采集完成打磨、清洁的工件90的第二图像。第二采集设备70与处理器20通信连接。第二采集设备70可以输出第二图像给处理器20,处理器20通过分析第二图像确定工件90的修复情况。
125.第二采集设备70可以包括第二获取装置71和第二拍摄装置72。第二获取装置71可以与传输设备40间隔设置,第二获取装置71可以从传输设备40上获取工件90,并将工件90移动至第二拍摄工位74。第二拍摄装置72与传输设备40、第二获取装置71均间隔设置。第二拍摄装置72与处理器20通信连接,第二拍摄装置72可以对第二拍摄工位74上的工件90各个面进行拍摄,并将拍摄的第二图像输出给处理器20。
126.可以理解,第二获取装置71与第一获取装置11可以采用相同的机械装置,第二获取装置71获取工件90的流程可以与第一获取装置11相同。第二拍摄装置72与第一拍摄装置12可以采用相同的摄像装置,第二拍摄装置72拍摄第二图像的流程可以与第一拍摄装置12拍摄第一图像的流程相同。
127.一种实现方式中,第二拍摄装置72的拍摄端可以对准一第二拍摄工位74,第二获取装置71可以将工件90移动至第二拍摄工位74处,第二拍摄装置72对位于第二拍摄工位74处的工件90进行多个第二图像的拍摄。在第二拍摄装置72拍摄的过程中,第二获取装置71可以在一个第二图像拍摄完成后,对工件90进行转动或移动,使工件90另一面朝向第二拍摄装置72,使多个第二图像可以分别与工件90多个面对应。
128.另一种实现方式中,第二拍摄装置72可以设置在第二拍摄工位74上,第二获取装置71可以将工件90移动至第二拍摄工位74处,第二拍摄装置72对工件90拍摄第二图像时,第二获取装置71维持对工件90的抓取。当一张第二图像拍摄完成后,第二获取装置71可以转动或移动工件90,使工件90另一面朝向第二拍摄装置72,使多个第二图像可以分别与工件90多个面对应。
129.又另一种实现方式中,第二拍摄装置72具有多个镜头,第二拍摄工位74位于第二拍摄装置72中多个镜头对准的位置,第二获取装置71将工件90移动至第二拍摄工位74后,第二拍摄装置72再通过多个镜头对工件90的多个面采集第二图像。
130.本实施例中,处理器20通过第二图像可以确定工件90是否完成修复、是否还存在需要修复的受损面及工件90是否出现了不可修复的损伤等情况,即修复情况。
131.可以理解,第二拍摄装置72的数量可以是一个或多个,本技术的实施例对此不作限定。
132.一些实施例中,如图1所示,传输设备40侧部设置有一个第二拍摄装置72,第二拍摄工位74位于第二拍摄装置72上,第二获取装置71可以将工件90从传输设备40移动至第二拍摄工位74进行第二图像的采集,待第二图像采集完成后,第二获取装置71再将工件90移动至传输设备40。
133.另一些实施例中,如图3所示,传输设备40侧部设置有多个第二拍摄装置72,多个第二拍摄装置72间隔设置,且多个第二拍摄装置72环绕第二获取装置71设置。多个第二拍摄工位74分别位于多个第二拍摄装置72上,第二获取装置可以将工件90从传输设备40移动至一第二拍摄工位74,进行工件90部分面的第二图像的采集;再将工件90从原第二拍摄工位74移动至另一第二拍摄工位74,进行工件90其他面的第二图像的采集。待所有第二图像均采集完成,第二获取装置71再将工件90移动至传输设备40。
134.可以理解,当设置有多个第二拍摄装置72时,多个第二拍摄装置72可以是相同的装置,也可以是结构、型号等不同的装置,本技术的实施例对此不作限定。
135.请一并参阅图4,一些实施例中,第二采集设备70还可以包括第二识别装置73。第二识别装置73与第二获取装置71、第二拍摄装置72、传输设备40间隔设置。第二识别装置73用于识别工件90上的识别标记,并输出识别信息给处理器20。处理器20可以将识别信息与对应的工件90的第二图像和修复情况绑定。
136.可以理解,第二识别装置73与第一识别装置13可以是相同的电子装置,第二识别装置73识别工件90的识别标记的流程可以与第一识别装置13识别工件90的识别标记的流程相同。
137.一种实现方式中,如图1所示,第二识别装置73设置在传输设备40上方。当工件90在传输设备40的驱动下移动至与第二识别装置73对应的位置时,第二识别装置73识别工件90的识别标记。第二识别装置73对识别标记识别结束后,第二获取装置71可以将工件90移动至第二拍摄工位74,第二拍摄装置72拍摄第二图像。
138.另一种实现方式中,如图4所示,第二识别装置73与传输设备40间隔设置;第二获取装置71可以先将工件90移动至第二识别装置73对应的位置,进行识别标记的识别后,再将工件90移动至第二拍摄工位74进行第二图像的拍摄。
139.可以理解,第二采集设备70、清洁设备60可以处理器20通信连接,处理器20可以控制第二采集设备70和清洁设备60工作。
140.一些实施例中,外观修复系统100还可以包括出料设备80。出料设备80与传输设备40间隔设置,出料设备80可以从传输设备40上获取采集第二图像后的工件90。出料设备80可以与处理器20通信连接。处理器20可以根据修复情况控制出料设备80运动,以使出料设备80将多种修复情况的多个工件90分别移动至对应位置。
141.可以理解,出料设备80侧部可以间隔设置有良品区和不良品区。当修复情况内容为工件90已经修复时,出料设备80可以获取工件90并将工件90移动至良品区。当修复情况内容为工件90出现不可修复的损伤时,出料设备80可以获取工件90并将工件90移动至不良品区。
142.一些实施例中,传输设备40可以形成闭环,传输设备40可以驱动工件90从与上料设备50对应的位置开始移动,并驱动工件90依次经过第一采集设备10对应的位置、多个打磨设备30对应的位置、清洁设备60对应的位置和第二采集设备70对应的位置,并最终驱动
工件90移动至与出料设备80对应的位置。当修复情况内容为工位还存在需要修复的受损面时,出料设备80不对工件90操作,工件90可以在传输设备40的传输下经过上料设备50对应的位置并移动至第一采集设备10对应的位置,第一采集设备10可以再对工件90获取第一图像,处理器20可以分析第一图像后,再确定与工件90对应的修复方法,使工件90可以再次进行外观修复。
143.可以理解,出料设备80可以与上料设备50间隔设置。出料设备80位于上料设备50与第二采集设备70之间,上料设备50位于出料设备80与第一采集设备10之间。出料设备80侧部设置的不良品区与上料设备50侧部设置的不良品区可以是同一不良品区,也可以是不同的不良品区,本技术的实施例对此不作限定。
144.本技术实施例的外观修复系统100的实施原理包括:上料设备50将工件90从上料工位51移动至传输设备40上,传输设备40将工件90移动至第一采集设备10对应的位置,第一获取装置11获取工件90,并将工件90依次移动至第一识别工位15和第一拍摄工位14,第一识别装置13识别工件90的识别标签,第一拍摄装置12对工件90采集多个第一图像,处理器20与识别标签对应的识别信息和多个第一图像,并根据第一图像确定受损情况,并生成修复方案。第一获取装置11再将工件90移动至传输设备40上。传输设备40驱动工件90移动至与修复方案对应的打磨设备30处。吸取件吸附工件90,运动臂31驱动工件90移动至治具36上,安装座311转动以使磨砂件33对准工件90,磨砂驱动件32驱动磨砂件33转动,运动臂31再驱动磨砂件33靠近工件90以打磨工件90。对工件90打磨结束后,吸取件再吸附工件90,运动臂31再将工件90移动至传输设备40上。传输设备40驱动工件90移动至清洁装置进行清洁过后,再移动至第二采集设备70对应的位置。第二采集设备70对工件90采集第二图像后,处理器20根据第二图像确定工件90的修复情况,传输设备40再驱动工件90移动至出料设备80对应的位置。处理器20可以根据修复情况控制出料设备80运动,以使出料设备80将多种修复情况的多个工件90分别移动至对应位置。
145.本技术的实施例中,可以通过第一采集设备10对工件90获取图像,处理器20在根据图像确定工件90的受损位置及受损程度后,再确定对工件90的修复方案,使工件90可以由指定的打磨设备30进行自动修复,减少了人力的损耗,提高了工件90外观修复的效率。
146.请参阅图7,图7为本技术实施例提供的一种外观修复方法的流程图,可以应用于上述外观修复系统中。
147.外观修复方法可以包括以下步骤:
148.步骤s1:第一采集设备10采集工件90的多个第一图像。
149.可以理解,第一获取装置11可以从传输设备40上获取工件90,第一获取装置11将工件90移动至第一拍摄装置12后,第一拍摄装置12可以对工件90拍摄多个第一图像。
150.可以理解,多个第一图像可以与工件90的多个面对应。
151.其中,多个第一图像可以是从不同角度拍摄工件90的图像,还可以是在不同强度或色彩的光照下拍摄工件90的图像,本技术的实施例对此不作限定。
152.步骤s2:处理器20获取多个第一图像,并根据多个第一图像确定工件90的受损情况。
153.可以理解,处理器20分析第一图像的方法如上述实施例所述,在此不再赘述。
154.可以理解,受损情况可以包括是否存在划痕、划痕的具体位置以及出现划痕的部
位是否可以修复等。
155.步骤s3:处理器20根据受损情况为工件90确定修复方案。
156.可以理解,处理器20可以根据工件90的受损面及受损程度,确定对应的修复方案。修复方案可以包括所采用的打磨设备30、所采用的磨砂件33及打磨的时间等。
157.步骤s4:处理器20控制传输设备40工作,将工件90传输至与指定的打磨设备30对应的位置。
158.可以理解,处理器20在修复方案中可以确定指定的打磨设备30具体为哪一打磨设备30。处理器20可以控制传输设备40工作,使传输设备40将工件90移动一指定距离后停止工作。当传输设备40停止工作时,工件90已位于与对应打磨设备30对应的位置。
159.步骤s5:处理器20控制指定的打磨设备30根据修复方案打磨工件90的受损面。
160.可以理解,打磨设备30可以从传输设备40上获取工件90,将工件90移动至打磨工位35后再对工件90进行打磨。打磨设备30的结构如上述实施例所述,在此不再赘述。
161.采用本技术的实施例提供的外观修复方法,处理器20可以通过第一采集设备10对工件90获取图像,并在根据图像确定工件90的受损情况后,确定与工件90对应的修复方案,使工件90可以由指定的打磨设备30进行自动修复,减少了人力的损耗,提高了工件90外观修复的效率。
162.对于本领域技术人员而言,显然本技术不限于上述示范性实施例的细节,而且在不背离本技术的精神或基本特征的情况下,能够以其他的具体形式实现本技术。因此,无论从哪一点来看,均应将本技术上述的实施例看作是示范性的,而且是非限制性的,本技术的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化涵括在本技术内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1