翻盖长管式真空炉的制作方法
1.本技术涉及管式炉的领域,尤其是涉及一种翻盖长管式真空炉。
背景技术:
2.管式炉常见于冶金、半导体材料加工等行业,主要用于对管状工件进行热处理及退火。为了便于管状工件的取放,管式炉的热区通常做成翻盖结构,而热区长度过长时则不便翻转,翻转时容易产生热区及翻转结构变形的问题。因此,现有的翻盖管式炉长度大多在一米左右,多适用于加工长度较短的工件,而对长工件进行加工时,则需要分段进行多次热处理。
3.现有的翻盖管式炉可参照公开号为cn212205624u的专利文献,上述专利文献中,顶盖与管式炉本体内部分别开设有贯穿长度方向的半圆形槽,顶盖与管式炉本体上的两个半圆形槽共同形成用于放置管状工件的圆柱形空间,顶盖与管式炉本体之间一端铰接,通过翻转顶盖打开管式炉对工件进行取放。
4.由于热处理时工艺温度在300~900摄氏度之间,而且需要将工件各处的温度差控制在正负5摄氏度以内。因此,上述对长工件分段多次加工的方式不利于均衡温度,从而难以保证工件的加工质量,并且多次加工还会花费较多的时间,导致加工效率低下。
技术实现要素:
5.为了使管式炉实现长工件的一次性加工,提高加工效率,本技术提供一种翻盖长管式真空炉。
6.本技术提供的一种翻盖长管式真空炉采用如下的技术方案:
7.一种翻盖长管式真空炉,包括下加热器及与所述下加热器转动连接的上加热器,所述下加热器与所述上加热器朝向彼此的表面分别开设有凹部,两个相对的所述凹部共同形成工件容纳空间;所述上加热器包括多个第一盖体与第二盖体,每个所述第二盖体位于相邻的第一盖体之间,所述第一盖体长度方向的至少一端设有凸沿,所述第二盖体长度方向的至少一端设有凹槽,所述凸沿与所述凹槽配合以使所述第一盖体与所述第二盖体首尾顺次搭接;
8.所述下加热器包括多个第一底座及第二底座,所述第一盖体与所述第一底座转动连接,所述第二盖体与所述第二底座转动连接,所述第一底座长度方向的至少一端设有插接块,所述第二底座长度方向的至少一端设有插接槽,所述插接块与所述插接槽配合以使所述第一底座与所述第二底座首尾顺次搭接。
9.通过采用上述技术方案,上加热器由第一盖体与第二盖体首尾顺次搭接而成,下加热器由第一底座与第二底座首尾顺次搭接而成,第一盖体与第一底座一一对应转动连接,第二盖体与第二底座一一对应转动连接,因此能够通过改变相互搭接的加热器数量来调节翻盖长管式真空炉的长度,而且每一个第一盖体与第二盖体均能实现独立翻转,从而解决了上加热器长度过大难以翻转开启的问题,使得长度较大的长管式工件能够在上述翻
盖长管式真空炉中一次性完成加工。
10.相较于原有分段加工长工件的方式,一次性加工更加有利于均衡工件各部分之间的温差,从而提高工件的整体加工质量;而且由多段加热器搭接而成的上述翻盖长管式真空炉还可以同时对多个短工件进行加工;利用凸沿与凹槽的配合以及插接块与插接槽的配合还能减少相邻加热器连接部位的热量损失。
11.可选的,所述第一盖体两端均设有所述凸沿,所述第二盖体两端均开有凹槽,所述第一盖体与所述第二盖体奇偶相接。
12.通过采用上述技术方案,如果将第一盖体与第二盖体均做成一端为凸沿,另一端为凹槽的形式,并顺次搭接,由于受到相邻盖体凸沿的阻挡,则上加热器进行翻转开启或关闭时,都需要依次翻转每一个盖体,从打开第一段上加热器到打开最后一段上加热器需要较长的操作时间,不利于控制长工件各部分的温差。
13.因此选择在第一盖体两端均设置凸沿,在第二盖体两端均开设凹槽,并将第一盖体与第二盖体采用奇偶搭接的方式依次连接,第一盖体两端均不受阻挡,使得所有的第一盖体可以同时开启,然后再开启第二盖体,最少仅需两步就能打开完全开启上加热器,从而节省了上加热器开闭所花费的时间,有利于均衡工件温差,提高加工效率。
14.可选的,所述翻盖长管式真空炉还包括电动翻转机构,所述电动翻转机构用于控制所述上加热器开闭,所述电动翻转机构包括连接板、伸缩杆及电控装置,所述连接板两端中其中一端与所述上加热器转动连接,另一端与所述伸缩杆转动连接,所述伸缩杆远离所述连接板的一端与所述电控装置相连,所述电控装置用于驱动所述伸缩杆伸缩。
15.通过采用上述技术方案,采用电动翻转机构控制上加热器的开闭,并在上加热器与伸缩杆之间铰接连接板,能够将上加热器翻盖部分的转动转化为伸缩杆的竖向直线运动,从而使得电控装置保持稳定静止,减小了对电控装置内部电子元件的扰动。
16.可选的,每一个第一盖体及第二盖体均对应连接有一个所述电动翻转机构。
17.通过采用上述技术方案,每一个电动翻转机构控制单独连接一个第一盖体或第二盖体的开闭,能够通过电控装置灵活控制每个第一盖体与第二盖体,使得每段上加热器既可单独开启,也能与其他段上加热器同时开启,有效防止了上加热器的某一段翻转开闭出现失误后,第一盖体与第二盖体相互搭接处干涉损毁的情况发生,进一步提高了加工效率。
18.可选的,所述上加热器与所述下加热器的接触面为不规则曲面,所述上加热器与所述下加热器凹凸嵌合搭接。
19.通过采用上述技术方案,上加热器与下加热器采用相互嵌合的不规则曲面进行接触搭接,一方面提高了嵌合的稳定性,另一方面减少了从加工缝隙向外辐射的热量,减少了热损失。
20.可选的,所述不规则曲面包括第一平面段、第二平面段及弧面段,所述弧面段位于所述第一平面段与所述第二平面段之间,且所述弧面段与所述第一平面段及所述第二平面段均平滑相接,所述弧面段由两个开口方向相反的弧面相切连接而成。
21.通过采用上述技术方案,第一平面段与第二平面段之间的弧面段,由两个开口方向相反的弧面相切连接而成,避免了翻转时上加热器与下加热器嵌合处角部相互干涉,使得上热区的开闭更加流畅。
22.可选的,所述工件容纳空间内设置有多个支撑件,多个所述支撑件沿所述翻盖长
管式真空炉的长度方向依次间隔设置,所述支撑件用于支撑工件。
23.通过采用上述技术方案,由于工件与加热器内壁接触会发生短路,因此沿翻盖长管式真空炉的长度方向在工件容纳空间内设置多个支撑件,支撑件能够对长度过大的工件起到分段支撑的作用,避免长度过大的工件中段受重力作用向下产生挠曲变形而与下加热器发生接触。
24.可选的,相邻的所述第一底座与所述第二底座相对彼此的一面中部竖向开有半圆的贯通槽,两个相邻的所述贯通槽共同形成穿设孔,所述支撑件自穿设孔中伸入所述工件容纳空间。
25.通过采用上述技术方案,将支撑件设置于第一底座与第二底座之间的穿设孔内,而不是直接将支撑件设置于下加热器的加热面内,一方面能够使下加热器的加热面保持完整,避免支撑件对加热元件产生破坏;另一方面,将支撑件设置于第一底座或第二底座的外侧更加便于安装。
26.可选的,所述翻盖长管式真空炉还包括承载台,所述支撑件包括支撑杆与设置于支撑杆一端的支撑架,所述支撑架位于所述工件容纳空间内,所述支撑杆的直径与所述穿设孔的直径相同,所述支撑杆远离所述支撑架的一端与所述承载台固定。
27.通过采用上述技术方案,将支撑件固定在承载台上,提高了支撑件的稳定性,穿设孔与支撑杆直径相同能够有效减少热量损失。
28.可选的,所述支撑架与工件之间采用两点接触支撑。
29.通过采用上述技术方案,支撑件两点接触支撑工件的方式尽量减小了支撑架与工件的接触面积,能够使工件的受热更加均匀。
30.综上所述,本技术包括以下至少一种有益技术效果:
31.1.通过将上加热器与下加热器分成相互搭接的多段,使得每一个第一盖体与第二盖体均能实现独立翻转,从而解决了上加热器长度过大难以翻转开启的问题,使得长度较大的长管式工件能够在上述翻盖长管式真空炉中一次性完成加工,相较于原有分段加工长工件的方式,更加有利于均衡工件各部分之间的温差,从而提高了工件的整体加工质量;
32.2.通过在第一盖体两端设置凸沿,在第二盖体两端开设凹槽,并将第一盖体与第二盖体采用奇偶搭接的方式依次连接,由于第一盖体两端均不受阻挡,使得所有的第一盖体可以同时开启,然后再开启第二盖体,最少仅需两步就使上加热器完全开启,从而节省了上加热器开闭所花费的时间,有利于均衡工件温差,提高加工效率。
附图说明
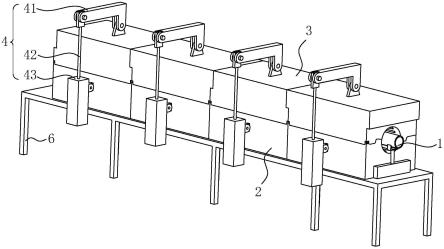
33.图1是本技术实施例的翻盖长管式真空炉整体结构示意图。
34.图2是本技术实施例的翻盖长管式真空炉前视图。
35.图3是第一盖体与第二盖体形状相同时的翻盖长管式真空炉整体结构示意图。
36.图4是本技术实施例的翻盖长管式真空炉关闭状态的侧视图。
37.图5是本技术实施例的翻盖长管式真空炉打开状态的侧视图。
38.图6是本技术实施例的第一底座结构示意图。
39.图7是本技术实施例的第二底座结构示意图。
40.附图标记说明:
41.1、工件;2、下加热器;21、第一底座;211、插接块;212、贯通槽;213、穿设孔;22、第二底座;221、插接槽;23、加热面;24、加热元件;3、上加热器;31、第一盖体;311、凸沿;32、第二盖体;321、凹槽;33、工件容纳空间;34、不规则曲面;341、第一平面段;342、第二平面段;343、弧面段;4、电动翻转机构;41、连接板;42、伸缩杆;43、电控装置;5、支撑件;51、支撑杆;52、支撑架;6、承载台。
具体实施方式
42.以下结合附图1-7对本技术作进一步详细说明。
43.本技术实施例公开一种翻盖长管式真空炉。
44.参照图1,翻盖长管式真空炉包括承载台6、下加热器2及与下加热器2转动连接的上加热器3,承载台6用于承托下加热器2与上加热器3。上加热器3与下加热器2均由四组能够独立开启的加热器相互搭接而成,在此,加热器的组数可以随工件1长度而自由调整,使得长度较大的长管式工件1能够在一次性完成加工,从而提高了加工效率。
45.参照图2,上加热器3包括两个第一盖体31与两个第二盖体32,第一盖体31长度方向的至少一端设有凸沿311,第二盖体32长度方向的至少一端开有凹槽321,凸沿311与凹槽321相互嵌合使得第一盖体31与第二盖体32首尾顺次搭接。凸沿311与凹槽321的配合还能减少第一盖体31与第二盖体32连接部位的热量损失。
46.参照图3,当第一盖体31与第二盖体32形状相同时,即在单个第一盖体31或第二盖体32的一端设置凸沿311,另一端开设凹槽321,使得在翻转第一盖体31或第二盖体32时均会受到相邻盖体的阻挡干涉,导致需要将所有的第一盖体31及第二盖体32依次翻转之后才能完全开启整个上加热器3。
47.因此,需要花费大量的操作时间来开启上加热器3,不仅效率低下,而且使得工件1各部分的冷却时间不同,不利于将工件1各部分的温差控制在正负5摄氏度之内,从而难以得到较好的加工效果。
48.参照图2,所以优先选择在第一盖体31的两端均设置凸沿311,并在第二盖体32的两端均开设凹槽321,这种第一盖体31与第二盖体32奇偶排列的方式使得所有的第一盖体31可以不受相邻第二盖体32的干涉而同时翻转,然后再同时翻转所有的第二盖体32,最少仅需两步就能打开完全开启上加热器3,从而节省了开启上加热器3所花费的时间,有利于均衡工件1温差,提高加工效率。
49.参照图4、图5,翻盖长管式真空炉还包括用于控制上加热器3开闭的电动翻转机构4,每一个第一盖体31及第二盖体32均连接有一个电动翻转机构4。电动翻转机构4包括连接板41、伸缩杆42及电控装置43,连接板41的一端与上加热器3转动连接且另一端与伸缩杆42顶端转动连接。两端铰接的连接板41能够将上加热器3的转动转化为伸缩杆42的竖向直线运动,从而使得电控装置43保持稳定静止,减小了对电控装置43内部电子元件的扰动。伸缩杆42的底端与电控装置43相连,可以选择将电控装置43与下加热器2固定连接。
50.通过电脑操作电控装置43驱动伸缩杆42伸缩,使得每个第一盖体31或第二盖体32既能单独开启,也能多个同时开启。有效防止了上加热器3的某一段翻转开闭出现失误后,第一盖体31与第二盖体32相互搭接处干涉损毁的情况发生,从而达到灵活控制上加热器3翻转的效果。
51.参照图4、图5,下加热器2与上加热器3朝向彼此的表面分别开设有凹部,两个相对的凹部共同形成工件容纳空间33,上加热器3与下加热器2的接触面为不规则曲面34,上加热器3与下加热器2通过两个相对的不规则曲面34相互凹凸嵌合搭接,一方面提高了嵌合的稳定性,另一方面减少了从加工缝隙向外辐射的热量,减少了热损失。
52.参照图4、图5,不规则曲面34包括第一平面段341、第二平面段342及弧面段343,弧面段343位于第一平面段341与第二平面段342之间,且弧面段343与第一平面段341及所述第二平面段342均平滑相接,弧面段343由两个开口方向相反的弧面相切连接而成,从而避免了翻转时上加热器3与下加热器2嵌合处角部相互干涉,使得上热区的开闭更加流畅。
53.参照图2,下加热器2包括两个第一底座21与两个第二底座22,第一盖体31与第一底座21一一对应转动连接,第二盖体32与第二底座22一一对应转动连接,使得每一个第一盖体31与第二盖体32均能独立翻转,从而解决了上加热器3长度过大难以翻转开启的问题。
54.参照图6、图7,第一底座21长度方向的至少一端设有插接块211,所述第二底座22长度方向的至少一端设有插接槽221,所述插接块211与所述插接槽221配合以使所述第一底座21与所述第二底座22首尾顺次搭接。
55.可以选择在第一底座21底部两端均设置插接块211,在第二底座22的底部两端均开设插接槽221,或者将第一底座21与第二底座22做成相同的形状,即底部两端的一端设插接块211,另一端开插接槽221。由于插接块211与插接槽221只起到增强连接稳定以及减少热量损失的作用,因此二者在位置及数量上的差异对工件1的加工效果并无影响。
56.参照图1,由于工件1与加热器内壁接触会发生短路,因此沿翻盖长管式真空炉的长度方向在工件容纳空间33内设置有支撑件5,支撑件5能够对长度过大的工件1起到分段支撑的作用,避免长度过大的工件1中段受重力作用向下产生挠曲变形而与下加热器2发生接触。
57.参照图6、图7,第一底座21与相邻的第二底座22相对彼此的一面中部竖向开有半圆的贯通槽212,两个相邻的贯通槽212共同形成穿设孔213,支撑件5自穿设孔213中伸入工件容纳空间33内,对工件1进行承托。将支撑件5设置于第一底座21与第二底座22之间,而不是直接将支撑件5固定于下加热器2的加热面23内,一方面能够使下加热器2的加热面23保持完整,避免支撑件5对加热元件24产生破坏;另一方面,将支撑件5设置于第一底座21或第二底座22的外侧更加便于安装。
58.参照图5,支撑件5包括支撑杆51及支撑架52,支撑架52位于工件容纳空间33内部,支撑架52与工件1之间优先采用两点接触支撑,这种方式尽量减小了支撑架52与工件1的接触面积,能够使工件1的受热更加均匀。将支撑杆51设置为与穿设孔213直径相同的圆柱形杆,能够有效减少热量损失。支撑杆51远离支撑架52的一端与承载台6进行固定,提高了支撑件5的稳定性。
59.本技术实施例一种翻盖长管式真空炉的实施原理为:将第一盖体31与第二盖体32放置于承载台6上,依次首尾顺次搭接,使凸沿311与凹槽321相互嵌合;由于第一盖体31与第一底座21转动连接,第二盖体32与第二底座22转动连接,将第一盖体31与第二盖体32搭接的同时第一底座21的插接块211也嵌合到第二底座22的插接槽221内,并依次在穿设孔213内安装支撑件5,将支撑杆51与承载台6进行固定,由此根据所要加工的工件1长度拼接出适宜长度的下加热器2及上加热器3;
60.操作电控装置43,使与第一盖体31相连的伸缩杆42同时收缩,伸缩杆42向下收缩带动连接板41的一端向下运动,连接板41的另一端带动第一盖体31进行翻转;然后再次重复上述操作,使所有的第二盖体32同时翻转,至此上加热器3完全开启,将待加工的工件1放置于支撑架52上,重复操作电控装置43,再使上加热器3翻转关闭,此时工件1完全位于工件容纳空间33内,再将翻盖长管式真空炉两端封闭连接,以对工件1展开加工。
61.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1