CBN成型磨轮加工工艺及RV减速机针齿槽磨削用CBN成型磨轮的制作方法
cbn成型磨轮加工工艺及rv减速机针齿槽磨削用cbn成型磨轮
技术领域
1.本发明属于磨具制造技术领域,具体涉及一种cbn成型磨轮加工工艺及rv减速机针齿槽磨削用cbn成型磨轮。
背景技术:
2.rv减速机是工业用机器人关键的机械结构之一,具有体积小、重量轻、传动比范围大、寿命长、精度保持稳定、效率高、传动平稳等优点,我国大部分的rv减速机依赖从日本进口,国内的设计和制造能力仍然不足。
3.针齿槽作为rv减速机的关键传动结构,其加工精度直接影响到rv减速机的稳定性和传动效率。针齿壳的生产过程对单个针齿槽的尺寸精度、轮廓度、圆度、直线度、粗糙度要求非常高。对全部针齿槽的形状保持一致性要求也很高,比如40或60个槽的尺寸误差需要《0.003mm。
4.现有的磨削方案主要使用陶瓷cbn砂轮和刚玉等可修整砂轮,可修整砂轮在加工过程中磨损较快,需要用高精度滚轮修整,只能在安装有滚轮修整机构的磨床上使用。不断的修整过程占用了大量的工作时间,导致加工节拍较长,使磨削效率低下,且容易出现工件轮廓精度保持性不好的情况,容易烧伤。
5.新型的磨削方案为电镀cbn成型磨轮,具有高效率、高精度、精度保持一致性好、不容易烧伤等优点,能够满足针齿槽磨削的各种要求,且能安装在没有高精滚轮的磨床上进行磨削,节省了机床成本,是一种新型的先进的加工方案。
技术实现要素:
6.针对现有的问题,本发明的目的在于提供一种结构简单、磨削效率高、精度好、形状保持一致性高的针齿槽cbn成型磨轮,以及cbn成型磨轮加工装置、方法。
7.为实现上述目的,本发明采用如下技术方案:
8.第一方面,本发明采用一种rv减速机针齿槽磨削用cbn成型磨轮加工装置,包括:
9.车身;
10.工作台,固定安装于车身的上方;
11.砂轮架,设置于工作台上端的左侧,且砂轮架可相对于工作台往复滑动;砂轮安装于砂轮架,且砂轮呈水平状布置;
12.回转座,设置于工作台上端的右侧;回转座包括回转座架以及安装于回转座架上的自转筒,cbn成型磨轮呈竖直状套装在自转筒上,且自转筒上设置有夹持机构;
13.其中,砂轮的高度位置与过渡圆弧槽的高度位置相匹配;
14.砂轮架与回转座相对的一端安装有电推杆,且其伸缩端的伸出长度被配置为:砂轮磨削到过渡圆弧槽的预定深度时,伸缩端的端头抵接cbn成型磨轮的左端面;
15.且伸缩端的端头位置安装有传感器。
16.进一步的,工作台的上端面设置有轨道,砂轮架的下端设置有移动台;
17.工作台的下方设置有进给丝杠和进给螺母,且进给螺母的上端固定安装有进给驱动元件,移动台的下端固定安装有进给随动元件;
18.其中,进给驱动元件与进给随动元件接触:
19.当伸缩端的端头未抵接cbn成型磨轮的左端面时,进给驱动元件与进给随动元件相对固定;
20.当伸缩端的端头抵接cbn成型磨轮的左端面时,进给驱动元件与进给随动元件相对滑动。
21.进一步的,进给驱动元件包括:
22.安装壳,固定安装于进给螺母的上端,且其具有空腔;
23.导向开口,开设于安装壳的上端;
24.移动板,可滑动地设置于导向开口内;
25.第二弹性元件,设置于安装壳内,且其上端固定连接移动板的下端面,下端固定连接安装壳的底壁;
26.若干传动齿,固定安装于移动板的上端面;
27.进给随动元件包括:
28.传动齿槽,固定设置于的下端面,且其与传动齿接触;
29.其中,传动齿远离移动板的一端为三角齿,且传动齿槽的形状与传动齿相匹配。
30.进一步的,自转筒的外径与cbn成型磨轮的内孔相匹配;
31.夹持机构包括弹性夹块以及移动夹块,弹性夹块挡住cbn成型磨轮左侧的端面,移动夹块挤压cbn成型磨轮右侧的端面。
32.进一步的,弹性夹块的截面呈楔形,且位于自转筒的前端;
33.自转筒的侧壁设置有容纳槽,弹性夹块可滑动地位于容纳槽内;
34.容纳槽内还设置有第一弹性元件,且第一弹性元件的下端与容纳槽的底壁固定连接,上端与弹性夹块的下端固定连接。
35.进一步的,自转筒内设置有夹持丝杠以及夹持螺母,且夹持螺母与移动夹块通过导向滑块固定连接;
36.其中,移动夹块为环状结构,导向滑块的上端固定连接移动夹块的内周面,下端固定夹持螺母的外周面;
37.自转筒的侧壁开设有导向长槽,且导向长槽的尺寸与导向滑块相匹配。
38.第二方面,本发明采用一种rv减速机针齿槽磨削用cbn成型磨轮加工方法,包括如下步骤:
39.s1、cbn成型磨轮本体采用模具钢基材,经过探伤确保材料无裂纹和砂眼等缺陷;热处理硬度为hrc32-40,时效处理去除材料内应力;
40.s2、cbn成型磨轮本体在半精车后,在高精密内圆磨床上将内孔和一侧端面一次磨削到位,再以该一侧端面为基准面在高精度平面磨床上磨削另一侧端面;
41.s3、在高精度数控车床上加工出磨削环、斜面环及校准检验台的外轮廓;
42.s4、在上述的装置上,加工出过渡圆弧槽;
43.s5、选取粒度合适的高强度耐冲击的cbn磨料,经过精细筛选,选取合适的晶型的cbn磨料来保证磨轮的轮廓精度和耐磨度;采用金属电沉积的方法通过金属结合剂在基体
表面的沉积,将cbn磨料在仿形模具内均匀的固结在基体外圆轮廓上,磨料埋入率控制在35-50%;
44.s6、磨轮成品在高精度曲线磨床上装夹校正,以保证径向跳动≤0.002mm,端面跳动≤0.002mm;
45.s7、校正后的成品磨轮做动平衡达到图纸设计标准。
46.进一步的,所述s4中,包括如下步骤:
47.s41、将cbn成型磨轮由左至右从自转筒的左端套入,cbn成型磨轮挤压弹性夹块,使弹性夹块进入容纳槽内,继续推动cbn成型磨轮向右移动,直至弹性夹块弹出;
48.s42、驱动夹持丝杠转动,进而带动夹持螺母及环状移动夹块向左移动,直至弹性夹块与移动夹块配合夹紧cbn成型磨轮;
49.s43、启动电推杆来调节伸缩端的伸出长度,使得砂轮磨削到过渡圆弧槽的预定深度时,伸缩端的端头抵接cbn成型磨轮的左端面;
50.s44、启动砂轮使其高速旋转,同时,启动砂轮进给的动力源以及自转筒旋转的动力源,cbn成型磨轮随着自转筒旋转,进给驱动元件带动进给随动元件向右移动,进而带动砂轮架及砂轮向右移动;
51.s45、当伸缩端的端头抵接cbn成型磨轮的左端面时,进给驱动元件不能带动进给随动元件一起向右移动,进而砂轮架及砂轮自动停止向右移动;同时,传感器向控制系统反馈信号,进而控制系统向砂轮进给的动力源发送指令,控制砂轮架停止向右移动转而向左运动;
52.s46、砂轮架向左移动预设的距离后,控制系统向砂轮进给的动力源发送指令,控制砂轮架停止向左移动转而向右运动;
53.s47、重复上述步骤s45~46,直至cbn成型磨轮随着自转筒旋转一周。
54.第三方面,本发明采用一种rv减速机针齿槽磨削用cbn成型磨轮,使用上述的装置以及上述方法制备,cbn成型磨轮包括:
55.磨轮基体,呈环状;
56.磨削环,设置于磨轮基体远离轴线的外周侧,且磨削环截面的外周缘呈圆弧状;
57.斜面环,衔接磨轮基体与磨削环;
58.其中,磨削环与斜面环的结合处设置有过渡圆弧槽,且过渡圆弧槽向中线方向凹陷。
59.进一步的,cbn成型磨轮为一体成型设置,且cbn成型磨轮的截面相对中线呈镜像配置。
60.进一步的,磨轮基体的两端面上设置有校准检验台,且校准检验台和外圆一起安装加工。
61.进一步的,磨削环与斜面环的两侧面上设置有若干排屑槽。
62.本发明采用以上技术方案后,与现有技术相比,具有以下优点:
63.针对rv减速机针齿槽这类小圆弧槽的磨削,cbn成型磨轮磨削成品比可修整砂轮更稳定,有利于产品大批量稳定生产;过渡圆弧槽用于针齿槽两边的毛刺去除和尖角倒圆弧处理,为一次成型加工出针齿槽和小圆角,避免了产品报废的风险。
64.排屑槽增加了磨削的容屑空间,使废屑能够及时的排出去,避免残存的废屑对加
工表面的影响从而提高加工精度。而且,排屑槽也便于冷却液进入到磨削区域最深处,使冷却液的作用发挥到最大,能够及时释放加工产生的热量,保证加工表面的温度保持在最佳状态。
65.本发明的cbn成型磨轮加工装置,夹持机构能稳定地限定cbn成型磨轮的运动、便于cbn成型磨轮的安装与拆卸。同时,夹持机构布置于自转筒的内部,不会对砂轮的往复进给磨削产生干涉,从而只需一个移动副和一个转动副即可完成磨削。
66.在砂轮磨削加工过渡圆弧槽的过程中,当伸缩端的端头抵接cbn成型磨轮的左端面时,砂轮的磨削深度即满足设定值,避免cbn成型磨轮轻微移位导致的砂轮的磨削深度不足预设值,从而提高了磨削精度。
67.当伸缩端的端头抵接cbn成型磨轮的左端面时,进给驱动元件与进给随动元件相对滑动。因此,当砂轮的磨削深度满足设定值时,进给随动元件的自动停止移动功能,能够避免控制信号反馈滞后导致的砂轮架向右移动过量,进而排除了加工误差累积以及过渡圆弧槽的磨削深度超过预设值,进一步提高了过渡圆弧槽的加工精度。
68.通过进给驱动元件与进给随动元件的具体结构设置,实现了砂轮架及砂轮的自动停止进给功能,避免控制信号反馈滞后导致的砂轮架产生过量的向右移动。
69.本发明的cbn成型磨轮加工方法,砂轮架停止向右移动转而向左运动依靠控制系统的反馈信号,但该动作不受控制信号传输滞后性的影响。砂轮的磨削深度满足设定值时,进给随动元件具有自动停止移动功能,能够避免控制信号反馈滞后导致的砂轮架向右移动过量,进一步提高了过渡圆弧槽的加工精度。
附图说明
70.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
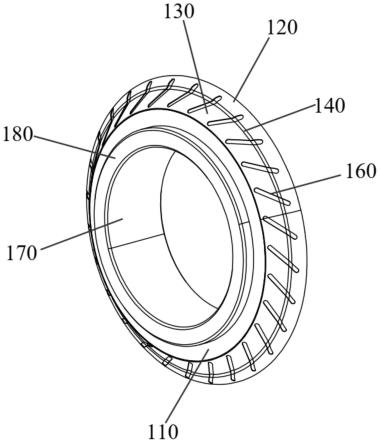
71.图1为cbn成型磨轮整体结构图;
72.图2为cbn成型磨轮剖视图;
73.图3为图2中a处局部放大图;
74.图4为加工装置整体结构图;
75.图5为加工装置正视图;
76.图6为砂轮架和回转座工作状态图,为了便于展示砂轮架往复移动的驱动机构,隐藏了车身的部分外壳;
77.图7为回转座整体结构图;
78.图8为图5中b处局部放大图;
79.图9为自转筒及夹持机构剖视图;
80.图10为砂轮架往复移动的驱动元件爆炸视图;
81.图11为驱动元件剖视图;
82.图12为图11中c处局部放大图。
具体实施方式
83.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
84.如图1-2所示,本实施方式提供了一种rv减速机针齿槽磨削用cbn成型磨轮100,包括呈环状的磨轮基体110,磨轮基体110远离轴线的外周侧设置有磨削环120,且磨轮基体110与磨削环120之间通过斜面环130衔接。
85.可以理解的是,结合图2,磨削环120截面的外周缘呈圆弧状,该圆弧状磨削环120用于磨削针齿槽的圆弧。针对rv减速机针齿槽这类小圆弧槽的磨削,cbn成型磨轮磨削成品比可修整砂轮更稳定,有利于产品大批量稳定生产。
86.如图2-3所示,本实施方式的cbn成型磨轮100,磨削环120与斜面环130的结合处设置有过渡圆弧槽140,且过渡圆弧槽140向中线方向凹陷。过渡圆弧槽140用于针齿槽两边的毛刺去除和尖角倒圆弧处理。
87.现有技术中,可修整砂轮由于高精度滚轮修整器的精度限制一般只有单独的磨削环120,没有过渡圆弧槽140,后续还需要单独处理毛刺和尖角,增加了加工工序和加工时间,且后续加工过程中容易损坏已经加工好的针齿槽内表面,增加了产品报废风险。
88.本实施方式的cbn成型磨轮100,为一次成型加工出针齿槽和小圆角,避免了产品报废的风险。同时,斜面环130的x角度两斜面的设计用于过渡圆弧槽140延伸,也有利于保证磨齿槽有效圆弧区域的磨料层质量。
89.进一步的,如图2所示,cbn成型磨轮100为一体成型设置,且cbn成型磨轮100的截面相对中线呈镜像配置。用于确定圆弧相对于端面的位置,磨轮安装后经过一次初试精确对刀,即可实现均匀磨削,节省加工时间。
90.进一步的,磨轮基体110的两端面180上设置有校准检验台150,且校准检验台150和外圆一起安装加工,保持同心,用于磨轮100安装后的校准检验,确保径向跳动≤0.002mm,端面跳动≤0.002mm,保证磨削时针齿槽的圆度、粗糙度和直线度。
91.进一步的,如图1所示,磨削环120与斜面环130的两侧面上设置有若干排屑槽160,增加了磨削的容屑空间,使废屑能够及时的排出去,避免残存的废屑对加工表面的影响从而提高加工精度。
92.而且,排屑槽160也便于冷却液进入到磨削区域最深处,使冷却液的作用发挥到最大,能够及时释放加工产生的热量,保证加工表面的温度保持在最佳状态。
93.本实施方式的cbn成型磨轮100,利用向内凹陷的过渡圆弧槽140,用于针齿槽两边的毛刺去除和尖角倒圆弧处理,为一次成型加工出针齿槽和小圆角,避免了产品报废的风险。
94.可以理解的是,本实施方式的cbn成型磨轮100加工时,先经过车削、磨削等将cbn成型磨轮100加工出基本轮廓(磨削环120、斜面环130及校准检验台150加工完毕),然后再加工过渡圆弧槽140。
95.由于过渡圆弧槽140尺寸小,且要保证圆弧轮廓度≤0.0015mm。即,过渡圆弧槽140需要高精度加工。因此,本发明提供一种专用曲线磨床,即,一种磨削rv减速机针齿壳部件
里的针齿槽部位的cbn成型磨轮加工装置,来保证过渡圆弧槽140的高精度加工。
96.如图4-5所示,本实施方式的一种rv减速机针齿槽磨削用cbn成型磨轮加工装置,包括车身200以及固定安装于车身200上方的工作台300,工作台300上端的左侧设置有砂轮架400,且砂轮架400可相对于工作台300往复滑动;工作台300上端的右侧设置有回转座500;工作台300的上部设置有ccd检测系统600;工作台300的一侧设置有电器操作控制箱700。
97.其中,砂轮410安装于砂轮架400,且砂轮410呈水平状布置;已加工出基本轮廓的cbn成型磨轮100安装于回转座500,且cbn成型磨轮100呈竖直状布置;砂轮410的高度位置与过渡圆弧槽140的高度位置相匹配。
98.可以理解的是,加工过渡圆弧槽140时,cbn成型磨轮100固定于回转座500,且随着回转座500绕其自身轴线自转,高速旋转的砂轮410往复进给磨削过渡圆弧槽140的位置处,cbn成型磨轮100旋转一周,其一侧的过渡圆弧槽140加工完成。利用ccd检测系统600将cbn成型磨轮100放大影像到屏幕710上,与装在屏幕上的cbn成型磨轮100目标放大图相对照,加工时操作砂轮对cbn成型磨轮100进行磨削,将越过图线的部分磨去,直至物像的轮廓全部重合时为止。
99.具体的,结合附图6-7,工作台300的上端面设置有轨道310,砂轮架400的下端设置有移动台420,使得砂轮架400能够在轨道310上往复直线运动。工作台300的下方设置有进给丝杠320和进给螺母330,且进给螺母330与移动台420连接。从而,动力源340驱动进给丝杠320转动,进而带动进给螺母330移动,进给螺母330能够带动移动台420移动。
100.回转座500包括回转座架510以及可转动地安装于回转座架510的自转筒520,自转筒520的动力输入端521与动力源530传动连接,使得自转筒520在回转座架510上自转。
101.其中,自转筒520的外径与cbn成型磨轮100的内孔170相匹配,以使cbn成型磨轮100套入自转筒520。自转筒520上设置有夹持机构,以将cbn成型磨轮100与自转筒520相对固定,从而方便加工过渡圆弧槽140。
102.进一步的,如图7-9所示,夹持机构包括弹性夹块540以及移动夹块550,弹性夹块540挡住cbn成型磨轮100左侧的端面180,移动夹块550挤压cbn成型磨轮100右侧的端面180,从而夹持cbn成型磨轮100,使其与自转筒520相对固定。
103.具体来讲,一方面,弹性夹块540的截面呈楔形,且位于自转筒520的前端,相应的,自转筒520的侧壁设置有容纳槽522,弹性夹块540可滑动地位于容纳槽522内;容纳槽522内还设置有第一弹性元件541,且第一弹性元件541的下端与容纳槽522的底壁固定连接,上端与弹性夹块540的下端固定连接。
104.由此,cbn成型磨轮100自前端套入自转筒520时,在内孔170的作用下,弹性夹块540缩入容纳槽522内,cbn成型磨轮100完全越过弹性夹块540后,在第一弹性元件541的作用下,弹性夹块540伸出将cbn成型磨轮100挡住。
105.可以理解的是,第一弹性元件541可以是机械螺旋弹簧,cbn成型磨轮100拆卸时,可手动将弹性夹块540压入容纳槽522内,从而将磨轮100滑出,需手动操作但成本低。第一弹性元件541也可以是电磁弹簧等主动控制式弹簧,拆卸时,可控制弹性元件541可失去弹力,弹性夹块540自动进入容纳槽522内,从而将磨轮100滑出,无需手动操作但成本高。
106.另一方面,自转筒520内设置有夹持丝杠551以及夹持螺母552,且夹持螺母552与
移动夹块550通过导向滑块553固定连接;相应的,移动夹块550为环状结构,导向滑块553的上端固定连接移动夹块550的内周面,下端固定夹持螺母552的外周面,自转筒520的侧壁开设有导向长槽523,且导向长槽523的尺寸与导向滑块553相匹配。
107.由此,动力源(图中未示出)驱动夹持丝杠551转动,进而带动夹持螺母552移动,夹持螺母552能够通过导向滑块553带动环状移动夹块550移动,从而对cbn成型磨轮100夹紧。
108.本实施方式的cbn成型磨轮加工装置,夹持机构能稳定地限定cbn成型磨轮100的运动、便于cbn成型磨轮100的安装与拆卸。同时,夹持机构布置于自转筒520的内部,不会对砂轮410的往复进给磨削产生干涉,从而只需一个移动副(砂轮410往复进给)和一个转动副(cbn成型磨轮100随自转筒520旋转)即可完成磨削。
109.可以理解的是,本实施方式的专用曲线磨床,利用ccd检测系统600将cbn成型磨轮100放大影像到屏幕710上,与装在屏幕上的cbn成型磨轮100目标放大图相对照,加工时操作砂轮对cbn成型磨轮100进行磨削,将越过图线的部分磨去,直至物像的轮廓全部重合时为止。由此,来最大限度的保证140的加工精度。
110.然而,磨削过程中cbn成型磨轮100反复受到砂轮410的作用力,移动夹块550可能发生轻微窜动,这使得cbn成型磨轮100的放大影像产生轻微移位,意味着物像的轮廓全部重合时,过渡圆弧槽140存在加工误差。
111.为了解决上述问题,结合附图6、8、10,本实施方式的cbn成型磨轮加工装置,砂轮架400与回转座500相对的一端安装有电推杆430。具体的,电推杆430包括固定端431和伸缩端432,且伸缩端432的伸出长度被配置为:砂轮410磨削到过渡圆弧槽140的预定深度时,伸缩端432的端头抵接cbn成型磨轮100的左端面180。
112.由此,在砂轮410磨削加工过渡圆弧槽140的过程中,当伸缩端432的端头抵接cbn成型磨轮100的左端面180时,此时,砂轮410的磨削深度即满足设定值,避免cbn成型磨轮100轻微移位导致的砂轮410的磨削深度不足预设值,从而提高了磨削精度。通过调节伸缩端432的伸出长度,适应不同工况对于不同尺寸过渡圆弧槽140的需求。
113.可以理解的是,伸缩端432的端头位置最好安装传感器,以便在砂轮410磨削加工过渡圆弧槽140的过程中,当伸缩端432的端头抵接cbn成型磨轮100的左端面180时,传感器可以向控制系统反馈信号,进而控制系统向动力源340发送指令,控制砂轮架400停止向右移动转而向左运动。
114.然而,由于控制信号反馈的滞后性,导致砂轮架400可能会产生轻微过量的向右移动,进而带来如下不利影响:cbn成型磨轮100可能受推力作用向右位移,这意味着加工误差出现累积;或者,电推杆430受挤压而伸缩端432产生轻微回缩,这将导致过渡圆弧槽140的磨削深度超过预设值,影响加工误差。
115.为避免控制信号反馈的滞后性,排除对控制系统的绝对依赖,本实施方式的cbn成型磨轮加工装置,参阅图10-12,进给螺母330的上端固定安装有进给驱动元件350,移动台420的下端固定安装有进给随动元件440;
116.其中,进给驱动元件350与进给随动元件440接触,当伸缩端432的端头未抵接cbn成型磨轮100的左端面180时,进给驱动元件350与进给随动元件440相对固定,当伸缩端432的端头抵接cbn成型磨轮100的左端面180时,进给驱动元件350与进给随动元件440相对滑动。
117.通过该设置,砂轮架400带动砂轮410向右移动,砂轮410磨削cbn成型磨轮100的过程中,进给螺母330带动进给驱动元件350向右移动,当伸缩端432的端头未抵接cbn成型磨轮100的左端面180时,进给驱动元件350与进给随动元件440相对固定,进给随动元件440进而带动移动台420及砂轮架400向右移动,从而使得砂轮410向cbn成型磨轮100的深处磨削。当伸缩端432的端头抵接cbn成型磨轮100的左端面180时,即砂轮410的磨削深度满足设定值时,进给驱动元件350与进给随动元件440相对滑动,进给随动元件440自动停止向右移动。
118.此时,虽然进给驱动元件350继续向右移动,进给随动元件440的向右移动不再继续发生,以此实现砂轮架400及砂轮410的自动停止进给功能。因此,当砂轮410的磨削深度满足设定值时,进给随动元件440的自动停止移动功能,能够避免控制信号反馈滞后导致的砂轮架400向右移动过量,进而排除了加工误差累积以及过渡圆弧槽140的磨削深度超过预设值,进一步提高了过渡圆弧槽140的加工精度。
119.可以理解的是,当伸缩端432的端头未抵接cbn成型磨轮100的左端面180时,包含两种情形,其中一种是砂轮架400带动砂轮410向右移动而砂轮410未磨削到预设深度之前;另外一种则是砂轮架400带动砂轮410向左移动时。而当伸缩端432的端头抵接cbn成型磨轮100的左端面180时,仅指砂轮架400带动砂轮410向右移动,砂轮410刚好到达预设深度时。
120.具体的,进给驱动元件350包括固定安装于进给螺母330上端的安装壳351,且安装壳351具有空腔;安装壳351的上端开设有导向开口355,导向开口355内可滑动地设置有移动板352;安装壳351内设置有第二弹性元件353,且第二弹性元件353的上端固定连接移动板352的下端面,下端固定连接安装壳351的底壁;移动板352的上端面固定安装有若干传动齿354。
121.其中,传动齿354与第二弹性元件353间接连接,传动齿354与进给随动元件440接触,即,传动齿354是进给驱动元件350与进给随动元件440实现联系的部件。具体的,传动齿354与进给随动元件440的传动齿槽441接触。
122.进给随动元件440包括传动齿槽441,且传动齿槽441固定设置于420的下端面,传动齿354远离移动板352的一端为三角齿,且传动齿槽441的形状与传动齿354相匹配。
123.通过上述设置,当伸缩端432的端头未抵接cbn成型磨轮100的左端面180时,传动齿354在第二弹性元件353的作用下伸出安装壳351,且传动齿354与传动齿槽441贴合,进给驱动元件350能够带动进给随动元件440一起移动,即,进给驱动元件350与进给随动元件440相对固定;
124.当伸缩端432的端头抵接cbn成型磨轮100的左端面180时,传动齿354与传动齿槽441相互挤压,二者的挤压力大于第二弹性元件353的弹力,移动板352挤压第二弹性元件353收缩弹性变形,传动齿354从一个传动齿槽441进入相邻的另一个传动齿槽441内,进给驱动元件350无法带动进给随动元件440一起移动,即,进给驱动元件350与进给随动元件440相对滑动。
125.由此,实现了砂轮架400及砂轮410的自动停止进给功能,而不是仅依赖传感器测量信号来通过动力源340控制砂轮架400停止向右移动转而向左运动,避免控制信号反馈滞后导致的砂轮架400产生过量的向右移动。
126.进一步的,为了进一步保证移动板352只能竖直方向运动,移动板352与安装壳351
的底壁之间还设置有导向套筒366,且第二弹性元件353位于导向套筒366内部。
127.本发明还提供一种rv减速机针齿槽磨削用cbn成型磨轮加工方法,用以加工本实施方式的cbn成型磨轮100,包括如下步骤:
128.s1、cbn成型磨轮100本体采用模具钢基材,经过探伤确保材料无裂纹和砂眼等缺陷;热处理硬度为hrc32-40,时效处理去除材料内应力,保证后续加工不因内应力而产生变形影响工件精度;
129.s2、cbn成型磨轮100本体在半精车后,在高精密内圆磨床上将内孔170和一侧端面180一次磨削到位,再以该一侧端面180为基准面在高精度平面磨床上磨削另一侧端面180。保证两侧端面180的平行度要求≤0.002mm,端面跳动要求≤0.002mm,粗糙度ra值≤0.4微米;内孔的公差在0~0.005mm以内,内孔圆度≤0.002mm,粗糙度ra值≤0.4微米;
130.s3、在高精度数控车床上加工出磨削环120、斜面环130及校准检验台150的外轮廓;
131.s4、在上述的cbn成型磨轮加工装置上加工出过渡圆弧槽140。保证圆弧轮廓度≤0.0015mm。
132.s5、选取粒度合适的高强度耐冲击的cbn磨料,经过精细筛选,选取合适的晶型的cbn磨料来保证磨轮的轮廓精度和耐磨度;采用金属电沉积的方法通过金属结合剂在基体表面的沉积,将cbn磨料在仿形模具内均匀的固结在基体外圆轮廓上,磨料埋入率控制在35-50%;
133.s6、磨轮成品在高精度曲线磨床上装夹校正,以进一步保证径向跳动≤0.002mm,端面跳动≤0.002mm;
134.s7、校正后的成品磨轮做动平衡达到图纸设计标准。
135.其中,上述s4中,包括如下步骤:
136.s41、将cbn成型磨轮100由左至右从自转筒520的左端套入,cbn成型磨轮100挤压弹性夹块540,使弹性夹块540进入容纳槽522内,继续推动cbn成型磨轮100向右移动,直至弹性夹块540弹出;
137.s42、驱动夹持丝杠551转动,进而带动夹持螺母552及环状移动夹块550向左移动,直至弹性夹块540与移动夹块550配合夹紧cbn成型磨轮100;
138.s43、启动电推杆430来调节伸缩端432的伸出长度,使得砂轮410磨削到过渡圆弧槽140的预定深度时,伸缩端432的端头抵接cbn成型磨轮100的左端面180;
139.s44、启动砂轮410使其高速旋转,同时,启动砂轮410进给的动力源340以及自转筒520旋转的动力源530,cbn成型磨轮100随着自转筒520旋转,进给驱动元件350带动进给随动元件440向右移动,进而带动砂轮架400及砂轮410向右移动;
140.s45、当伸缩端432的端头抵接cbn成型磨轮100的左端面180时,进给驱动元件350不能带动进给随动元件440一起向右移动,进而砂轮架400及砂轮410自动停止向右移动;同时,传感器向控制系统反馈信号,进而控制系统向砂轮410进给的动力源340发送指令,控制砂轮架400停止向右移动转而向左运动;
141.s46、砂轮架400向左移动预设的距离后,控制系统向砂轮410进给的动力源340发送指令,控制砂轮架400停止向左移动转而向右运动;
142.s47、重复上述步骤s45~46,直至cbn成型磨轮100随着自转筒520旋转一周。
143.本实施方式的cbn成型磨轮加工方法,s45中,砂轮架400停止向右移动转而向左运动依靠控制系统的反馈信号,但该动作不受控制信号传输滞后性的影响。当伸缩端432的端头抵接cbn成型磨轮100的左端面180时,即砂轮410的磨削深度满足设定值时,进给随动元件440不能带动砂轮架400及砂轮410向右移动,进给随动元件440具有自动停止移动功能,能够避免控制信号反馈滞后导致的砂轮架400向右移动过量,进一步提高了过渡圆弧槽140的加工精度。
144.以上所述为本发明最佳实施方式的举例,其中未详细述及的部分均为本领域普通技术人员的公知常识。本发明的保护范围以权利要求的内容为准,任何基于本发明的技术启示而进行的等效变换,也在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1