一种卧式双端面磨床永磁同步砂轮轴的制作方法
1.本实用新型属于轴承套圈磨加工技术领域,涉及一种卧式双端面磨床永磁同步砂轮轴。
背景技术:
2.一般小批量的轴承套圈端面磨削是单面磨削,采用电磁吸盘装夹,装夹磨完一面,再磨另一面,如果是批量化生产,一般采用双端面磨削磨床设备,包括立式或卧式双端面磨床,在轴承套圈的两端面同时磨削加工,轴承套圈双面受力。但立式双端面磨床采用上、下砂轮的端面同时对轴承套圈磨削加工,由于需要采用立柱和悬臂梁的结构移动上磨削砂轮装置,同时受机床整体结构限制,稳定性差,容易产生振动,工件的摆放大多采用人工进行摆放到位。相对于立式双端面磨床,卧式双端面磨的磨头装置在水平位置设置,稳定性高,磨削质量较高,更加适合磨床的大型化设计,磨削加工大型轴承套圈,同时更加适合轴承套圈的自动化流水换料,适应性更广。
3.机床的大型化设计,附带加工的功能部件砂轮轴和箱体也大型化或超大型化设计,由于箱体的大型化加工更加困难,箱体一般为中空结构设计,分为前、后孔,前后的同轴度和公差尺寸难以保证,同时,转轴的自重过大,这造成砂轮轴在与箱体安装配合困难,如果配合间隙过紧不宜安装,甚至需要返修,在转轴长时间运转过程中,转轴的温升使配合间隙小并有挤压轴承的趋势,容易造成转轴轴承的损坏,但配合间隙过松,容易产生转轴轴心偏斜,影响加工质量。
4.专利cn2915365y公开一种高精度双端面磨床的磨头,构成中设有转轴箱、转轴及驱动系统,在转轴箱中增设转轴套,前、后轴承座孔设置在转轴套的内孔壁上,转轴通过前、后滚动轴承旋转支撑在转轴箱的前、后轴承座孔中,简化转轴箱的加工工艺,减少了转轴箱加工及使用过程中报废率,采用体积小的转轴套加工,保证和提高轴承座孔的几何精度和位置精度。主要解决的问题是提供一种高精度的双端面磨床的磨头,以消除现有磨头中转轴运转精度低且难以提高的问题。
5.专利cn206216485u公开一种端面磨削电转轴装置,包括外壳,在轴芯和外壳之间设有驱动轴芯转动的力矩电机,在外壳设有循环水冷却通道,在轴芯设有磨削液通道,解决的问题是电机对转轴直接驱动扭矩大结构简单,通过外壳的循环水和轴芯的磨削液进行冷却,减低温升,提高转轴的循环精度。
6.专利cn214642781u公开了一种卧式端面磨床永磁电转轴,包括电转轴主体和转轴箱,在转轴箱的轴孔内安装有电转轴主体,转轴箱的底部中部设有减震吸音板,在转轴箱的底部前后两侧对称设有减震模组,减震吸音板和所述减震模组的底部均与固定板相连,解决的问题电转轴在加工工件的过程中会产生震动,而震动直接传递给了磨床,造成了磨床整体精度的不稳定的问题
7.综上所述,上述技术方案没有解决双端面砂轮轴与箱体配合间隙不易控制安装困难的问题,也没有解决配合间隙过松,轴心偏斜的问题。
技术实现要素:
8.针对现有大型的卧式双端面磨床砂轮轴安装存在的缺陷和问题,提供了一种卧式双端面磨床永磁同步砂轮轴,在砂轮轴和箱体之间设置调心涨套,解决砂轮轴在箱体孔安装困难和调心问题,同时砂轮轴的前端设置多重密封结构,提高转轴前端的防水性能;设置永磁同步电机取代普通的皮带轮传动机构和异步电机驱动,减轻砂轮轴的自重和传动链,进一步提高砂轮轴的扭矩;自动化程度高。
9.本实用新型所采取的技术方案:一种卧式双端面磨床永磁同步砂轮轴,包括主轴装置部分、砂轮装置部分及调心机构部分,所述的调心机构包括调心涨套,该调心涨套设置为中空结构安装在主轴装置和箱体之间。
10.进一步,所述调心涨套外壁设置台阶结构,台阶轴向设置均布的台阶通孔和螺纹通孔。
11.进一步,所述调心涨套内表面设置左小右大1:100锥度。
12.进一步,所述调心涨套的圆周设置对称且数量大于2的开口槽。
13.进一步,所述主轴装置部分,包括外部的轴套,在轴套的内部设置有转轴,该转轴通过左、右两端的轴承组ⅰ和轴承组ⅱ固定在轴套左右两端的内壁,在转轴的中部设置有永磁转子部件,在永磁转子部件和轴套之间设置安装有永磁定子部件,通过永磁转子部件和永磁定子部件的电磁作用驱动转轴转动;在轴套的右端设置安装防水法兰;在轴套的左端设置安装后端盖。
14.进一步,所述轴套的左端外径表面设置与调心涨套相适配的1:100锥度。
15.进一步,所述防水法兰的右端面中部设有凸出的“u”形环装台阶,在台阶的外径圆周表面设有梯形凹槽,在防水法兰的左端内壁设有台阶结构安装有骨架油封。
16.进一步,所述砂轮装置部分,包括砂轮法兰、砂轮夹盘和端面砂轮,砂轮法兰的右端面设置安装砂轮夹盘,在砂轮夹盘的右端面设置安装端面砂轮。
17.进一步,所述砂轮法兰左端面中部设置有“山”形环装凹槽,该环装凹槽与防水法兰右端凸出的“u”形环装台阶相适配。
18.进一步,所述砂轮夹盘左端面设置环装梯形凹槽,在梯形凹槽内安装梯形平衡块和平衡螺钉。
19.本实用新型的有益效果:1.此卧式双端面磨床永磁同步砂轮轴,在轴套和箱体之间设置调心涨套,通过调心涨套1:100锥度配合和弹性涨紧作用,减少砂轮轴的安装难度和配合间隙调整,调整砂轮轴与箱体的径向圆周和轴向安装精度,提高加工精度;2.此卧式双端面磨床永磁同步砂轮轴前端防水法兰和砂轮法兰设置迷宫防水结构,转轴运转时阻止外部的废液、水汽、灰尘进入主轴的内部,起到保护轴承的作用;3.此卧式双端面磨床永磁同步砂轮轴通过永磁同步电机取代普通的皮带轮传动机构或异步电机驱动,减轻砂轮轴的自重和传动链,进一步提高砂轮轴的扭矩;4.此卧式双端面磨床永磁同步砂轴在砂轮夹盘设置平衡调节结构,调整不平衡量。
附图说明
20.图1为双端面磨床砂轮轴布置结构示意图。
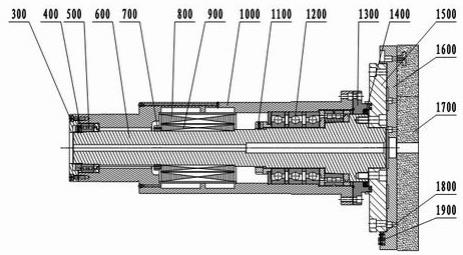
21.图2为双端面磨床砂轮轴整体结构示意图。
22.图3为双端面磨床砂轮轴砂轮法兰和砂轮夹盘的组合结构示意图。
23.图4为双端面磨床砂轮轴调心涨套的结构示意图。
24.图5为双端面磨床砂轮轴轴套和调心涨套配合局部结构示意图。
25.图6为双端面磨床砂轮轴防水法兰结构示意图。
[0026] 图中附图标记:100-调心涨套,101-开口槽,102-台阶通孔,103-螺纹通孔,200-箱体,300-后盖,400-锁紧螺母ⅰ,500-轴承组ⅰ,600-转轴,700-锁紧螺母ⅱ,800-永磁定子部件,轴套,900-永磁转子部件,1000-轴套,1100-锁紧螺母ⅲ,1200-轴承组ⅱ,1300-防水法兰,1400-骨架密封圈,1500-砂轮法兰,1600-砂轮夹盘,1700-端面砂轮,1800-平衡螺钉,1900-平衡块,2000-轴承套圈。
具体实施方式
[0027]
为了便于本领域技术人员的理解,下面结合实例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
[0028]
需要提前说明的是在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”“固定”等术语应做广义理解。比如,可以是固定连接,可以是一体连接,也可以是直接连接或拆卸连接等。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
[0029]
下面结合图1-6并通过具体的实施方式对本实用新型的双端面磨床砂轮轴加详细说明。
[0030]
如图2-6所示,本实用新型的双端面磨床砂轮轴,包括主轴装置部分、砂轮装置部分及调心机构部分,所述调心机构包括调心涨套100,该调心涨套100设置为中空结构安装在主轴装置和箱体200之间,调心涨套100外壁设置为台阶结构,台阶轴向设置均布的紧固用台阶通孔103和拆卸用螺纹通孔102,螺钉通过紧固台阶通孔把调心涨套100与箱体200左端固定,螺钉通过拆卸螺纹通孔分离调心涨套100和箱体200。
[0031]
进一步,所述调心涨套100内表面设置左小右大1:100锥度,起到定位精确的作用。
[0032]
进一步,所述调心涨套100的圆周设置4个开口槽101,起到弹性涨紧作用。
[0033]
所述主轴装置部分,包括外部的轴套1000,在轴套1000的内部设置有转轴600,该转轴600通过左、右两端的轴承组ⅰ500和轴承组ⅱ1200固定在轴套1000左右两端的内壁,在转轴600的中部设置有永磁转子部件900,在永磁转子部件900和轴套700之间设置安装有永磁定子部件800,通过永磁转子部件900和永磁定子部件800的电磁作用驱动转轴600转动;在轴套1000的右端设置安装防水法兰1300;在轴套1000的左端设置安装后端盖300。
[0034]
进一步,所述轴套1000的左端外径表面设置与调心涨套100相适配的1:100锥度,轴套1000与调心涨套100的1:100锥度紧密贴合起到消除间隙的作用,减少砂轮轴运转过程中震动的产生,同时通过调心涨套100在箱体200的向右移动起到调心作用。
[0035]
进一步,所述轴套1000的中部设有环装水槽,通过冷却液的循环降低转轴600运转时永磁转子部件900和永磁定子部件800电磁作用产生的温升。
[0036]
进一步,所述转轴600在永磁转子部件900的左端设置有锁紧螺母ⅱ,该锁紧螺母ⅱ700起到轴向固定永磁转子部件900的作用。
[0037]
进一步,所述防水法兰1300的右端面中部设有凸出的“u”形环装台阶,在台阶的外
径圆周表面设有梯形凹槽,在防水法兰1300的左端内壁设有台阶结构安装有骨架油封1400;通过端面“u”形环装台阶、外径表面梯形凹槽和内壁骨架油封1400多重防水结构密封方式,防止转轴运转时外部的废液、水汽、灰尘进入数量轴的内部,起到保护轴承的作用。
[0038]
进一步,所述轴承组ⅰ500的左端设置锁紧螺母ⅰ400,该锁紧螺母ⅰ400起到轴向固定轴承组ⅰ500的作用。
[0039]
进一步,所述轴承组ⅱ1200的左端设置锁紧螺母ⅲ1100,该锁紧螺母ⅲ1000起到轴向固定轴承组ⅱ1200的作用。
[0040]
进一步,所述轴承组ⅱ包括3套单列向心推力球轴承和1套双列滚子轴承,起到增加主轴装置刚性的作用。
[0041]
所述砂轮装置部分,包括砂轮法兰1500、砂轮夹盘1600和端面砂轮1700,砂轮法兰1500的右端面设置安装砂轮夹盘1600,在砂轮夹盘1600的右端面设置安装端面砂轮1700,起到更换端面砂轮1700方便的作用。
[0042]
进一步,所述砂轮法兰1500的左端面中部设置有“山”形环装凹槽,该环装凹槽与防水法兰1300右端凸出的“u”形环装台阶相适配,形成迷宫防水结构,阻止废液、水汽、灰尘进入砂轮轴的内部,起到保护轴承的作用。
[0043]
进一步,所述砂轮夹盘1600的左端面设置环装梯形凹槽,在梯形凹槽内安装梯形平衡块1900,通过平衡螺钉1800调节平衡块1900的位置,起到平衡砂轮1700的作用。
[0044] 本实用新型双端面磨床砂轮轴的实施过程:如图1 所示,双端面磨床砂轮轴卧式对称设置,调心涨套100设置安装在轴套1000和箱体200的之间,通过螺钉在调心涨套100的台阶通孔102和箱体螺纹孔的配合下旋紧推进,在轴向推移的作用下,调心涨套100内壁与轴套1000外表面1:100的锥度紧密贴合,调心涨套100圆周设置4个开口槽101逐渐涨开,调整砂轮轴在箱体200中的径向圆周位置和轴向水平位置,精确定位,防止砂轮轴的轴向倾斜影响轴承套圈2000的加工精度;磨床通电启动后,永磁转子部件900和永磁定子部件800的电磁作用驱动转轴600转动,转轴600在两端轴承组ⅰ500、轴承组ⅱ1200的支撑下,进一步带动转轴600前端砂轮夹盘1600和端面砂轮1700转动,轴承套圈2000由进料装置进入对称设置的双端面磨床砂轮轴的两砂轮中间,旋转的两端面砂轮同时对轴承套圈2000两端面进行端面磨削。
[0045]
进一步,通过冷却液在轴套1000水槽循环流动,降低转轴600运转时永磁转子部件900和永磁定子部件800电磁作用产生的温升,减少温升对砂轮轴热变形对加工轴承套圈2000精度的影响。
[0046]
进一步,砂轮轴维修更换时,螺钉通过拆卸螺纹通孔103拆卸调心涨套100,增加轴套1000装置与箱体200的间隙,拆卸更加方便。
[0047]
上述实施例为本实用新型较佳的实现方案,此外,本实用新型还可以通过其他方式实现, 在不脱离上述申请专利范围与精神下可进行各种变化与修改,凡依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修改,均属于本实用新型技术方案的范围。
[0048]
为了让本领域普通技术人员更方便的理解本实用新型相对于现有技术的改进之处,本实用新型的一些附图和描述已经被简化,并且为了清除起见,本技术文件省略了一些其他元素,本领域普通技术人员应该意识到这些省略的元素也构成本实用新型的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1