一种高强度、低润湿的强化铂漏咀制作方法与流程
1.本发明涉及一种高强度、低润湿的强化铂漏咀制作方法,属于金属材料技术领域。
背景技术:
2.玻璃纤维拉丝过程中的流量控制至关重要,其主要受拉丝速度、玻璃液温度、液面高度、漏咀孔径及长度、漏咀与玻璃液的润湿性等因素影响。在大部分因素都已设定的情况下,漏咀与玻璃液的润湿性就显得尤为重要了。
3.漏咀与玻璃液的润湿性取决于漏咀材料、玻璃液种类及使用温度。过去使用量最大的材料是pt-rh材料,rh含量通常在5~20%,其在1300℃的工作温度下与e玻璃液的接触角在36~80
°
,能较好的满足玻璃纤维拉丝的流量要求。但近几年随着rh价格的飙升,纯pt漏板逐渐取代pt-rh漏板,可是纯pt漏咀在1300℃的工作温度下与e玻璃液的接触角小于20
°
,同时纯pt漏咀较软,高温下易变形,严重影响漏板流量。
4.因此,降低纯pt漏咀与玻璃液的润湿性就非常必要,有研究表明在纯pt中加入1~5%的au可以大幅度提高pt-au材料与玻璃液的接触角,但该方法会增加贵金属回收、分离提纯的损耗及成本。
技术实现要素:
5.本发明提供一种高强度、低润湿的强化铂漏咀制作方法,相较与传统纯pt漏咀,强度最大可提高1倍,与e玻璃1300℃测得接触角最大提升了20
°
。
6.一种高强度、低润湿的强化铂漏咀制作方法,步骤如下:
7.s1、真空熔炼:称取5~20kg纯铂放入真空炉的氧化锆坩埚中,合上真空炉盖,打开旋片真空泵及真空阀,抽真空使气压降至10pa以下并保持,开启感应电源,缓慢升温至1800~1900℃使其熔化;
8.s2、添加强化剂:炉料全部熔化后,以50~100℃/min的速度降温至1300~1400℃使其凝固,保持2~3min后再以50~100℃/min的速度升温至1800~1900℃使其熔化,如此共重复3次,并在第2次凝固保持时通过加料仓加入强化剂一,在第3次凝固保持时通过加料仓加入强化剂二;在凝固保持时加入强化剂,可以降低反应的剧烈程度,增加反应时间;
9.s3、浇铸及均匀化:将s2最后得到的合金熔液以500~1000g/s的速度浇铸到水冷铜模中,待铸锭完全凝固后立即取出放入退火炉中进行均匀化退火,退火温度为1100~1300℃,退火时间为2~4h;
10.s4、热锻成条:将s3所得铸锭用空气锤进行热锻,始锻温度为1100~1300℃,终锻温度大于950℃,共2~4次锻至为截面边长12~14mm的方条,方条再次放入退火炉中进行均匀化退火,退火温度为1100~1300℃,退火时间为1~2h;
11.s5、轧条校直:将s4所得方条通过轧条机轧至φ3~5mm的圆棒,圆棒再冷拉拔至φ2~4mm,经校直机校直并裁剪为漏咀细棒料;
12.s6、车削钻孔:将s5所得漏咀细棒料进行车削钻孔得到最终的成品漏咀;
13.进一步的,s1中所述氧化锆坩埚为氧化钇或氧化钙稳定氧化锆坩埚的一种。氧化锆在不同温度存在相变导致的体积变化,会开裂,稳定后则消除了相变。
14.进一步的,s2中强化剂一为ca、al、zr、hf、y中的一种或几种混合物,添加量为炉料重量的0.1~2%。
15.进一步的,s2中强化剂二为ca、al、zr、hf、y中的一种或几种混合物,添加量为炉料重量的0.1~2%。
16.进一步的,s3中水冷铜模为平模或竖模中的一种。
17.进一步的,s5中所述轧条过程道次变形量为10~20%。
18.进一步的,s5中所述漏咀细棒料长度为300~500mm。
19.本发明的有益效果:本发明的制作方法利用ca、al、zr、hf、y中的一种或几种通过真空熔炼及均匀化退火与纯pt形成合金,既提高了材料强度,又增强了材料表面张力,达到降低润湿性的目的。本发明制作的强化铂漏咀,相较于传统纯pt漏咀,强度最大可提高1倍,与e玻璃1300℃测得接触角最大提升了20
°
;此外,本发明的强化剂添加相较于pt、rh、au等贵金属,不仅价格低廉,而且易于分离提纯。
具体实施方式
20.以下对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
21.实施例1
22.一种高强度、低润湿的强化铂漏咀制作方法,包括以下步骤:
23.s1、真空熔炼:称取5kg纯铂放入真空炉的氧化锆坩埚中,合上真空炉盖,打开旋片真空泵及真空阀,抽真空使气压降至0.3pa并保持,开启感应电源,缓慢升温至1900℃使其熔化,;
24.s2、添加强化剂:炉料全部熔化后,以50℃/min的速度降温至1300℃使其凝固,保持2min后再以50℃/min的速度升温至1850℃使其熔化,如此共重复3次,并在第2次凝固保持时通过加料仓加入50g纯zr;
25.s3、浇铸及均匀化:将s2最后得到的合金熔液以600g/s的速度浇铸到水冷铜模中,待铸锭完全凝固后立即取出放入退火炉中进行均匀化退火,退火温度为1200℃,退火时间为2h;
26.s4、热锻成条:将s3所得铸锭用空气锤进行热锻,始锻温度为1200℃,终锻温度1000℃,经2道次锻至为截面边长12mm的方条,方条再次放入退火炉中进行均匀化退火,退火温度为1100℃,退火时间为1h;
27.5、轧条校直:将s4所得方条通过轧条机轧至φ3.2mm的圆棒,道次加工率为10%,圆棒再冷拉拔至φ2.1mm,经校直机校直后裁剪为长300mm漏咀细棒料;
28.s6、车削钻孔:将s5所得漏咀细棒料进行车削钻孔得到最终的成品漏咀。
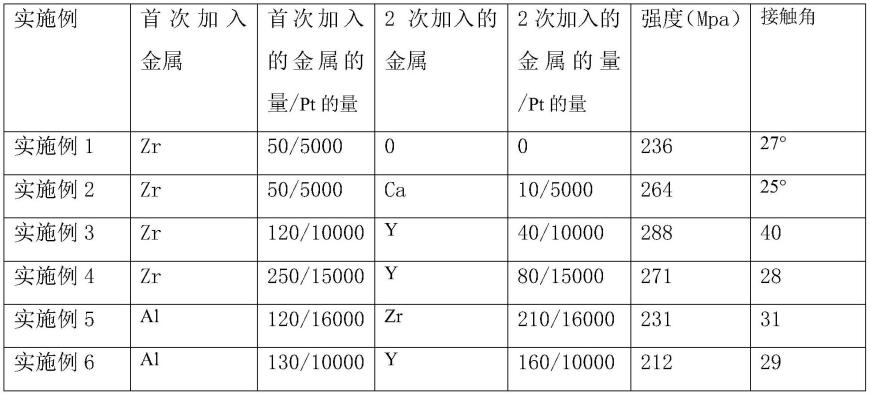
29.检测:从s4所得方条裁取部分,经车削为标准拉伸试样进行拉伸试验,测得抗拉强度为236mpa,延伸率为37%,相较于纯pt(136mpa/38%)强度提高了73%,同时塑性未明显下降;从s4所得方条裁取部分轧为20
×
20
×
2mm薄片,经表面处理后同2ge玻璃球放入高温高真空润湿测试系统,测得1300℃时二者接触角为27
°
,相较于纯pt(20
°
)增加了7
°
。
30.实施例2
31.一种高强度、低润湿的强化铂漏咀制作方法,包括以下步骤:
32.s1、真空熔炼:称取5kg纯铂放入真空炉的氧化锆坩埚中,合上真空炉盖,打开旋片真空泵及真空阀,抽真空使气压降至0.3pa并保持,开启感应电源,缓慢升温至1900℃使其熔化,;
33.s2、添加强化剂:炉料全部熔化后,以50℃/min的速度降温至1300℃使其凝固,保持2min后再以50℃/min的速度升温至1850℃使其熔化,如此共重复3次,并在第2次凝固保持时通过加料仓加入50g纯zr,在第3次凝固保持时通过加料仓加入10g纯ca;
34.s3、浇铸及均匀化:将s2最后得到的合金熔液以600g/s的速度浇铸到水冷铜模中,待铸锭完全凝固后立即取出放入退火炉中进行均匀化退火,退火温度为1200℃,退火时间为2h;
35.s4、热锻成条:将s3所得铸锭用空气锤进行热锻,始锻温度为1200℃,终锻温度1000℃,经2道次次锻至为截面边长12mm的方条,方条再次放入退火炉中进行均匀化退火,退火温度为1100℃,退火时间为1h;
36.s5、轧条校直:将s4所得方条通过轧条机轧至φ3.2mm的圆棒,道次加工率为10%,圆棒再冷拉拔至φ2.1mm,经校直机校直后裁剪为长300mm漏咀细棒料;
37.s6、车削钻孔:将s5所得漏咀细棒料进行车削钻孔得到最终的成品漏咀。
38.检测:从s4所得方条裁取部分,经车削为标准拉伸试样进行拉伸试验,测得抗拉强度为264mpa,延伸率为36%,相较于纯pt(136mpa/38%)强度提高了94%,同时塑性未明显下降;从s4所得方条裁取部分轧为20
×
20
×
2mm薄片,经表面处理后同2ge玻璃球放入高温高真空润湿测试系统,测得1300℃时二者接触角为25
°
,相较于纯pt(20
°
)增加了5
°
。
39.实施例3
40.一种高强度、低润湿的强化铂漏咀制作方法,包括以下步骤:
41.s1、真空熔炼:称取10kg纯铂放入真空炉的氧化锆坩埚中,合上真空炉盖,打开旋片真空泵及真空阀,抽真空使气压降至0.5pa并保持,开启感应电源,缓慢升温至1900℃使其熔化;
42.s2、添加强化剂:炉料全部熔化后,以60℃/min的速度降温至1300℃使其凝固,保持2min后再以60℃/min的速度升温至1850℃使其熔化,如此共重复3次,并在第2次凝固保持时通过加料仓加入120g纯zr,在第3次凝固保持时通过加料仓加入40g纯y;
43.s3、浇铸及均匀化:将步骤2最后得到的合金熔液以720g/s的速度浇铸到水冷铜模中,待铸锭完全凝固后立即取出放入退火炉中进行均匀化退火,退火温度为1300℃,退火时间为3h;
44.s4、热锻成条:将步骤3所得铸锭用空气锤进行热锻,始锻温度为1300℃,终锻温度1000℃,经3道次次锻至为截面边长12mm的方条,方条再次放入退火炉中进行均匀化退火,退火温度为1150℃,退火时间为2h;
45.s5、轧条校直:将s4所得方条通过轧条机轧至φ4.2mm的圆棒,道次加工率为12%,圆棒再冷拉拔至φ3.0mm,经校直机校直后裁剪为长400mm漏咀细棒料;
46.s6、车削钻孔:将s5所得漏咀细棒料进行车削钻孔得到最终的成品漏咀。
47.检测:从s4所得方条裁取部分,经车削为标准拉伸试样进行拉伸试验,测得抗拉强
度为288mpa,延伸率为33%,相较于纯pt(136mpa/38%)强度提高了112%,同时塑性未明显下降;从步骤4所得方条裁取部分轧为20
×
20
×
2mm薄片,经表面处理后同2ge玻璃球放入高温高真空润湿测试系统,测得1300℃时二者接触角为40
°
,相较于纯pt(20
°
)增加了20
°
。
48.实施例4
49.一种高强度、低润湿的强化铂漏咀制作方法,包括以下步骤:
50.s1、真空熔炼:称取15kg纯铂放入真空炉的氧化锆坩埚中,合上真空炉盖,打开旋片真空泵及真空阀,抽真空使气压降至1.1pa并保持,开启感应电源,缓慢升温至1950℃使其熔化,;
51.s2、添加强化剂:炉料全部熔化后,以80℃/min的速度降温至1400℃使其凝固,保持3min后再以70℃/min的速度升温至1950℃使其熔化,如此共重复3次,并在第2次凝固保持时通过加料仓加入250g纯zr,在第3次凝固保持时通过加料仓加入80g纯y;
52.s3、浇铸及均匀化:将s2最后得到的合金熔液以900g/s的速度浇铸到水冷铜模中,待铸锭完全凝固后立即取出放入退火炉中进行均匀化退火,退火温度为1300℃,退火时间为4h;
53.s4、热锻成条:将s3所得铸锭用空气锤进行热锻,始锻温度为1300℃,终锻温度1000℃,经4道次次锻至为截面边长12mm的方条,方条再次放入退火炉中进行均匀化退火,退火温度为1150℃,退火时间为3h;
54.s5、轧条校直:将s4所得方条通过轧条机轧至φ4.5mm的圆棒,道次加工率为12%,圆棒再冷拉拔至φ3.6mm,经校直机校直后裁剪为长500mm漏咀细棒料;
55.s6、车削钻孔:将s5所得漏咀细棒料进行车削钻孔得到最终的成品漏咀。
56.检测:从s4所得方条裁取部分,经车削为标准拉伸试样进行拉伸试验,测得抗拉强度为271mpa,延伸率为30%,相较于纯pt(136mpa/38%)强度提高了99%,同时塑性未明显下降;从s4所得方条裁取部分轧为20
×
20
×
2mm薄片,经表面处理后同2ge玻璃球放入高温高真空润湿测试系统,测得1300℃时二者接触角为28
°
,相较于纯pt(20
°
)增加了8
°
。
57.实施例5
58.一种高强度、低润湿的强化铂漏咀制作方法,包括以下步骤:
59.s1、真空熔炼:称取16kg纯铂放入真空炉的氧化锆坩埚中,合上真空炉盖,打开旋片真空泵及真空阀,抽真空使气压降至1.3pa并保持,开启感应电源,缓慢升温至1950℃使其熔化,;
60.s2、添加强化剂:炉料全部熔化后,以80℃/min的速度降温至1400℃使其凝固,保持3min后再以80℃/min的速度升温至1950℃使其熔化,如此共重复3次,并在第2次凝固保持时通过加料仓加入120g纯al,在第3次凝固保持时通过加料仓加入210g纯zr;
61.s3、浇铸及均匀化:将s2最后得到的合金熔液以960g/s的速度浇铸到水冷铜模中,待铸锭完全凝固后立即取出放入退火炉中进行均匀化退火,退火温度为1300℃,退火时间为4h;
62.s4、热锻成条:将s3所得铸锭用空气锤进行热锻,始锻温度为1300℃,终锻温度1000℃,经3道次次锻至为截面边长12mm的方条,方条再次放入退火炉中进行均匀化退火,退火温度为1150℃,退火时间为3h;
63.s5、轧条校直:将s4所得方条通过轧条机轧至φ4.2mm的圆棒,道次加工率为13%,
圆棒再冷拉拔至φ3.2mm,经校直机校直后裁剪为长400mm漏咀细棒料;
64.s6、车削钻孔:将s5所得漏咀细棒料进行车削钻孔得到最终的成品漏咀。
65.检测:从s4所得方条裁取部分,经车削为标准拉伸试样进行拉伸试验,测得抗拉强度为231mpa,延伸率为33%,相较于纯pt(136mpa/38%)强度提高了69%,同时塑性未明显下降;从s4所得方条裁取部分轧为20
×
20
×
2mm薄片,经表面处理后同2ge玻璃球放入高温高真空润湿测试系统,测得1300℃时二者接触角为31
°
,相较于纯pt(20
°
)增加了11
°
。
66.实施例6
67.一种高强度、低润湿的强化铂漏咀制作方法,包括以下步骤:
68.s1、真空熔炼:称取10kg纯铂放入真空炉的氧化锆坩埚中,合上真空炉盖,打开旋片真空泵及真空阀,抽真空使气压降至0.9pa并保持,开启感应电源,缓慢升温至1900℃使其熔化,;
69.s2、添加强化剂:炉料全部熔化后,以70℃/min的速度降温至1300℃使其凝固,保持2min后再以80℃/min的速度升温至1900℃使其熔化,如此共重复3次,并在第2次凝固保持时通过加料仓加入130g纯al,在第3次凝固保持时通过加料仓加入160g纯y;
70.s3、浇铸及均匀化:将s2最后得到的合金熔液以800g/s的速度浇铸到水冷铜模中,待铸锭完全凝固后立即取出放入退火炉中进行均匀化退火,退火温度为1300℃,退火时间为3h;
71.s4、热锻成条:将s3所得铸锭用空气锤进行热锻,始锻温度为1300℃,终锻温度1000℃,经2道次次锻至为截面边长12mm的方条,方条再次放入退火炉中进行均匀化退火,退火温度为1150℃,退火时间为2h;
72.s5、轧条校直:将s4所得方条通过轧条机轧至φ3.9mm的圆棒,道次加工率为11%,圆棒再冷拉拔至φ2.6mm,经校直机校直后裁剪为长400mm漏咀细棒料;
73.s6、车削钻孔:将s5所得漏咀细棒料进行车削钻孔得到最终的成品漏咀。
74.检测:从s4所得方条裁取部分,经车削为标准拉伸试样进行拉伸试验,测得抗拉强度为212mpa,延伸率为29%,相较于纯pt(136mpa/38%)强度提高了59%,同时塑性未明显下降;从步骤4所得方条裁取部分轧为20
×
20
×
2mm薄片,经表面处理后同2ge玻璃球放入高温高真空润湿测试系统,测得1300℃时二者接触角为29
°
,相较于纯pt(20
°
)增加了9
°
。
75.实施例7
76.一种高强度、低润湿的强化铂漏咀制作方法,包括以下步骤:
77.s1、真空熔炼:称取7kg纯铂放入真空炉的氧化锆坩埚中,合上真空炉盖,打开旋片真空泵及真空阀,抽真空使气压降至0.6pa并保持,开启感应电源,缓慢升温至1900℃使其熔化,;
78.s2、添加强化剂:炉料全部熔化后,以60℃/min的速度降温至1300℃使其凝固,保持2min后再以60℃/min的速度升温至1900℃使其熔化,如此共重复3次,并在第2次凝固保持时通过加料仓加入15g纯y,在第3次凝固保持时通过加料仓加入130g纯zr;
79.s3、浇铸及均匀化:将步骤2最后得到的合金熔液以600g/s的速度浇铸到水冷铜模中,待铸锭完全凝固后立即取出放入退火炉中进行均匀化退火,退火温度为1200℃,退火时间为2h;
80.s4、热锻成条:将步骤3所得铸锭用空气锤进行热锻,始锻温度为1200℃,终锻温度
1000℃,经2道次次锻至为截面边长12mm的方条,方条再次放入退火炉中进行均匀化退火,退火温度为1100℃,退火时间为1.5h;
81.s5、轧条校直:将步骤4所得方条通过轧条机轧至φ3.5mm的圆棒,道次加工率为10%,圆棒再冷拉拔至φ2.3mm,经校直机校直后裁剪为长300mm漏咀细棒料;
82.s6、车削钻孔:将s5所得漏咀细棒料进行车削钻孔得到最终的成品漏咀。
83.检测:从s4所得方条裁取部分,经车削为标准拉伸试样进行拉伸试验,测得抗拉强度为259mpa,延伸率为36%,相较于纯pt(136mpa/38%)强度提高了90%,同时塑性未明显下降;从步骤4所得方条裁取部分轧为20
×
20
×
2mm薄片,经表面处理后同2ge玻璃球放入高温高真空润湿测试系统,测得1300℃时二者接触角为37
°
,相较于纯pt(20
°
)增加了17
°
。
84.对比例
85.一种高强度、低润湿的强化铂漏咀制作方法,包括以下步骤:
86.s1、真空熔炼:称取7kg纯铂放入真空炉的氧化锆坩埚中,合上真空炉盖,打开旋片真空泵及真空阀,抽真空使气压降至0.6pa并保持,开启感应电源,缓慢升温至1900℃使其熔化,;
87.s2、添加强化剂:炉料全部熔化后,以60℃/min的速度降温至1300℃使其凝固,保持2min后再以60℃/min的速度升温至1900℃使其熔化,如此共重复2次;
88.s3、浇铸及均匀化:将步骤2最后得到的熔液以600g/s的速度浇铸到水冷铜模中,待铸锭完全凝固后立即取出放入退火炉中进行均匀化退火,退火温度为1200℃,退火时间为2h;
89.s4、热锻成条:将步骤3所得铸锭用空气锤进行热锻,始锻温度为1200℃,终锻温度1000℃,经2道次次锻至为截面边长12mm的方条,方条再次放入退火炉中进行均匀化退火,退火温度为1100℃,退火时间为1.5h;
90.s5、轧条校直:将s4所得方条通过轧条机轧至φ3.5mm的圆棒,道次加工率为10%,圆棒再冷拉拔至φ2.3mm,经校直机校直后裁剪为长300mm漏咀细棒料;
91.s6、车削钻孔:将s5所得漏咀细棒料进行车削钻孔得到最终的成品漏咀。
92.检测:从s4所得方条裁取部分,经车削为标准拉伸试样进行拉伸试验,测得抗拉强度为136mpa,延伸率为38%。
93.实施例1-8对比
94.[0095][0096]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1