一种打磨系统及包含其的管道自动化预制生产线的制作方法
1.本实用新型涉及一种打磨系统,尤其涉及一种自动化程度高的打磨系统及包含其的管道自动化预制生产线。
背景技术:
2.管道预制工作中,已下料开坡口后的管道(8-32寸),切割后管道会产生毛刺,毛边,以及端口的内外铁锈是影响焊接质量的制约重要因素。传统方法均采用人工打磨,打磨工作量繁重且飞溅物污染环境,长期在这样的环境下工作,很大程度上对工人的身心健康带来很大的影响,同时,由于该工装技术难度低,工作环境差,越来越多的人不愿意从事该项工作,从而导致“用工荒”,而焊前打磨是必要工种不能省略,为解决以上问题,保证后续焊接质量,有必要提出一个自动化程度高的打磨系统。
技术实现要素:
3.本实用新型的目的在于改善人工打磨的污染及用工困难的问题。
4.为实现上述实用新型目的之一,本实用新型一实施方式提供一种打磨系统。
5.上述的打磨系统包括
6.垂直电动滑架;
7.垂直板,所述垂直板的第一表面与所述垂直电动滑架配合;
8.高精度电动滑架,设置于所述垂直板的相对于所述第一表面的第二表面上;
9.第一支架,所述第一支架的一端配合设置于所述高精度电动滑架上;
10.柔性气动打磨头,设置于所述第一支架的另一端上;
11.第二支架,所述第二支架的一端设置于所述垂直板的所述第二表面上;以及
12.压轮,设置于所述第二支架的另一端上;
13.其中,管道到达工位,所述压轮下压固定所述管道,所述柔性气动打磨头调整高度至所述管道的管面进行打磨动作。
14.作为可选的技术方案,所述打磨系统还包括伺服电机,所述伺服电机连接并控制所述垂直电动滑架及所述高精度电动滑架的升降。
15.作为可选的技术方案,所述打磨系统还包括plc控制器,所述plc控制器控制所述伺服电机,进而控制所述垂直板及所述第一支架与所述垂直电动滑架及所述高精度电动滑架的相对滑动。
16.作为可选的技术方案,所述打磨动作包括打磨端面外表面及打磨端面内表面。
17.作为可选的技术方案,所述打磨端面外表面及所述打磨端面内表面的距离均为10mm~25mm。
18.作为可选的技术方案,所述打磨系统还包括激光检测传感器,所述激光检测传感器侦测管道的位置判断所述管道是否到达工位,所述plc控制器依据所述激光检测传感器的侦测结果控制柔性气动打磨头的高度。
19.作为可选的技术方案,所述激光检测传感器为电感式传感器。
20.作为可选的技术方案,所述第一支架为铝合金型材。
21.作为可选的技术方案,所述打磨系统还包括边梁,所述边梁上具有移动小车,所述垂直电动滑架水平滑动地设置于所述移动小车上。
22.本实用新型还提供一种管道自动化预制生产线,包括上述任一项所述的打磨系统、托举旋转系统及物流系统,所述物流系统衔接各系统,所述物流系统运输管道至所述打磨系统的工位,所述托举旋转系统托举所述管道至固定高度,所述打磨系统进行打磨。
23.与现有技术相比,本实用新型的打磨系统具有高的自动化程度,其利用气动及柔性打磨的原理,配合高精度伺服滑架,以及高精度伺服定位控制,再配合物流系统。当管道通过物流系统将管道输送到本工位时,采用激光检测等技术检测到管道端口后,通过托举旋转系统托举并旋转管道,柔性气动打磨头往返摆动于管端口的环形内/外打磨。进一步地,还可两端同时打磨,分内、外管端口打磨,效率更高。
附图说明
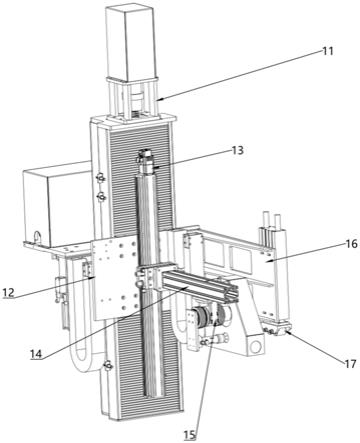
24.图1是本实用新型的打磨系统的示意图;
25.图2是图1中的打磨系统略去边梁的示意图;
26.图3是图1中的打磨系统的使用示意图。
具体实施方式
27.为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术具体实施方式及相应的附图对本技术技术方案进行清楚、完整地描述。显然,所描述的实施方式仅是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
28.下面详细描述本实用新型的实施方式,实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
29.为方便说明,本文使用表示空间相对位置的术语来进行描述,例如“上”、“下”、“后”、“前”等,用来描述附图中所示的一个单元或者特征相对于另一个单元或特征的关系。空间相对位置的术语可以包括设备在使用或工作中除了图中所示方位以外的不同方位。例如,如果将图中的装置翻转,则被描述为位于其他单元或特征“下方”或“上方”的单元将位于其他单元或特征“下方”或“上方”。因此,示例性术语“下方”可以囊括下方和上方这两种空间方位。
30.图1是本实用新型的打磨系统的示意图,图2是图1中的打磨系统略去边梁的示意图,图3是图1中的打磨系统的使用示意图,请一并参照图1至图3。
31.打磨系统1包括垂直电动滑架11、垂直板12、高精度电动滑架13、第一支架14、柔性气动打磨头15、第二支架16、压轮17及边梁18。
32.垂直板12的第一表面与垂直电动滑架11配合,即垂直板12可与垂直电动滑架11配合升降,高精度电动滑架13设置于垂直板12的相对于第一表面的第二表面上,从而,高精度
电动滑架13也可随着垂直板12的升降而升降。第一支架14的一端配合设置于高精度电动滑架13上,例如通过螺栓固定牢固,柔性气动打磨头15设置于第一支架14的另一端上,即柔性气动打磨头15通过第一支架14固定设置在高精度电动滑架13上,于本实施例中,第一支架14为铝合金型材。在这里,柔性气动打磨头15可经由高精度电动滑架13的升降做高精度地调节,并且柔性气动打磨头15在气源通气状态下,浮动地带动打磨头进行管口打磨,打磨管道坡口后产生的毛刺、毛边以及管道坡口内、外测的铁锈,露出金属光泽。
33.第二支架16的一端设置于垂直板12的第二表面上,压轮17设置于第二支架16的另一端上,即压轮17通过第二支架16设置于垂直板12上,并可随着垂直板12的升降而升降。
34.边梁18上具有移动小车181,垂直电动滑架11水平滑动地设置于移动小车181上,如此,于实作中,移动小车181可进行移动来配合不同长度的管道的打磨除锈。
35.管道2到达工位,压轮17下压固定管道2,柔性气动打磨头15调整高度至管道2的管面进行打磨动作。于本实施例,为便于打磨,可在工位将管道2托高,具体而言,如图3所示,管道自动化预制生产线可包括打磨系统1、物流系统3及托举旋转系统4,物流系统3衔接各系统,物流系统3运输管道2至打磨系统1的工位,托举旋转系统4托举管道2至固定高度,打磨系统1下降进行打磨,并且在打磨的过程中,托举旋转系统4还旋转管道2以获得更好的打磨效果。打磨动作包括打磨端面外表面及打磨端面内表面,例如,打磨的距离均为10mm~25mm。
36.为提高打磨系统1的自动程度,于本实施例中,打磨系统1还包括伺服电机、plc控制器及激光检测传感器(例如为电感式传感器)。伺服电机连接并控制垂直电动滑架11及高精度电动滑架13的升降。plc控制器控制伺服电机,进而控制垂直板12及第一支架14与垂直电动滑架11及高精度电动滑架13的相对滑动,即plc控制器可控制柔性气动打磨头15及压轮17的高度。激光检测传感器侦测管道2的位置判断管道2是否到达工位,plc控制器依据激光检测传感器的侦测结果控制柔性气动打磨头15的高度。即plc控制器于激光检测传感器侦测到管道到达工位后开始动作,调整柔性气动打磨头15的高度到达打磨的位置上。
37.下面具体描述打磨系统1的自动控制逻辑控制:
38.当激光检测传感器检测到物流系统3上的管道2移动到本工位后输送停止,安装在地面的托举旋转系统4会将管道2托举到固定高度,该固定高度需处于滑架的行程范围内,压轮17下压紧管道2,伺服电机驱动两个滑架,将柔性气动打磨头15移动并下降到管道2端面外侧,定位后,利用柔性气动打磨头15打磨管道端面外表面20mm,外表面打磨完成后,伺服驱动滑架再自动移位到管道2内侧打磨管道内表面20mm。即激光检测传感器检测到管道端面后,打磨系统会自动将气动打磨头15移动到管道的内外端面进行柔性打磨。
39.如此,柔性气动打磨头15能够精确定位,又可以柔性调节利用气动打磨管道,是理想的一种辅助机构。
40.更优选地,可使用两个打磨系统1来进行一个管道两个端面的同时打磨,例如,可将图2所述的元件对称地设置于边梁18上,再通过移动小车181来匹配管道的长度,这样,可达到更高的打磨效率。
41.或者,柔性气动打磨头15上具有两个打磨结构,分别对应管道的内外表面,即可同时进行内外表面的打磨。
42.综上所述,本实用新型的打磨系统具有高的自动化程度,其配合高精度伺服滑架,
以及高精度伺服定位控制,再配合物流系统。当管道通过物流系统将管道输送到本工位时,采用激光检测等技术检测到管道端口后,通过托举旋转系统托举并旋转管道,柔性气动打磨头往返摆动于管端口的环形内/外打磨。进一步地,还可两端同时打磨,分内、外管端口打磨,效率更高。
43.应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
44.上文所列出的一系列的详细说明仅仅是针对本实用新型的可行性实施方式的具体说明,它们并非用以限制本实用新型的保护范围,凡未脱离本实用新型技艺精神所作的等效实施方式或变更均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1