提高承插口球墨铸铁管道承口内壁强度和表观质量的方法与流程
1.本发明属于涉及球墨铸铁管离心浇铸成型领域,尤其涉及提高承插口球墨铸铁管道承口内壁强度和表观质量的方法。
背景技术:
2.现有技术中指出,由于结构和铸造参数的原因,在模腔内各点的熔融状态的铁水凝固时间是不相等的,这就会给铸件在凝固后产生热应力,造成铸件变形,裂纹等,同时,由于冷却凝固时间不等,铸件会出现缩松,缩孔,冷隔,气孔等缺陷。为避免产生热节,结构上铸件壁厚应尽可能均匀,以减少模具局部热量集中产生的热疲劳。
3.目前,在球墨铸铁管的大规模生产中大多都采用离心铸造的方法,离心铸造属于特种铸造,适用于大批量生产,离心球墨铸铁管是将铁液通过流槽流入旋转的管模内,在离心力的作用下铁液布满金属型筒,最后凝固成球墨铸铁管的一种特殊铸造方法。在实际生产中球墨铸铁管承口特别是直管段与承口下部交接处容易产生铸造缺陷,而球墨铸铁管承口起到重要的连接密封的作用,特别的针对一些大口径铸管,冷却速度慢重量大,且承口部分尺寸和厚度是整根铸管最大的,再加上离心浇注时液流控制的误差和不稳定性,使得现有的铸管承口和直管段交接的部位壁厚不均产生热结,这些原因就导致了承口下部和直管段交接处部分易产生铸造缺陷,如果承口处强度不够后期在安装、吊运或者堆垛时来自其它铸管的冲击都很可能在承口处发生破坏。
4.为了避免热节引起的裂纹、缩松、气孔等铸造缺陷,现有技术通常采用的方法有补强、冷铁,提高热交换能力等方法。公布文献:一种离心球墨铸铁管(cn202158338u)披露了一种在承口端口沿处设置环状加强筋的技术方案;一种水冷离心铸管机(cn214640143u)披露了一种在管模处采用新的支撑结构,加快热交换,消除承口热节的方法;用于铸造热节的内冷铁(cn207655879u)披露了在型模铸造中加入非闭合圆筒状冷铁的技术方案,易于下入和熔合,且指出“现有技术中使用的内冷铁多为实心圆柱形,冷铁与浇入的铁水不易熔合,易出现裂纹、气孔等问题。”即现有技术中没有提供在离心浇铸中如何利用冷铁消除或降低承口段内壁与直管段内壁交接处热节引起的缺陷的技术方案和启示。
技术实现要素:
5.本发明为解决现有技术问题,提供了一种结构简单操作方便可有效减少承口处缺陷改善和提高球墨铸铁管承口处组织性能和强度的方法。
6.本发明采用的技术方案为:提高承插口球墨铸铁管道承口内壁强度和表观质量的方法,包括以下步骤:
7.a、制作内部为圆柱型贯通空腔的环状冷铁;
8.b、制作带有能与所述环状冷铁配合的卡槽的承口砂芯;
9.c、清理所述环状冷铁并将所述环状冷铁安装于所述承口砂芯对应卡槽内;
10.d、将安装所述环状冷铁的承口砂芯安装至承插口球墨铸铁管道的离心浇铸管模
的承口端;
11.所述承插口球墨铸铁管道采用离心浇铸方法成型;
12.其中:所述环状冷铁中圆柱型贯穿空腔的圆柱型直径小于等于承插口球墨铸铁管直管段内壁直径;
13.所述环状冷铁在所述承插口球墨铸铁管直管段轴线方向的厚度为a,所述a的数值为承插口球墨铸铁管道承口段内壁与承插口球墨铸铁管直管段内壁交接处承口段交界面与直管段交界面在铸造成型过程中相邻的热节圆直径的0.2至0.6倍。
14.进一步地,在所述b步骤和c步骤之间增加以下步骤:
15.在所述承口砂芯和所述环状冷铁可与空气接触的外表面刷涂或喷涂一层耐火涂料;
16.在利用离心浇铸成型承插口球墨铸铁管道之后,取出所述环状冷铁。
17.进一步地,所述环状冷铁厚度a的数值为所述热节圆直径的0.3至0.6倍。
18.进一步地,在所述b步骤和c步骤之间增加以下步骤:
19.在所述承口砂芯与空气接触的外表面刷涂或喷涂一层耐火涂料;
20.清理所述环状冷铁并将所述环状冷铁安装于所述承口砂芯对应卡槽内时,保持所述环状冷铁在离心浇铸时与铁液接触的面清洁。
21.进一步地,所述环状冷铁厚度a的数值为所述热节圆直径的0.2至0.3倍。
22.进一步地,所述c步骤中:清理所述环状冷铁为清除所述环状冷铁上的油污、锈迹、水汽、浮渣、灰尘中的一种或多种。
23.本发明获得的有益效果为:
24.1、在球墨铸铁管承口段与直管段交接部位细化一次结晶防止缩孔、偏析疏松等铸造缺陷;防止球墨铸铁管承口段与直管段交接部位急剧变化产生裂纹。
25.2、用环状冷铁加速球墨铸铁管承口段与直管段交接部位热节的冷却,使整个铸件接近于同时凝固,防止或减轻承口变形。
26.3、改善球墨铸铁管承口段与直管段交接部位的金相组织和力学性能,细化基体组织,提铸管承口部分综合组织性能;减轻和防止球墨铸铁管承口段与直管段交接部分中的偏析。
27.4、在一些特殊工况,针对承口部位需要高强度压力的特殊用途的铸管,可将环状冷铁铸进球墨铸铁管,作为铸管的一部分成为承力件,承受更高的强度和压力。
附图说明
28.图1示出根据本发明实施方式的离心浇铸装配示意图;
29.图2示出根据本发明实施方式的另一种离心浇铸装配示意图;
30.图3示出根据本发明实施方式的具体部位位置示意图;
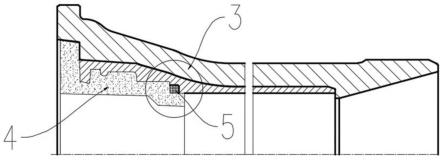
31.图4示出根据本发明实施方式的环状冷铁装配部位局部放大图;
32.图5示出根据本发明实施方式的未放环状冷铁的承口与直管段交接部位金相图;
33.图6示出根据本发明实施方式的放置环状冷铁的承口与直管段交接部位金相图;
34.其中,1、承插口球墨铸铁管道承口段;2、承插口球墨铸铁管直管段;3、离心浇铸管模;4、承口砂芯;5、环状冷铁;101、承口段交接面;102、直管段交接面。
具体实施方式
35.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
36.如图1-6所示:根据本发明的实施方式,提出一种提高承插口球墨铸铁管道承口段1内壁与直管段内壁交接处强度及表观质量的方法,包括以下步骤:制作内部为圆柱型贯通空腔的环状冷铁5;制作带有能与所述环状冷铁5配合的卡槽的承口砂芯4;清理述所环状冷铁5并将所述环状冷铁5安装于所述承口砂芯4对应卡槽内;将安装所述环状冷铁5的承口砂芯4安装至利用离心浇铸方法成型的承插口球墨铸铁管道的离心浇铸管模3承口端;利用离心浇铸方法成型所述承插口球墨铸铁管道;其中:环状冷铁5中圆柱型贯穿空腔的圆柱型直径小于等于承插口球墨铸铁管道直管段1内壁直径;环状冷铁5在承插口球墨铸铁管道直管段2轴线方向的厚度为a,环状冷铁5厚度a的数值为承插口球墨铸铁管道承口段1内壁与直管段内壁交接处承口段交界面101与直管段交界面102在铸造成型过程中相邻的热节圆直径的0.2至0.6倍。
37.其中一种实施方式为,使环状冷铁5便于在球墨铸铁管成型后摘出,还包括如下步骤:在将安装环状冷铁5的承口砂芯安装至利用离心浇铸方法成型承插口球墨铸铁管道的离心浇铸管模3承口端之前,在承口砂芯4和环状冷铁5可与空气接触的外表面刷涂或喷涂一层耐火涂料;在利用离心浇铸成型承插口球墨铸铁管道之后,取出环状冷铁5,环状冷铁厚度a为热节圆直径的0.3至0.6倍。
38.另一种实施方式,在离心球浇铸结束后,并不摘出所述环状冷铁,为了达到上述目的,还包括如下步骤:制作带有能与环状冷铁5配合的卡槽的承口砂芯4之后,在承口砂芯5可与空气接触的外表面刷涂或喷涂一层耐火涂料;清理述所环状冷铁5并将所述环状冷铁5安装于承口砂芯4对应卡槽内时,保持环状冷铁5在离心浇铸时与铁液接触的面清洁,环状冷铁厚度a为热节圆直径的0.2至0.3倍。
39.避免环状冷铁5自身存在缺陷,对离心浇铸产生影响,上文所述清理环状冷铁5为清除所述环状冷铁5上的油污、锈迹、水汽、浮渣、灰尘中的一种或多种。
40.参照图5和图6,就石墨形态来说,未放置环状冷铁是小片状石墨,且片状石墨的尺寸相近,放置环状冷铁5后多为蠕虫状石墨。就机械性能来说,蠕状》片状。而且未放环状冷铁5的承插口球墨铸铁管道承口段1与承插口球墨铸铁管道直管段2交接部位金相图可见缩松缩孔等铸造缺陷,放置后明显改善。本发明提供了一种利用在承口砂芯4预先套设环状冷铁5的技术方案,提高乐承插口球墨铸铁管道承口段1内壁与直管段内壁交接处强度及表观质量。
41.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1