一种研磨方法及装置与流程
本发明属于研磨,特别是涉及一种研磨方法及装置。
背景技术:
1、研磨液是研磨设备中重要的辅助材料,在现有的研磨设备中,研磨液均是采用一次添加的方式,一般情况下不会对研磨液进行调整,但是在使用过程中人们发现,磨料会与加工件摩擦,随着研磨时间的增加,磨料会逐渐磨损、细化,进而导致研磨效率下降,并且加工件的表面粗糙度也无法控制,进而使得加工时间边长,加工件质量无法控制。
2、因此,针对该问题,常规的解决方法是根据技术工人的生产经验,并结合研磨加工的实际情况,补充适量的粗磨料,补充粗磨料的质量不定,时间不定,次数不定,这就会导致研磨液中粗磨料的含量不定,进而导致加工效率不稳定,加工件的表面粗糙度无法稳定控制。
技术实现思路
1、本发明的主要目的在于,提供一种研磨方法及装置,所要解决的技术问题是如何提供一种研磨方法及装置,使其能够控制研磨效率和加工件的表面粗糙度。
2、本发明的目的及解决其技术问题是采用以下技术方案来实现的。依据本发明提出的一种研磨方法,其包括以下步骤:
3、1)对研磨液进行一级分离,得到粒度小于13μm的磨料;再对一级分离后得到的磨料进行二级分离,分离出细磨料;
4、称量细磨料;所述细磨料的粒度为10μm~13μm;
5、2)向一级分离后的研磨液中加入溶剂和粒度为23~61μm的磨料,使研磨液的质量固含量为10%~30%;加入的磨料与所述细磨料的质量比为(1.2~1.3):1。
6、本发明的目的及解决其技术问题还可采用以下技术措施进一步实现。
7、优选的,前述的研磨方法,其中所述的步骤1)中:一级分离是使用250~625目的筛网过滤,二级分离是使用1000~1200目的筛网过滤。
8、优选的,前述的研磨方法,其中当所述细磨料的质量占一级分离前的研磨液中磨料的8%~10%时,执行步骤2)。
9、优选的,前述的研磨方法,其中所述溶剂包括防锈剂、分散剂和去离子水。
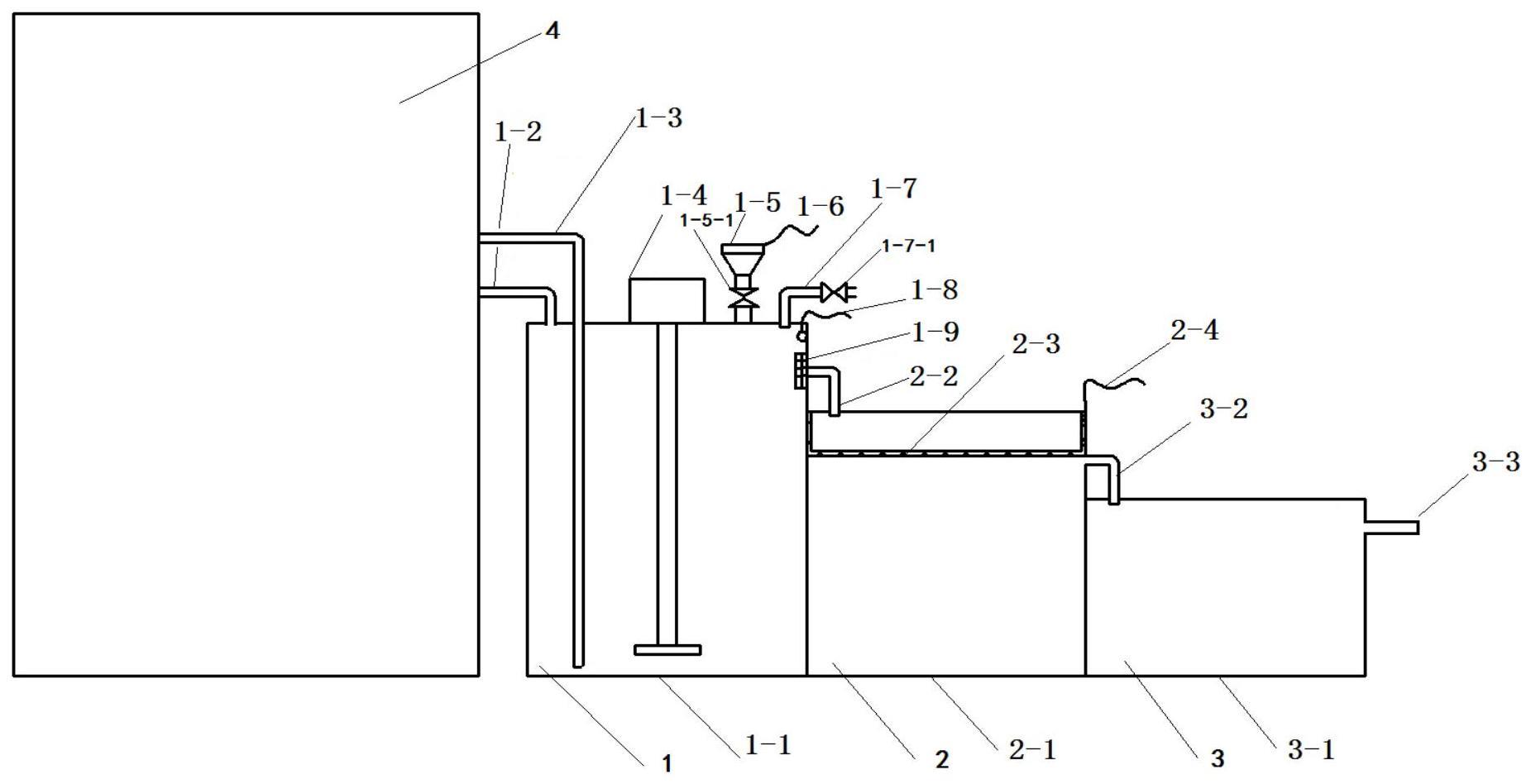
10、本发明的目的及解决其技术问题还采用以下的技术方案来实现。依据本发明提出的一种研磨装置,如附图1所示,其依次包括:
11、研磨机;
12、一级机构,其包括一级料筒以及装配于一级料筒上的搅拌泵;所述一级料筒与所述研磨机通过循环管路相连通;所述一级料筒上还设有补料仓和补水管;所述补料仓上设有补料阀;所述补料阀连接有补料控制器;所述循环管路包括进料管和排料管,研磨液能够由研磨机通过排料管排入一级料筒,再由进料管返回研磨机,实现循环;
13、二级机构,其包括二级料筒以及装配于二级料筒内部的二级筛网;所述二级料筒与所述一级料筒通过溢流管相连通;所述溢流管与所述一级料筒连接处为溢流管入口,所述溢流管入口装配有一级筛网;所述一级料筒的高度与所述溢流管入口的高度比值为1:0.7~0.8;所述二级筛网连接有重量监控器;所述重量监控器与所述补料控制器电性连接。
14、优选的,前述的研磨装置,其中所述的进料管与一级料筒相连通的一端延伸至一级料筒的底部。
15、优选的,前述的研磨装置,其中所述的补水管上设有补水阀;所述补水阀连接有水位监测器。
16、优选的,前述的研磨装置,其中所述的一级筛网的目数为250~625目。
17、优选的,前述的研磨装置,其中所述的二级筛网的目数为1000~1200目。
18、优选的,前述的研磨装置,其中所述的装置其还包括三级机构;所述三级机构包括三级料筒;所述二级料筒上设置有出液管;所述出液管的一端设置于所述二级筛网下,另一端连通所述三级料筒。
19、借由上述技术方案,本发明提出的一种研磨方法及装置至少具有下列优点:
20、1、粒度小于13μm的磨料是研磨过程中因摩擦产生的,这部分磨料的存在会降低研磨效率,其中,粒度在10μm~13μm的细磨料是主要组成,本发明先通过一级分离将粒度小于13μm的磨料分离出,然后再通过二级分离,将细磨料从粒度小于13μm的磨料中分离出来,对其进行称量,然后通过称量结果进行补加磨料操作,进而能够保证研磨液中磨料的粒径,进而能够保证研磨效率,能够有效地控制片状陶瓷的表面粗糙度,进而能够有效控制片状陶瓷的表面粗糙度,提高加工材料的品质,缩短加工周期。
21、2、本发明的装置设置有一级机构、二级机构和三级机构,一级机构中设有一级料筒,一级料筒能够收集研磨机流出的研磨液,此时的研磨液中含有粒径不同磨料和研磨液溶剂,在搅拌的作用下,粒径大的磨料会下沉,粒径小的磨料会上浮,随着研磨液的持续流入,一级料筒会发生溢流,在一级筛网的作用下,能够使粒度大于13μm的磨料留在一级料筒中,而粒度小于13μm的磨料和部分研磨液溶剂通过溢流进入到二级机构中;二级机构中设有二级滤网,二级筛网能够将粒度小于13μm的磨料中的细磨料筛出,并且通过连接在二级滤网上的重量监控器,监控二级滤网上细磨料的质量,然后根据该质量控制粒度为23~61μm的磨料补加量,进而能够控制研磨液中磨料的粒径,进而能够保证研磨效率,能够有效地控制片状陶瓷的表面粗糙度,进而实现加工件品质可控。
22、3、本发明的装置设有补料控制器和重量监控器,重量监控器监控二级滤网上细磨料的质量,然后将信息传输至补料控制器,然后补料控制器通过控制连接的补料阀的开关时间,进而能够控制粒度为23~61μm的磨料补加量,进而能够实现磨料的在线监控,实现了自动补给,能够降低人工操作失误的风险,进而能够降低不可控风险,有效规避人为因素对研磨过程的影响,进而能够提高加工件的品质。
23、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
技术特征:
1.一种研磨方法,其特征在于,其包括以下步骤:
2.根据权利要求1所述的研磨方法,其特征在于,步骤1)中:一级分离是使用250~625目的筛网过滤,二级分离是使用1000~1200目的筛网过滤。
3.根据权利要求1所述的研磨方法,其特征在于,当所述细磨料的质量占一级分离前的研磨液中磨料的8%~10%时,执行步骤2)。
4.根据权利要求1所述的研磨方法,其特征在于,所述溶剂包括防锈剂、分散剂和去离子水。
5.一种研磨装置,其特征在于,其依次包括:
6.根据权利要求5所述的研磨装置,其特征在于:所述进料管与一级料筒相连通的一端延伸至一级料筒的底部。
7.根据权利要求5所述的研磨装置,其特征在于:所述补水管上设有补水阀;所述补水阀连接有水位监测器。
8.根据权利要求5所述的研磨装置,其特征在于:所述一级筛网的目数为250~625目。
9.根据权利要求5所述的研磨装置,其特征在于:所述二级筛网的目数为1000~1200目。
10.根据权利要求5所述的研磨装置,其特征在于:其还包括三级机构;所述三级机构包括三级料筒;所述二级料筒上设置有出液管;所述出液管的一端设置于所述二级筛网下,另一端连通所述三级料筒。
技术总结
本发明是关于一种研磨方法及装置。所述方法包括:1)对研磨液进行一级分离,得到粒度小于13μm的磨料;再对一级分离后得到的磨料进行二级分离,分离出细磨料;自动称量细磨料;所述细磨料的粒度为10μm~13μm;2)向一级分离后的研磨液中自动补充加入溶剂和粒度为23~61μm的磨料,使研磨液的质量固含量保持为10%~30%;加入的磨料与所述细磨料的质量比为(1.2~1.3):1。本发明控制补加的23~61μm磨料与细磨料质量比为(1.2~1.3):1的磨料,进而能够保证研磨液中磨料的粒径,进而能够保证研磨效率,进而能够有效控制片状陶瓷的表面粗糙度,提高加工材料的品质,缩短加工周期。
技术研发人员:任瑞康,崔建宇,旷峰华,张洪波,任佳乐
受保护的技术使用者:中国建筑材料科学研究总院有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!