一种数控机床打磨装置的制作方法
1.本技术涉及数控机床打磨领域,具体而言,涉及一种数控机床打磨装置。
背景技术:
2.数控技术是制造业实现自动化、柔性化、集成化生产的基地,是现代制造技术的核心,是提高制造业的产品质量和劳动生产率必不可少的重要手段,数控机床需要对加工件进行打磨。
3.现有的数控机床用打磨装置,不易清理工作台的残屑,残屑不易收集,且打磨处高温易造成工件的部分损坏,导致工件不合格,工件夹持不易固定。
4.对此中国专利申请号为cn202021779972.2,公开了一种数控机床用打磨装置,通过设有吹风机和废料集成槽,有利于打磨废屑的收集和再利用,有利于加工槽的清理,有利于工件在打磨时废屑的清除,避免废屑堆积在工件上方不利于工件的打磨,使工件的打磨效果更好,设有喷头,使工件在打磨时打磨处温度不易过高从而影响工件的打磨精度,有利于保护工件,设有螺栓连接的连接盘和打磨盘,结构简单,使其易于拆卸,节省工作时间,设有加工槽,不易使废屑飞溅。
5.但本技术发明人在实现本技术实施例中的技术方案的过程中,发现上述技术存在由于工件通过电气缸和夹紧板夹持固定在加工槽内,这就使得当工件一个面打磨完成需要更换角度或者翻转的时候,十分的不便,从而降低了装置的实用性。
技术实现要素:
6.为了弥补以上不足,本技术提供了一种数控机床打磨装置,旨在改善不方便对需要打磨的工件进行角度调节和翻转的问题。
7.本技术实施例提供了一种数控机床打磨装置,包括打磨结构和转动结构,所述打磨结构包括工作台、加工槽、调节组件、打磨主体和降温吹尘组件,所述加工槽设置于所述工作台一侧,所述调节组件设置于所述工作台一侧,所述打磨主体设置于所述调节组件一侧,所述降温吹尘组件设置于所述加工槽内,所述转动结构包括伺服电机、转轴ⅰ和夹持组件,所述伺服电机安装于所述加工槽一侧,所述转轴ⅰ与所述伺服电机连接,所述转轴ⅰ与所述加工槽转动连接,所述夹持组件与所述转轴ⅰ连接,所述夹持组件与所述加工槽转动连接。
8.在一种具体的实施方案中,所述调节组件包括两个电动推杆ⅰ、连接板、电动推杆ⅱ和移动块,两个所述电动推杆ⅰ安装于所述工作台一侧,两个所述电动推杆ⅰ活动端均与所述连接板连接,所述电动推杆ⅱ安装于所述连接板一侧,所述移动块与所述电动推杆ⅱ活动端连接,所述移动块与所述连接板滑动连接,所述打磨主体与所述移动块连接。
9.在上述实现过程中,通过两个电动推杆ⅰ、连接板、电动推杆ⅱ和移动块之间的配合使用,能够方便对打磨主体的高度和左右位置进行调节,从而方便对工件打磨。
10.在一种具体的实施方案中,所述降温吹尘组件包括吹风机、出风管、连接管、支管
ⅰ
、喷头ⅰ、支管ⅱ和喷头ⅱ,所述吹风机安装于所述工作台一侧,所述出风管两端分别与所述吹风机和所述连接管连通,所述支管ⅰ与所述连接管连通,所述支管ⅰ一侧均匀连通有若干个所述喷头ⅰ,所述支管ⅱ与所述连接管连通,所述支管ⅱ一侧均匀连通有若干个所述喷头ⅱ。
11.在上述实现过程中,通过吹风机、出风管、连接管、支管ⅰ、喷头ⅰ、支管ⅱ和喷头ⅱ之间的配合使用,能够方便对打磨处进行降温,从而避免温度过高从而影响工件的打磨精度,有利于保护工件,同时方便对工件在打磨时废屑的清除,避免废屑堆积在工件上方不利于工件的打磨,使工件的打磨效果更好。
12.在一种具体的实施方案中,所述工作台均匀贯穿开设有若干个通孔。
13.在上述实现过程中,通过在工作台均匀贯穿开设有若干个通孔,能够方便工件在打磨时的废屑落入废料集成槽内。
14.在一种具体的实施方案中,所述夹持组件包括电动推杆ⅲ、夹持板ⅰ、转轴ⅱ和夹持板ⅱ,所述电动推杆ⅲ固定端与所述转轴ⅰ连接,所述夹持板ⅰ与所述电动推杆ⅲ活动端连接,所述转轴ⅱ与所述加工槽转动连接,所述夹持板ⅱ与是转轴ⅱ连接。
15.在上述实现过程中,通过电动推杆ⅲ、夹持板ⅰ、转轴ⅱ和夹持板ⅱ之间的配合使用,能够方便对不同大小的工件进行固定。
16.在一种具体的实施方案中,所述加工槽两侧均嵌装有轴承,所述转轴ⅰ和所述转轴ⅱ分别与轴承内圈过盈配合。
17.在上述实现过程中,通过转轴ⅰ和转轴ⅱ分别与轴承内圈过盈配,能够方便转轴ⅰ和转轴ⅱ与加工槽的转动连接,同时减少转动所产生的损耗。
18.在一种具体的实施方案中,所述工作台底部滑动连接有废料集成槽,所述废料集成槽一侧设置有把手。
19.在上述实现过程中,通过废料集成槽和把手的设置,能够方便碎屑的收集再利用,同时方便拆装。
20.在一种具体的实施方案中,所述工作台底部四个角处均设置有支腿。
21.在上述实现过程中,通过在工作台底部四个角处均设置有支腿,能够方便将本装置支撑在一定的高度,方便使用者使用。
22.与现有技术相比,本技术的有益效果:通过工作台、加工槽、调节组件、打磨主体和降温吹尘组件的设置,能够方便对工件进行打磨,同时方便对打磨处进行降温,从而避免温度过高从而影响工件的打磨精度,有利于保护工件,同时方便对工件在打磨时废屑的清除,避免废屑堆积在工件上方不利于工件的打磨,使工件的打磨效果更好,通过伺服电机、转轴ⅰ和夹持组件的设置,能够方便对不同大小的工件进行夹持固定,同时方便调节工件的角度,方便翻转。
附图说明
23.为了更清楚地说明本技术实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
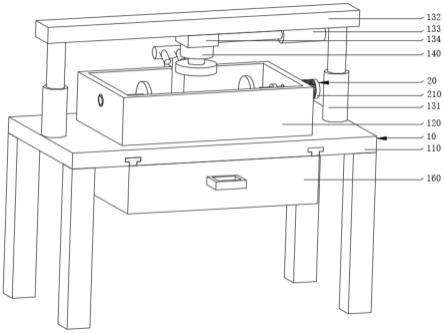
24.图1是本技术实施方式提供的数控机床打磨装置结构示意图;
25.图2为本技术实施方式提供的数控机床打磨装置后视结构示意图;
26.图3为本技术实施方式提供的数控机床打磨装置侧视结构示意图;
27.图4为本技术实施方式提供的数控机床打磨装置俯视结构示意图。
28.图中:10-打磨结构;110-工作台;120-加工槽;130-调节组件;131-电动推杆ⅰ;132-连接板;133-电动推杆ⅱ;134-移动块;140-打磨主体;150-降温吹尘组件;151-吹风机;152-出风管;153-连接管;154-支管ⅰ;155-喷头ⅰ;156-支管ⅱ;157-喷头ⅱ;160-废料集成槽;20-转动结构;210-伺服电机;220-转轴ⅰ;230-夹持组件;231-电动推杆ⅲ;232-夹持板ⅰ;233-转轴ⅱ;234-夹持板ⅱ。
具体实施方式
29.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述。
30.为使本技术实施方式的目的、技术方案和优点更加清楚,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
31.实施例
32.请参阅图1,本技术提供一种数控机床打磨装置,包括打磨结构10和转动结构20。
33.具体的,打磨结构10方便对工件进行打磨,同时方便对打磨处进行降温,从而避免温度过高从而影响工件的打磨精度,有利于保护工件,同时方便对工件在打磨时废屑的清除,避免废屑堆积在工件上方不利于工件的打磨,使工件的打磨效果更好,转动结构20方便对不同大小的工件进行夹持固定,同时方便调节工件的角度,方便翻转。
34.请参阅图1、图2、图3和图4,所述打磨结构10包括工作台110、加工槽120、调节组件130、打磨主体140和降温吹尘组件150,所述加工槽120设置于所述工作台110一侧,所述调节组件130设置于所述工作台110一侧,所述打磨主体140设置于所述调节组件130一侧,所述降温吹尘组件150设置于所述加工槽120内。
35.在具体设置时,所述调节组件130包括两个电动推杆ⅰ131、连接板132、电动推杆ⅱ133和移动块134,两个所述电动推杆ⅰ131安装于所述工作台110一侧,两个所述电动推杆ⅰ131活动端均与所述连接板132连接,所述电动推杆ⅱ133安装于所述连接板132一侧,所述移动块134与所述电动推杆ⅱ133活动端连接,所述移动块134与所述连接板132滑动连接,所述打磨主体140与所述移动块134连接,其中,通过两个电动推杆ⅰ131、连接板132、电动推杆ⅱ133和移动块134之间的配合使用,能够方便对打磨主体140的高度和左右位置进行调节,从而方便对工件打磨。
36.在具体设置时,所述降温吹尘组件150包括吹风机151、出风管152、连接管153、支管ⅰ154、喷头ⅰ155、支管ⅱ156和喷头ⅱ157,所述吹风机151安装于所述工作台110一侧,所述出风管152两端分别与所述吹风机151和所述连接管153连通,所述支管ⅰ154与所述连接管153连通,所述支管ⅰ154一侧均匀连通有若干个所述喷头ⅰ155,所述支管ⅱ156与所述连接管153连通,所述支管ⅱ156一侧均匀连通有若干个所述喷头ⅱ157,其中,通过吹风机
151、出风管152、连接管153、支管ⅰ154、喷头ⅰ155、支管ⅱ156和喷头ⅱ157之间的配合使用,能够方便对打磨处进行降温,从而避免温度过高从而影响工件的打磨精度,有利于保护工件,同时方便对工件在打磨时废屑的清除,避免废屑堆积在工件上方不利于工件的打磨,使工件的打磨效果更好。
37.在具体设置时,所述工作台110均匀贯穿开设有若干个通孔,其中,通过在工作台110均匀贯穿开设有若干个通孔,能够方便工件在打磨时的废屑落入废料集成槽160内。
38.在具体设置时,所述工作台110底部滑动连接有废料集成槽160,所述废料集成槽160一侧设置有把手,其中,通过废料集成槽160和把手的设置,能够方便碎屑的收集再利用,同时方便拆装。
39.在具体设置时,所述工作台110底部四个角处均设置有支腿,其中,通过在工作台110底部四个角处均设置有支腿,能够方便将本装置支撑在一定的高度,方便使用者使用。
40.请参阅图1、图2和图4,所述转动结构20包括伺服电机210、转轴ⅰ220和夹持组件230,所述伺服电机210安装于所述加工槽120一侧,所述转轴ⅰ220与所述伺服电机210连接,所述转轴ⅰ220与所述加工槽120转动连接,所述夹持组件230与所述转轴ⅰ220连接,所述夹持组件230与所述加工槽120转动连接。
41.在具体设置时,所述夹持组件230包括电动推杆ⅲ231、夹持板ⅰ232、转轴ⅱ233和夹持板ⅱ234,所述电动推杆ⅲ231固定端与所述转轴ⅰ220连接,所述夹持板ⅰ232与所述电动推杆ⅲ231活动端连接,所述转轴ⅱ233与所述加工槽120转动连接,所述夹持板ⅱ234与是转轴ⅱ233连接,其中,通过电动推杆ⅲ231、夹持板ⅰ232、转轴ⅱ233和夹持板ⅱ234之间的配合使用,能够方便对不同大小的工件进行固定。
42.在具体设置时,所述加工槽120两侧均嵌装有轴承,所述转轴ⅰ220和所述转轴ⅱ233分别与轴承内圈过盈配合,其中,通过转轴ⅰ220和转轴ⅱ233分别与轴承内圈过盈配,能够方便转轴ⅰ220和转轴ⅱ233与加工槽120的转动连接,同时减少转动所产生的损耗。
43.该数控机床打磨装置的工作原理:在使用数控机床打磨装置时,开启电动推杆ⅲ231,通过电动推杆ⅲ231的伸长带动夹持板ⅰ232运动与夹持板ⅱ234配合,从而对工件进行夹持固定,此时开启电动推杆ⅱ133,通过电动推杆ⅱ133的伸缩,从而带动移动块134在连接板132上运动,使得打磨主体140运动至工件需要打磨的上方,此时开启两个电动推杆ⅰ131,通过两个电动推杆ⅰ131的收缩带动连接板132下降,使打磨主体140与工件接触,方便打磨,开启打磨主体140对工件打磨,并开启吹风机151,此时吹风机151吹出的风通过出风管152、连接管153和支管ⅰ154,并通过喷头ⅰ155吹向打磨处,从而将打磨产生的碎屑吹落至加工槽120内,同时吹风机151吹出的风通过连接管153、支管ⅱ156和喷头ⅱ157对加工槽120内部的碎屑通过通孔落入废料集成槽160内,进行收集,打磨完成后,开启两个电动推杆ⅰ131上升打磨主体140,此时开启伺服电机210,通过伺服电机210带动转轴ⅰ220、工件、电动推杆ⅲ231、夹持板ⅰ232、转轴ⅱ233和夹持板ⅱ234转动,从而调节工件的角度。
44.需要说明的是,电动推杆ⅰ131、电动推杆ⅱ133、打磨主体140、吹风机151、伺服电机210和电动推杆ⅲ231具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
45.电动推杆ⅰ131、电动推杆ⅱ133、打磨主体140、吹风机151、伺服电机210和电动推杆ⅲ231的供电及其原理对本领域技术人员来说是清楚的,在此不予详细说明。
46.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1