一种珩磨精密内孔的工艺装备的制作方法
本技术涉及机械加工,具体为一种珩磨精密内孔的工艺装备。
背景技术:
1、目前,公知的精密内孔的加工方法主要为内孔磨,但对于精密型小规格内孔效率极低,甚至无法加工。另外由于精密型小规格内孔使刀具的浮动设计无法实现,所以珩磨精密内孔的工艺装备至关重要。
技术实现思路
1、针对上述问题,本实用新型提供一种珩磨精密内孔的工艺装备,具体技术方案如下:
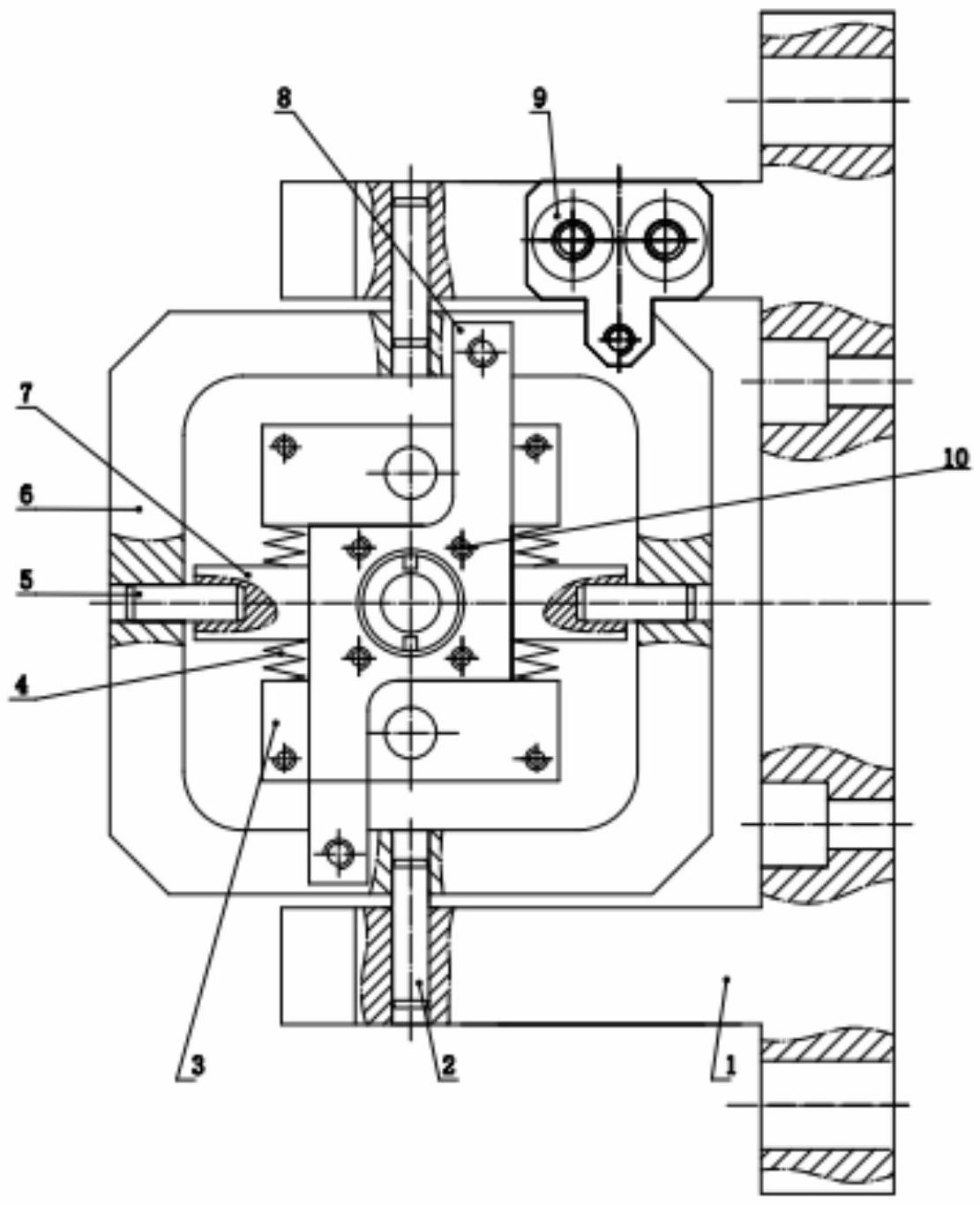
2、一种珩磨精密内孔的工艺装备,包括支架、平衡架转销、横孔插销组件、拉伸弹簧、夹具体转销、平衡架、夹具体、夹具体挡板组件、内六角沉头螺钉、内六角圆柱头螺钉、平衡架上挡块和平衡架下挡块;
3、所述支架呈π字型,由固定板和支撑板组成,支撑板设置在固定板一侧面;
4、所述固定板呈长方形结构,中间设有方形缺口,且固定板端面两侧对称开有沉头孔和销孔一,缺口边缘开有沉头孔;支撑板呈三角形结构,中间设有三角形缺口,三角形缺口一侧开有销孔二;所述平衡架呈回字型结构,且平衡架上对称开有四个销孔三;通过在销孔二和对称的两个销孔三中插入平衡架转销,将支架与平衡架连接;所述平衡架转销为圆柱型结构,与平衡架的销孔三为过盈配合,与支架的支撑板的销孔二为间隙配合;平衡架沿平衡架转销轴线方向能够在支架的支撑板间移动,绕平衡架转销轴线能够旋转;
5、所述夹具体为t字型结构,包括主体和悬臂;主体上开有导向孔,中心设有放置孔;两导向孔中间设有插销孔,其插销孔贯穿放置孔;悬臂上开有销孔四;
6、所述横孔插销组件呈山字型,包括拉块、导向杆、插销和紧固件;插销和导向杆均设置在拉块的一侧面,拉块端面中间设有贯通的拉孔,紧固件设置在拉孔两侧;
7、所述导向杆、插销对应插接在主体的导向孔和插销孔内;工作时导向杆能够在夹具体的导向孔中滑移,工作时插销能够在夹具体的插销孔中滑移;
8、所述夹具体设置在平衡架内,两侧的悬臂与平衡架通过夹具体转销固定,且夹具体沿夹具体转销轴线方向能够在平衡架内移动,绕夹具体转销轴线可以旋转;
9、所述拉伸弹簧套装在横孔插销组件的紧固件上,使横孔插销组件与夹具体贴合;
10、所述夹具体挡板组件呈z字型结构;通过紧固件与夹具体连接,用于对夹具体起限位作用;
11、所述平衡架下挡块、平衡架上挡块均呈凸字型;设有安装紧固件的连接孔和限位孔,通过紧固件与支架连接,限位孔上设置限位螺钉对平衡架起限位作用;
12、机械手深入拉孔可将横孔插销组件同夹具体分开;
13、所述支架的固定板通过紧固件与立式珩磨机连接。
14、所述的一种珩磨精密内孔的工艺装备,其优选方案为,本专利的工艺装备使零件在珩磨中具有浮动性,插销插入零件的横孔,限制零件圆周方向的旋转和轴线方向的移动;使零件在珩磨中不发生相对于刀具圆周方向的旋转及轴向移动。
15、所述的一种珩磨精密内孔的工艺装备,其优选方案为,所述平衡架下挡块、平衡架上挡块、夹具体挡板组件作为限位装置来调节夹具体和平衡架的旋转量。
16、所述的一种珩磨精密内孔的工艺装备,其优选方案为,所述零件沿平衡架转销轴线方向的移动量为0.5mm,绕平衡架转销轴线旋转量为6°,沿夹具体转销轴线方向移动量为0.5mm,绕平衡架转销轴线旋转量为6°。
17、一种珩磨精密内孔的工艺装备的使用过程如下:珩磨精密内孔的工艺装备通过支架上的销孔一通过紧固件与立式珩磨机连接固定;机械手插入横孔插销组件的拉孔中,沿拉伸弹簧轴向拉开使横孔插销组件不在同夹具体贴合,直至横孔插销组件的插销退出夹具体中的零件放置孔即可。零件放置进夹具体的零件放置孔中。机械手撤出横孔插销组件的拉孔,横孔插销组件的插销在拉伸弹簧作用下复位,插入零件的横孔中。调节平衡架下挡块组件、平衡架上挡块组件、夹具体挡板组件上的限位螺钉来调节工装的浮动,进行调试加工。
18、本实用新型的有益效果:
19、与内孔磨比较效率提高,珩磨刀具可以不具备浮动性,降低购买刀具成本,保证了珩磨孔的尺寸及形位公差要求。
技术特征:
1.一种珩磨精密内孔的工艺装备,其特征在于:包括支架、平衡架转销、横孔插销组件、拉伸弹簧、夹具体转销、平衡架、夹具体、夹具体挡板组件、内六角沉头螺钉、内六角圆柱头螺钉、平衡架上挡块和平衡架下挡块;
2.根据权利要求1所述的一种珩磨精密内孔的工艺装备,其特征在于:零件沿平衡架转销轴线方向的移动量为0.5mm,绕平衡架转销轴线旋转量为6°,沿夹具体转销轴线方向移动量为0.5mm,绕平衡架转销轴线旋转量为6°。
技术总结
本技术公开了一种珩磨精密内孔的工艺装备。所述支架通过紧固件及立式珩磨机上的定位销与立式珩磨机连接;平衡架通过平衡架转销与支架连接。夹具体通过夹具体转销与平衡架连接。横孔插销组件通过本身的导向销插入夹具体与其连接,拉伸弹簧套装横孔插销组件的螺钉上使横孔插销组件与夹具体贴合。夹具体挡板组件通过紧固件与夹具体连接。平衡架下挡块组件、平衡架上挡块组件通过紧固件与支架连接。本技术使工件在加工时具有浮动性,保证了珩磨孔的尺寸及形位公差要求。
技术研发人员:刘明杰,赵梓程,赵伟伟,梁德平
受保护的技术使用者:丹东临港产业园区和本精密机械有限公司
技术研发日:20221214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!