一种超大型数控机床底座平面精磨设备的制作方法
1.本实用新型涉及打磨设备技术领域,尤其涉及一种超大型数控机床底座平面精磨设备。
背景技术:
2.数控机床是数字控制机床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。在加工过程中需要对配件进行辅助定位,保证配件加工更准确,定位要求也越来越高。
3.超大型数控机床底座在加工过后需要对其表面进行打磨处理,现有技术中对于该部分加工都是人工拿着打磨器进行的,这样的工作效率相对较低,且在人工打磨过程中也无法保证超大型数控机床底座的平整度,在对超大型数控机床底座还要对打磨的碎屑进行手动清理,劳动强度较大,为了解决该问题,所以本实用新型公开了一种超大型数控机床底座平面精磨设备。
技术实现要素:
4.实用新型目的:为了解决背景技术中存在的不足,所以本实用新型公开了一种超大型数控机床底座平面精密设备。
5.技术方案:一种超大型数控机床底座平面精磨设备,包括工作载台、夹紧机构、吸尘机构、伺服驱动机构、打磨机构和视觉检测装置,所述工作载台的左右两侧均设置有竖向台,所述工作载台的后侧设置有一定位推送组件,所述夹紧机构包括数组气动夹紧组件,且数组气动夹紧组件均匀设置在两个竖向台的内侧,所述伺服驱动机构包括横梁支架、z轴驱动组件、两个x轴驱动组件和两个y轴驱动组件,两个y轴驱动组件分别沿着两个竖向台的顶部长度方向设置,所述横梁支架与两个y轴驱动组件连接,两个x轴驱动组件分别设置在横梁支架的前后两侧,所述视觉检测装置与横梁支架后侧所对应的x轴驱动组件连接,所述z轴驱动组件与横梁支架前侧所对应的x轴驱动组件连接,所述z轴驱动组件上连接设置有滑动载台,所述吸尘机构包括吸尘载盘、吸尘器和数个吸尘头,所述吸尘载盘通过支杆连接设置在滑动载台的底部,数个吸尘头分布设置在吸尘载台的底部,所述吸尘器设置在工作载台的外部并通过分歧管路与数个吸尘头连接,所述打磨机构包括打磨驱动电机和打磨盘,所述打磨驱动电机设置在滑动载台的顶部,且所述打磨驱动电机的输出轴穿过滑动载台和吸尘载盘与打磨盘连接。
6.本实用新型实现以下有益效果:
7.本实用新型通过夹紧机构能将待精磨的超大型数控机床底座固定在工作载台上,并在伺服驱动机构的驱动下,打磨机构能与吸尘机构配合对超大型数控机床底座进行打磨以及吸尘,以及视觉检测装置还能对超大型数控机床底座的平整度进行检测,相较于现有
技术,本实用新型功能较多,精度较高,具有较高的使用价值。
附图说明
8.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
9.图1为本实用新型公开的整体结构示意图。
10.图2为本实用新型公开的定位推送组件结构示意图。
11.图3为本实用新型公开的局部俯视结构示意图。
具体实施方式
12.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
13.实施例
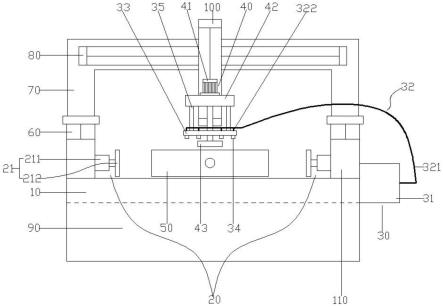
14.参考图1-3,一种超大型数控机床底座平面精磨设备,包括工作载台10、夹紧机构20、吸尘机构30、伺服驱动机构、打磨机构40和视觉检测装置130,工作载台的左右两侧均设置有竖向台110,工作载台的后侧设置有一定位推送组件,夹紧机构包括数组气动夹紧组件21,且数组气动夹紧组件均匀设置在两个竖向台的内侧,伺服驱动机构包括横梁支架70、z轴驱动组件100、两个x轴驱动组件80和两个y轴驱动组件60,在具体使用时,z轴驱动组件、两个x轴驱动组件和两个y轴驱动组件优选采用伺服滚珠丝杠模组,两个y轴驱动组件分别沿着两个竖向台的顶部长度方向设置,横梁支架与两个y轴驱动组件连接,两个x轴驱动组件分别设置在横梁支架的前后两侧,视觉检测装置与横梁支架后侧所对应的x轴驱动组件连接,z轴驱动组件与横梁支架前侧所对应的x轴驱动组件连接,z轴驱动组件上连接设置有滑动载台42,吸尘机构包括吸尘载盘33、吸尘器31和数个吸尘头34,吸尘载盘通过支杆35连接设置在滑动载台的底部,数个吸尘头分布设置在吸尘载台的底部,吸尘器设置在工作载台的外部并通过分歧管路32与数个吸尘头连接,打磨机构包括打磨驱动电机41和打磨盘43,打磨驱动电机设置在滑动载台的顶部,且打磨驱动电机的输出轴穿过滑动载台和吸尘载盘与打磨盘连接。
15.在本实施例中,工作载台的前侧设置有导向斜台90,在超大型数控机床底座上料或者下料过程中能对其进行导向,可避免操作人员直接搬运,降低了操作人员的劳动强度。
16.在本实施例中,定位推送机构包括推动液压缸120和定位推板50,推动液压缸设置在工作载台的后部,且定位推板与推动液压缸的驱动轴连接,在初始状态下,推动液压缸不推动定位推板推动,这时在超大型数控机床底座上料时可对其进行定位,在打磨机构对超大型数控机床底座打磨结束后,推动液压缸将推动定位推板动作,这时可将超大型数控机床底座从工作载台上推下。
17.在本实施例中,视觉检测装置包括相机座131和ccd检测相机132,ccd检测相机安装在相机座上,通过该ccd检测相机可对超大型数控机床底座的表面进行平整度检测。
18.在本实施例中,气动夹紧组件包括夹紧驱动气缸211和夹紧板212,夹紧驱动气缸设置在竖向台的内侧,夹紧板与夹紧驱动气缸的驱动轴连接,在对超大型数控机床底座夹
紧过程中,夹紧驱动气缸驱动夹紧板对超大型数控机床底座进行夹紧。
19.在本实施例中,分歧管路包括主管路321和数个与主管路连接的支管路322,主管路与吸尘器的吸尘口连接,数个支管路穿过吸尘载盘与数个吸尘头连接,在吸尘器工作时,数个吸尘头所吸附的碎屑或者灰尘将通过支管路和主管路进入到吸尘器内。
20.本实用新型的操作原理为,通过吊车将超大型数控机床底座搬运至工作载台上,此时夹紧机构所包括的数组气动夹紧组件动作对超大型数控机床底座进行夹紧,接着z轴驱动组件、两条y轴驱动组件和设置在横梁支架前侧的x轴驱动组件将配合驱动打磨机构对超大型数控机床底座进行打磨处理,在打磨机构工作过程中,打磨驱动电机将带动打磨盘转动,与此同时吸尘器将工作,通过数个吸尘头对打磨过程中产生的碎屑以及灰尘进行吸取,在打磨机构对整个超大型数控机床底座打磨结束后,z轴驱动组件、两条y轴驱动组件和设置在横梁支架后侧的x轴驱动组件将驱动视觉检测装置对打磨后的超大型数控机床底座表面进行平整度检测,检测过后,如果超大型数控机床底座的表面有地方不合格,z轴驱动组件、两条y轴驱动组件和设置在横梁支架前侧的x轴驱动组件将配合驱动打磨机构对该处继续进行打磨处理,如果检测合格,夹紧机构所包括的数组气动夹紧组件动作停止对超大型数控机床底座进行夹紧,并且推动液压缸将带动定位推板动作以将超大型数控机床底座从工作平台上推下。
21.以下着重说明的是,本实用新型在具体实施过程中,需采用plc控制器进行整体控制。
22.上述实施例只为说明本实用新型的技术构思及特点,其目的是让熟悉该技术领域的技术人员能够了解本实用新型的内容并据以实施,并不能以此来限制本实用新型的保护范围。凡根据本实用新型精神实质所作出的等同变换或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1