用于液态模锻铸造的顶出装置及其立式液态模锻铸造机的制作方法
用于液态模锻铸造的顶出装置及其立式液态模锻铸造机
【技术领域】
1.本实用新型涉及铸造设备技术领域,更具体的说,是涉及一种用于液态模锻铸造的顶出装置及其立式液态模锻铸造机。
背景技术:
2.现有的挤压铸造(液态模锻)技术广泛用于国防军工、交通运输、3d成形和通信手机等行业,成为先进制造技术中实现少无切削形成复杂零部件的重要技术之一。现有的立式液态模锻铸造机,工作时,在动模板和下模板的模面处分别装配动模具和定模具,当动模板被驱动靠向下模板时,动模具与定模具合模,动模具和定模具之间形成模具型腔,通过挤压注入模具型腔中的金属液体,形成压铸件。
3.铸件成型后,铸件出模是现有液态模锻铸造机一项关键技术,因此,动模板顶出装置是立式液态模锻机动模板的重要组成部件,其作用是推动顶出杆前进,使得顶出杆把留在模具型腔内凝固的压铸件顶出来脱离动模具型腔。如图1所示,一种立式液态模锻机,采用直压式锁模结构,动模板2’直接与锁模活塞3’相连,顶出组件1’安装在动模2’和锁模活塞3’之间;由此可见,成型铸件或设备越小,顶出组件安装空间就越小,这就造成,针对不同的成型铸件,当需要更换顶出杆时,顶出杆的安装和更换及其不便。同时,如果顶出组件设计过大,装配难度高、装配效率低,导致安装和维修困难,增加制造成本。
4.因此,迫切需要对现有的挤压铸造中顶出组件进行改进,以适用于不同的成型铸件加工时,进行快速的更换和安装。
技术实现要素:
5.本实用新型提供的一种用于液态模锻铸造的顶出装置及其立式液态模锻铸造机,具有结构紧凑、方便安装维修,适用于不同成型铸件加工时快速更换对应的顶杆组件,有效减少装配调试时间和提高生产效率。
6.本实用新型实施例所采用的技术方案是:
7.第一方面,该实施例提供一种用于液态模锻铸造的顶出装置,用于模具中更换顶出杆的锁紧固定,包括动模板、顶出板、顶出油缸组件、至少一对顶出杆和两个滑动套装于所述顶出板两端的顶出导向轴,两个所述顶出导向轴对称的安装固定于所述动模板上,所述顶出油缸组件安装于顶出板的中部;
8.所有所述顶出杆位于所述顶出油缸组件外周围、且对称安装于所述顶出板上,所述顶出油缸组件沿顶出导向轴方向驱动所述顶出板及其连接的所有顶出导向轴进给运动顶出所述动模板对应型腔中的成型铸件;
9.所述顶出板顶侧还紧贴设置有与上表面相互平行布置、且可横移滑动的滑动板,所述滑动板中部设置有便于所述顶出油缸组件安装于所述顶出板上的让位孔;
10.所述滑动板上设有与每个所述顶出杆顶端配合、且在横移后锁紧所有顶出杆的锁紧孔体,对应的顶出杆端部沿径向收缩形成与锁紧孔体配合的环形凹槽,该锁紧孔体由相
互贯通连接的圆通孔和长圆孔组成,且长圆孔的直径小于圆通孔的直径,所述锁紧孔体上的圆通孔直径大于所述顶出杆的端部直径,该圆通孔与顶出杆端部配合时便于顶出杆的拆卸更换,所述锁紧孔体上的长圆孔与所述顶出杆端部环形凹槽中心内径相配合;
11.所述顶出板上还固定连接有至少一个推动所述滑动板横移、用于所述滑动板上锁紧孔体上的长圆孔与所述顶出杆端部环形凹槽配合来锁紧所有顶出杆的滑动油缸。
12.优选地,所述顶出油缸组件两侧的顶出板上安装有一对同步运动的滑动油缸,该滑动油缸为两侧活塞杆双向同步控制的滑动油缸,所述顶出板为一块矩形平板,所述顶出板两侧分别凹陷的设有用于所述滑动油缸安装固定的油缸定位槽,所述油缸定位槽对应的所述滑动板上开设有与每个滑动油缸的两侧活塞杆配合、且呈方形的移位控制通孔,所有滑动油缸的一侧活塞杆通过移位控制通孔、同步推动所述滑动板上锁紧孔体内长圆孔与所述顶出杆的环形凹槽配合来锁紧所有顶出杆,所有滑动油缸的另一侧活塞杆通过移位控制通孔、同步推动所述滑动板上锁紧孔体内圆通孔与所述顶出杆的端部配合来解除所有顶出杆锁紧来拆卸所有顶出杆。
13.优选地,所述滑动板上的移位控制通孔与每个滑动油缸的两侧活塞杆端面之间间隙配合。
14.优选地,所述顶出板下侧设有与顶出油缸组件中油缸前盖配合的第一台阶孔,所述顶出油缸组件下侧穿出油缸前盖的活塞杆末端还连接有穿套安装于所述动模板上的顶出固定杆,所述顶出固定杆的末端通过固定环锁紧固定于所述动模板上,所述顶出固定杆的末端还扣盖密封有与所述动模板腔体表面平齐设置的压盖,所述动模板上凹陷设置有用于压盖嵌扣配合的盖体让位槽。所述顶出油缸组件通过活塞杆拉动所述顶出板及顶出杆沿顶出导向轴进给运动、顶出所述动模板对应型腔中的成型铸件。
15.优选地,所述顶出板上侧设有与顶出油缸组件中油缸套下端配合的第二台阶孔。
16.优选地,四个所述顶出杆沿所述顶出油缸组件外周围均匀对称分布的安装于所述顶出板上。
17.优选地,所述顶出导向轴与顶出板之间还套装有滑动轴承。
18.第二方面,该实施例提供一种立式液态模锻铸造机,包括动模板,所述动模板上采用上述的一种用于液态模锻铸造的顶出装置。
19.本实用新型至少一个实施例的有益效果是:
20.在顶出板顶侧设有与上表面相互平行布置、且可横移滑动的滑动板,滑动板上设有与每个顶出杆顶端配合的锁紧孔体,该锁紧孔体由圆通孔和长圆孔组成,对应的顶出杆端部形成与锁紧孔体配合的环形凹槽,长圆孔与环形凹槽中心内径相配合;顶出板上还固定连接有用于推动滑动板横移来锁紧顶出杆的滑动油缸;通过滑动板横移对顶出杆的自动锁紧和解锁,在有限的空间下能方便安装和更换顶出杆,减少装配调试时间,有效提高生产效率
【附图说明】
21.图1是现有技术中顶出装置的立体示意图;
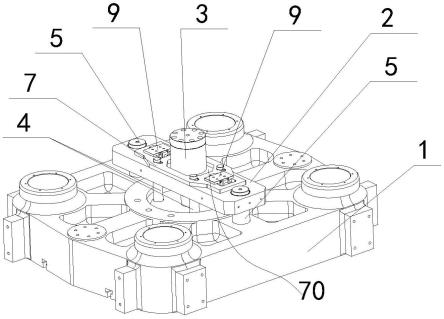
22.图2是本实用新型中实施例的顶出装置的立体示意图;
23.图3是本实用新型中实施例的动模板顶出装置正视图;
24.图4是本实用新型中实施例的动模板顶出装置剖视图;
25.图5是本实用新型中实施例的顶出杆的安装剖视图;
26.图6本实用新型中实施例中顶出板的立体放大示意图;
27.图7本实用新型实施例中顶出杆的立体放大示意图;
28.图8是本实用新型实施例中滑动板的立体放大示意图;
29.图9是本实用新型实施例中滑动油缸的立体放大示意图;
30.图10是本实用新型实施例中顶出装置的爆炸结构示意图。
【具体实施方式】
31.该实施例提供一种用于液态模锻铸造的顶出装置,如图2至图10所示,用于立式液态模锻铸造机上模具中更换顶出杆4的锁紧固定,包括动模板1、顶出板2、顶出油缸组件3、四个顶出杆4和两个滑动套装于顶出板2两端的顶出导向轴5,两个顶出导向轴5对称且下端安装固定于动模板1上,顶出导向轴5与顶出板2之间还套装有滑动轴承6,顶出油缸组件3安装于顶出板2的中部,四个顶出杆4沿顶出油缸组件3外周围均匀对称分布的安装于顶出板2上;顶出油缸组件3沿顶出导向轴5方向驱动顶出板2及其连接的所有顶出导向轴5进给运动顶出动模板1对应型腔中的成型铸件;在顶出板 2顶侧还紧贴设置有与上表面相互平行布置、且可横移滑动的滑动板7,滑动板7中部设置有便于顶出油缸组件3安装于顶出板2上的让位孔70。
32.继续如图2至图10所示,在滑动板7上设有与每个顶出杆4顶端配合、且在横移后锁紧所有顶出杆4的锁紧孔体8,对应的顶出杆4端部沿径向收缩形成与锁紧孔体8配合的环形凹槽40,该锁紧孔体8由相互贯通连接的圆通孔80和长圆孔81组成,且长圆孔81的直径小于圆通孔80的直径,该锁紧孔体8上的圆通孔80直径大于顶出杆4的端部直径,该圆通孔80与顶出杆4端部配合时便于顶出杆4的拆卸更换;该锁紧孔体8上的长圆孔81与顶出杆4端部环形凹槽40中心内径相配合,便于横移后锁紧固定顶出杆4。在顶出板2上还固定连接有两个推动滑动板7横移、用于滑动板7上锁紧孔体 8上的长圆孔81与顶出杆4端部环形凹槽40配合、来锁紧所有顶出杆4的滑动油缸9。
33.如图2至图10所示,该顶出油缸组件3两侧的顶出板2上安装有一对同步运动的滑动油缸9,该滑动油缸9为两侧活塞杆双向同步控制的滑动油缸,该顶出板2为一块矩形平板,在顶出板2两侧分别凹陷的设有用于滑动油缸 9安装固定的油缸定位槽20,油缸定位槽20对应的滑动板7上开设有与每个滑动油缸9的两侧活塞杆配合、且呈方形的移位控制通孔71,所有滑动油缸 9的一侧活塞杆通过移位控制通孔71、同步推动滑动板7上锁紧孔体8内长圆孔81左移与顶出杆4的环形凹槽40配合来锁紧所有顶出杆4,所有滑动油缸9的另一侧活塞杆通过移位控制通孔71、同步推动滑动板7上锁紧孔体 8内圆通孔80右移与顶出杆4的端部配合来解除所有顶出杆4锁紧,便于拆卸更换所有顶出杆4;其中,滑动板7上的移位控制通孔71与每个滑动油缸 9的两侧活塞杆端面之间间隙配合。
34.如图2至图5、图10所示,在顶出板2下侧设有与顶出油缸组件3中油缸前盖30配合的第一台阶孔21,顶出板2上侧设有与顶出油缸组件3中油缸套31下端配合的第二台阶孔22;顶出油缸组件3下侧穿出油缸前盖30的活塞杆32末端还连接有穿套安装于动模板1上的顶出固定杆33,顶出固定杆33的末端通过固定环34锁紧固定于动模板1上,顶出固定杆33的
末端还扣盖密封有与动模板1腔体表面平齐设置的压盖35,该动模板1上凹陷设置有用于压盖35嵌扣配合的盖体让位槽10。
35.使用时,顶出油缸组件3通过活塞杆拉动顶出板2及顶出杆4沿顶出导向轴5进给运动、顶出动模板1对应型腔中的成型铸件。当需要更换顶出杆 4时,两个滑动油缸9推动滑动板7右移来解除对顶出杆4的锁紧,然后从动模板1的型腔中取出顶出杆4,并装上更换的顶出杆;在通过滑动板7左移对顶出杆的自动锁紧,在有限的空间下方便顶出杆4的安装和更换,有效提高锻铸中顶出机构的更换效率,方便加工制造。
36.在本实用新型的描述中,需要说明的是,术语“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
37.以上所述实施例只是为本实用新型的较佳实施例,并非以此限制本实用新型的实施范围,凡依本实用新型之形状、构造及原理所作的等效变化,均应涵盖于本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1