一种铝合金复杂结构轮毂磨抛装备及方法与流程
1.本发明涉及抛光装备技术领域,尤其涉及一种铝合金复杂结构轮毂磨抛装备及方法。
背景技术:
2.铝合金轮毂相比传统钢车轮具有质量轻(重量仅占钢车轮总重量的65%~75%)、减震性好等优点,已经在汽车工业中得到了大量应用。由于轮毂本身重量较轻,在旋转过程中惯性小,从而提高车辆本身的加速性能。铝合金轮毂的应用提高了车辆的加速性能,大大降低了车辆制动器的油耗,具有很大的节能效果。轮毂磨抛作为轮毂表面镀铬前的一道精细加工,对加工质量有较高的要求。但是,对汽车轮毂的光整加工主要采用手持电动、气动磨具进行人工抛光的方式。该加工方式的加工效率低,加工精度难以得到保证,且产品质量一致性较差。为解决这一问题,研究铝合金复杂结构轮毂高质高效加工装备十分必要。为此本发明提供了一种铝合金复杂结构轮毂磨抛装备及方法。
技术实现要素:
3.为了解决现有技术存在的上述问题,本发明提供了一种铝合金复杂结构轮毂磨抛装备及方法,满足加工精度的要求,克服该类结构件加工效率低,加工精度难以保证加工等问题,且在加工过程中采用扫描仪实时监测,以实现其高质高效磨抛。
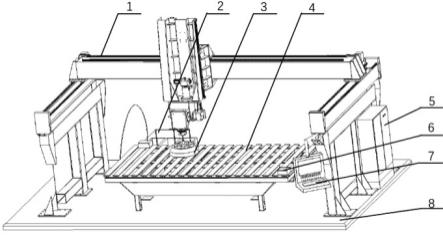
4.为了实现上述目的,本发明采用了如下技术方案:一种铝合金复杂结构轮毂磨抛装备及方法,包括加工模块、供液系统、旋转底座、工作台、供电箱、扫描仪、数控系统、基座;所述加工模块、供液系统、工作台、供电箱位于基座上部,旋转底座、扫描仪设置于工作台上部,所述加工模块、旋转底座用于实现五轴联动加工,所述旋转底座能够实现正转反转;所述供液系统提供冷却液及抛光液,并实现对加工点位的冷却及软化,所述扫描仪用于实现对铝合金轮毂的扫描,经数控系统集成与处理,对铝合金轮毂进行建模,实现磨抛过程的在线跟踪监测。
5.进一步地,所述加工模块包括y轴位移机构、x轴位移机构、立轴系统、电机、摆动抛光头、三爪卡盘、打磨装置;所述用于磨削工件的打磨装置通过三爪卡盘固定在主轴上,所述立轴系统能够在x轴位移机构的带动下进行x轴的位移,能够在电机带动下进行z轴位移,所述x轴位移机构能够在y轴位移机构的带动下进行y轴的位移,所述摆动抛光头能够绕着x轴进行预设范围内的旋转;所述打磨装置为铣刀或毛刷辊。
6.进一步地,所述毛刷辊包括毛刷辊轴、毛刷辊刷丝;所述毛刷辊轴为金属轴或软轴,使毛刷辊能够对铝合金轮毂的各个复杂结构进行磨抛;所述毛刷辊刷丝为蓬松具有韧性的纤维丝、蚕丝、塑料纤维丝、碳纤维丝等,能够去除铝合金轮毂表面氧化层,使铝合金轮毂表面光亮,满足加工需求。
7.进一步地,所述供液系统包括喷淋管、流量泵、管道、冷却液存储器、粗抛抛光液存储器、精抛抛光液存储器、冷却液开关、粗抛抛光液开关、精抛抛光液开关;所述管道与冷却
液存储器、粗抛抛光液存储器、精抛抛光液存储器和流量泵相连,所述喷淋管与流量泵相连,能够实现对加工点位的喷淋;所述喷淋管为软轴或金属轴,可实现对任一加工点位的喷淋;所述冷却液存储器存储冷却液;所述粗抛抛光液存储器存储粗抛抛光液,主要成分为磨料、添加剂、去离子水,磨料为微米级氧化硅、氧化铈、氧化铝等,添加剂为各种酸、碱、缓蚀剂等,例如苹果酸、柠檬酸、烟酸、碳酸钠、三乙醇胺、苯甲酸钠、酒石酸钠、柠檬酸钠等;所述精抛抛光液存储器存储精抛抛光液,主要成分为磨料、添加剂、去离子水,磨料为纳米级氧化硅、氧化铈、氧化铝等,添加剂为各种酸碱、缓蚀剂等,所述冷却液开关控制冷却液,粗抛抛光液开关控制粗抛抛光液,精抛抛光液控制精抛抛光液。
8.进一步地,所述扫描仪为手持式扫描仪,可以从各个方向对铝合金轮毂进行扫描,并将扫描数据实时反馈回数控系统。
9.本发明还公开了一种铝合金复杂结构轮毂磨抛装备及方法,包括如下步骤:步骤1、三爪卡盘实现对铣刀的定位与加紧,旋转底座实现轮毂的夹装和定位;步骤2、扫描仪对轮毂表面进行扫描,建立轮毂模型,确定冒口的位置,数控系统控制加工模块运动,使铣刀对准冒口;步骤3、加工开始时,数控系统控制加工模块实现五轴联动铣削加工,同时数控系统控制供液系统,打开冷却液开关,关闭粗抛抛光液开关和精抛抛光液开关,使流量泵开始工作,使冷却液通过管道吸入流量泵,并通过喷淋管对准加工位点,泵出冷却液,同时扫描仪开始实时扫描,并将扫描数据实时反馈回数控系统;步骤4、根据数控系统接收到的实时扫描数据实时改进铣刀转速,控制铣刀进给量,改变冷却液流速,直至冒口铣削结束;步骤5、通过三爪卡盘更换铣刀为毛刷辊,数控系统控制加工模块实现五轴联动磨抛加工,控制毛刷辊转速,对铝合金轮毂各个复杂结构进行磨抛,同时数控系统控制液供液系统,打开粗抛抛光液开关,关闭冷却液开关,使流量泵开始工作,使粗抛抛光液通过管道吸入流量泵,并通过喷淋管对准加工位点,泵出粗抛抛光液,同时扫描仪开始实时扫描,并将扫描数据实时反馈回数控系统;步骤6、根据数控系统接收到的实时扫描数据改进毛刷辊转速,控制进给量,改变粗抛抛光液流速,直至铝合金轮毂各个复杂结构粗抛结束;步骤7、通过三爪卡盘更换铣刀为毛刷辊,数控系统控制加工模块实现五轴联动磨抛加工,控制毛刷辊转速,对铝合金轮毂各个复杂结构进行磨抛,同时数控系统控制供液系统,打开精抛抛光液开关,关闭粗抛抛光液开关,使流量泵开始工作,使精抛抛光液通过管道吸入流量泵,并通过喷淋管对准加工位点,泵出精抛抛光液,同时扫描仪开始实时扫描,并将扫描数据实时反馈回数控系统;步骤8、根据数控系统接收到的实时扫描数据改进毛刷辊转速,控制进给量,改变精抛抛光液流速,直至铝合金轮毂各个复杂结构精抛结束;步骤9、将铝合金轮毂翻转,重新利用旋转底座固定,将毛刷辊更换为铣刀并用三爪卡盘固定;步骤10、扫描仪对轮毂表面进行扫描,建立轮毂模型,确定冒口的位置,数控系统控制加工模块运动,使铣刀对准冒口;步骤11、加工开始时,数控系统控制加工模块实现五轴联动铣削加工,同时数控系
统控制供液系统,打开冷却液开关,关闭粗抛抛光液开关和精抛抛光液开关,使流量泵开始工作,使冷却液通过管道吸入流量泵,并通过喷淋管对准加工位点,泵出冷却液,同时扫描仪开始实时扫描,并将扫描数据实时反馈回数控系统;步骤12、根据数控系统接收到的实时扫描数据实时改进铣刀转速,控制铣刀进给量,改变冷却液流速,直至冒口铣削结束;步骤13、通过三爪卡盘更换铣刀为毛刷辊,数控系统控制加工模块实现五轴联动磨抛加工,控制毛刷辊转速,对铝合金轮毂各个复杂结构进行磨抛,同时数控系统控制液供液系统,打开粗抛抛光液开关,关闭冷却液开关,使流量泵开始工作,使粗抛抛光液通过管道吸入流量泵,并通过喷淋管对准加工位点,泵出粗抛抛光液,同时扫描仪开始实时扫描,并将扫描数据实时反馈回数控系统;步骤14、根据数控系统接收到的实时扫描数据改进毛刷辊转速,控制进给量,改变粗抛抛光液流速,直至铝合金轮毂各个复杂结构粗抛结束;步骤15、通过三爪卡盘更换铣刀为毛刷辊,数控系统控制加工模块实现五轴联动磨抛加工,控制毛刷辊转速,对铝合金轮毂各个复杂结构进行磨抛,同时数控系统控制液供液系统,打开精抛抛光液开关,关闭粗抛抛光液开关,使流量泵开始工作,使精抛抛光液通过管道吸入流量泵,并通过喷淋管对准加工位点,泵出精抛抛光液,同时扫描仪开始实时扫描,并将扫描数据实时反馈回数控系统;步骤16、根据数控系统接收到的实时扫描数据改进毛刷辊转速,控制进给量,改变精抛抛光液流速,直至铝合金轮毂各个复杂结构精抛结束。
10.与现有技术相比,本发明的有益效果在于:1.本发明提供了一种铝合金复杂结构轮毂磨抛装备及方法,替代了传统的研磨,提高了铝合金复杂结构轮毂的精密加工效率及加工质量。
11.2.本发明所述装备集成有供液模块,冷却液可实现工件加工过程冷却,避免磨抛时加工点位过热问题,精抛抛光液和粗抛抛光液中添加剂能够对加工点位进行软化,磨料配合毛刷辊对铝合金轮毂表面材料进行去除,实现铝合金复杂结构轮毂高质高效磨抛。
12.3.本发明所述装备集成有扫描仪,能够对铝合金轮毂各个复杂结构进行时间检测,能够有效避免过抛现象的产生。
13.4.本发明所述装备集成有的打磨装置,可以对铝合金轮毂进行铣削后抛光,能够提高铝合金轮毂磨抛效率,实现铝合金轮毂高效磨抛。
附图说明
14.图1是本发明装置的三维总装示意图;图2 加工模块示意图;图3 主轴系统示意图;图4毛刷辊结构示意图;图5 供液系统示意图图中:1加工模块;2供液系统;3旋转底座;4工作台;5供电箱;6扫描仪;7数控系统;8底座;101y轴位移机构;102x轴位移机构;103立轴系统;104电机;105摆动抛光头;106三爪卡盘;107打磨装置;108毛刷辊刷丝;109毛刷辊轴;201喷淋管;202流量泵;203管道;204冷
却液存储器;205粗抛抛光液存储器;206精抛抛光液存储器;207冷却液开关;208粗抛抛光液开关;209精抛抛光液开关。
15.本发明的整体加工过程如下:步骤1、三爪卡盘106实现对铣刀的定位与加紧,旋转底座3实现轮毂的夹装和定位;步骤2、扫描仪6对轮毂表面进行扫描,建立轮毂模型,确定冒口的位置,数控系统7控制加工模块1运动,使铣刀对准冒口;步骤3、加工开始时,数控系统7控制加工模块1实现五轴联动铣削加工,同时数控系统1控制供液系统2,打开冷却液开关207,关闭粗抛抛光液开关208和精抛抛光液开关209,使流量泵202开始工作,使冷却液通过管道203吸入流量泵202,并通过喷淋管201对准加工位点,泵出冷却液,同时扫描仪6开始实时扫描,并将扫描数据实时反馈回数控系统7;步骤4、根据数控系统7接收到的实时扫描数据实时改进铣刀转速,控制铣刀进给量,改变冷却液流速,直至冒口铣削结束;步骤5、通过三爪卡盘106更换铣刀为毛刷辊,数控系统7控制加工模块1实现五轴联动磨抛加工,控制毛刷辊转速,对铝合金轮毂各个复杂结构进行磨抛,同时数控系统7控制液供液系统2,打开粗抛抛光液开关208,关闭冷却液开关207,使流量泵202开始工作,使粗抛抛光液通过管道203吸入流量泵202,并通过喷淋管201对准加工位点,泵出粗抛抛光液,同时扫描仪6开始实时扫描,并将扫描数据实时反馈回数控系统7;步骤6、根据数控系统7接收到的实时扫描数据改进毛刷辊转速,控制进给量,改变粗抛抛光液流速,直至铝合金轮毂各个复杂结构粗抛结束;步骤7、通过三爪卡盘106更换铣刀为毛刷辊,数控系统7控制加工模块1实现五轴联动磨抛加工,控制毛刷辊转速,对铝合金轮毂各个复杂结构进行磨抛,同时数控系统7控制液供液系统2,打开精抛抛光液开关209,关闭粗抛抛光液开关208,使流量泵202开始工作,使精抛抛光液通过管道203吸入流量泵202,并通过喷淋管201对准加工位点,泵出精抛抛光液,同时扫描仪6开始实时扫描,并将扫描数据实时反馈回数控系统7;步骤8、根据数控系统7接收到的实时扫描数据改进毛刷辊转速,控制进给量,改变精抛抛光液流速,直至铝合金轮毂各个复杂结构精抛结束;步骤9、将铝合金轮毂翻转,重新利用旋转底座3固定,将毛刷辊更换为铣刀并用三爪卡盘106固定。
16.步骤10、扫描仪6对轮毂表面进行扫描,建立轮毂模型,确定冒口的位置,数控系统7控制加工模块1运动,使铣刀对准冒口;步骤11、加工开始时,数控系统7控制加工模块1实现五轴联动铣削加工,同时数控系统1控制供液系统2,打开冷却液开关207,关闭粗抛抛光液开关208和精抛抛光液开关209,使流量泵202开始工作,使冷却液通过管道203吸入流量泵202,并通过喷淋管201对准加工位点,泵出冷却液,同时扫描仪6开始实时扫描,并将扫描数据实时反馈回数控系统7;步骤12、根据数控系统7接收到的实时扫描数据实时改进铣刀转速,控制铣刀进给量,改变冷却液流速,直至冒口铣削结束;步骤13、通过三爪卡盘106更换铣刀为毛刷辊,数控系统7控制加工模块1实现五轴联动磨抛加工,控制毛刷辊转速,对铝合金轮毂各个复杂结构进行磨抛,同时数控系统7控
制液供液系统2,打开粗抛抛光液开关208,关闭冷却液开关207,使流量泵202开始工作,使粗抛抛光液通过管道203吸入流量泵202,并通过喷淋管201对准加工位点,泵出粗抛抛光液,同时扫描仪6开始实时扫描,并将扫描数据实时反馈回数控系统7;步骤14、根据数控系统7接收到的实时扫描数据改进毛刷辊转速,控制进给量,改变粗抛抛光液流速,直至铝合金轮毂各个复杂结构粗抛结束;步骤15、通过三爪卡盘106更换铣刀为毛刷辊,数控系统7控制加工模块1实现五轴联动磨抛加工,控制毛刷辊转速,对铝合金轮毂各个复杂结构进行磨抛,同时数控系统7控制液供液系统2,打开精抛抛光液开关209,关闭粗抛抛光液开关208,使流量泵202开始工作,使精抛抛光液通过管道203吸入流量泵202,并通过喷淋管201对准加工位点,泵出精抛抛光液,同时扫描仪6开始实时扫描,并将扫描数据实时反馈回数控系统7;步骤16、根据数控系统7接收到的实时扫描数据改进毛刷辊转速,控制进给量,改变精抛抛光液流速,直至铝合金轮毂各个复杂结构精抛结束。
17.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1