一种多激光3D打印设备工件的打印方法与流程
本发明涉及一种多激光3d打印设备工件的打印方法,属于3d打印。
背景技术:
1、3d打印技术被称为“第三次工业革命”的核心技术,从快速制造原型,到直接生产小批量零件,3d打印技术可以极大的缩短供应链,缩短交付周期。该技术正在不断渗入传统制造的各个领域。目前制约该项技术广泛且深度化应用的三大要素为材料、成本、速度。针对提高打印速度的这一需求,多激光打印设备应运而生。多激光设备可以随着激光器数量的增多,实现打印效率的倍增。
2、多激光协同工作可以极大的提高成形效率,但是当多激光在相同区域协同打印时,多激光搭接区的打印质量很难保证。这主要是因为多激光搭接区的风场和搭接方式不良导致的区域致密度低。目前有针对多激光搭接区的搭接方法设计,例如中国专利cn114012107b提出的,通过设置相互嵌套的搭接区,使搭接区之间的连接性加强,从而增加不同激光器烧结区相互连接的附着力,避免产品开裂,减少产品报废的问题。但是针对搭接区域、多激光相互干扰的问题,多激光协同高效率打印的问题目前没有综合的解决方案。所以,本技术领域迫切需要一种多激光3d打印设备工件的打印方法。
技术实现思路
1、本发明的目的是为解决针对多激光搭接区域,如何避免激光相互干扰,不同激光之间如何进行协同打印的技术问题。
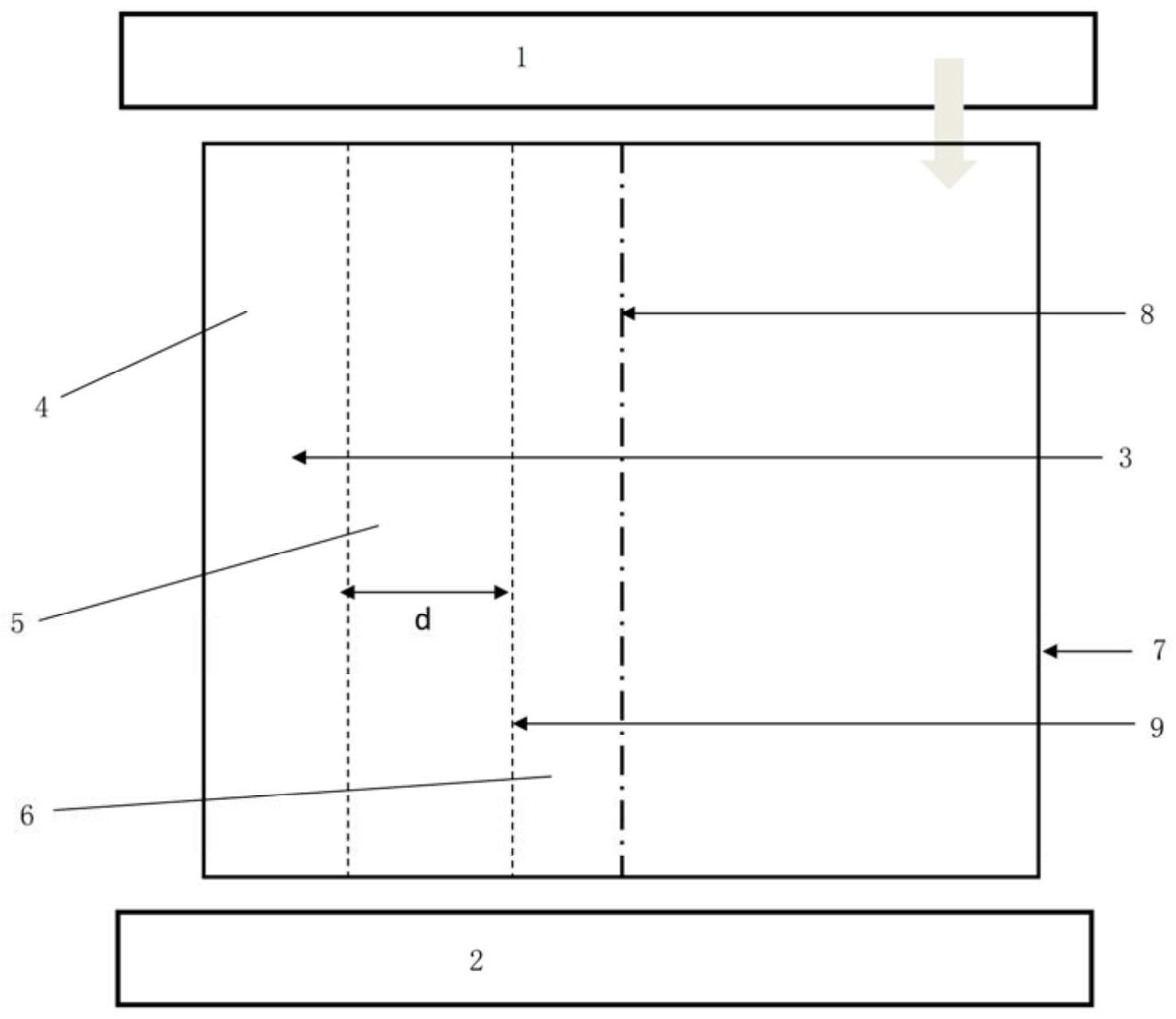
2、为达到解决上述问题的目的,本发明所采取的技术方案是提供一种多激光3d打印设备工件的打印方法,3d打印设备至少包含2个并列排布的对应成形平台的激光器;相邻的激光器在成形平台上有重合的打印区,成形平台的上下两端分别设有出风口和吸风口;3d打印设备成形平台的一打印层沿激光器打印方向设为连续的多个依次相邻的宽度为d的微区;上下相邻的打印层设有同样宽度的微区,且下层微区与上层微区的边界线偏移相差1/3-1/2的微区宽度;微区以当前待打印层的零件截面面积和并列的激光数量作为参考进行划分;划分时,设于相邻激光器中间的中间微区按就近原则分配给离中间微区更近的激光器一打印;所述中间微区作为间隔条带,当中间微区的两侧的微区打印结束后,再由激光器一进行中间微区的打印;微区之间重合的打印区的重熔宽度可调整,调整范围为0-5mm。
3、优选地,所述微区分割为矩形或平行四边形。
4、优选地,所述微区宽度可以设定为0-成形平台最大宽度。
5、优选地,所述微区以成形平台作为参考进行划分,假设微区宽度为d,平台宽度为d,则微区的数量n=d/d。
6、优选地,所述中间微区的数量范围为0-微区总数
7、优选地,所述激光器的数量为2个,所述微区为3个;所述微区以当前待打印层的零件截面面积作为参考进行划分,当当前截面为连续截面特征时,划分方式为将当前截面按面积二分法等分,沿1/2面积等分线向两侧各扩展d/2,获得3个微区。
8、优选地,所述微区以当前待打印层的零件截面面积作为参考进行划分,当当前截面为非连续截面特征,包括特征区域一和特征区域二时,划分方式分为2种方式:
9、第一种方式,当分开的截面特征区域一和特征区域二边界之间最短的间距d<微区宽度d时,则按连续截面特征划分;
10、第二种方式,当间距d≥d时,需按最高打印效率原则划分;所述最高打印效率原则划分为先将独立的特征区域一按连续截面特征进行微区划分,获得微区1,微区2和微区3,面积分别为s1,s2和s3,特征区域二为微区4,面积为s4;当s4<2s2时,则以特征区域一为单独连续截面,划分打印;当特征区域二的面积s4≥2s2时,则将特征区域一和特征区域二合并为同一个截面,按面积二分法分为3个微区。
11、相比现有技术,本发明具有如下有益效果:
12、本发明提供了一种自动微区分割+间隔打印+微区波动的多激光3d打印方式,可以最大限度的提高打印效率,可以避免多激光同时打印时的烟尘相互干涉,确保零件的打印质量。微区之间的重熔及波动划分,可以确保相邻微区之间以及不同打印层微区的打印质量。
技术特征:
1.一种多激光3d打印设备工件的打印方法,其特征在于,3d打印设备至少包含2个并列排布的对应成形平台的激光器;相邻的激光器在成形平台上有重合的打印区,成形平台的上下两端分别设有出风口和吸风口;3d打印设备成形平台的一打印层沿激光器打印方向设为连续的多个依次相邻的宽度为d的微区;上下相邻的打印层设有同样宽度的微区,且下层微区与上层微区的边界线偏移相差1/3-1/2的微区宽度;微区以当前待打印层的零件截面面积和并列的激光数量作为参考进行划分;划分时,设于相邻激光器中间的中间微区按就近原则分配给离中间微区更近的激光器一打印;所述中间微区作为间隔条带,当中间微区的两侧的微区打印结束后,再由激光器一进行中间微区的打印;微区之间重合的打印区的重熔宽度可调整,调整范围为0-5mm。
2.根据权利要求1所述的一种多激光3d打印设备工件的打印方法,其特征在于,所述微区分割为矩形或平行四边形。
3.根据权利要求1所述的一种多激光3d打印设备工件的打印方法,其特征在于,所述微区宽度可以设定为0-成形平台最大宽度。
4.根据权利要求1所述的一种多激光3d打印设备工件的打印方法,其特征在于,所述微区以成形平台作为参考进行划分,假设微区宽度为d,平台宽度为d,则微区的数量n=d/d。
5.根据权利要求1所述的一种多激光3d打印设备工件的打印方法,其特征在于,所述中间微区的数量范围为0-微区总数。
6.根据权利要求1所述的一种多激光3d打印设备工件的打印方法,其特征在于,所述激光器的数量为2个,所述微区为3个;所述微区以当前待打印层的零件截面面积作为参考进行划分,当当前截面为连续截面特征时,划分方式为将当前截面按面积二分法等分,沿1/2面积等分线向两侧各扩展d/2,获得3个微区。
7.根据权利要求6所述的一种多激光3d打印设备工件的打印方法,其特征在于,所述微区以当前待打印层的零件截面面积作为参考进行划分,当当前截面为非连续截面特征,包括特征区域一和特征区域二时,划分方式分为2种方式:
技术总结
本发明涉及一种多激光3D打印设备工件的打印方法,属于3D打印技术领域。3D打印设备至少包含2个并列排布的对应成形平台的激光器;相邻的激光器在成形平台上有重合的打印区,成形平台设有连续的多个依次相邻的宽度为d的微区;上下相邻的打印层设有同样宽度的微区,且下层微区与上层微区的边界线偏移相差1/3‑1/2的微区宽度;微区之间重合的打印区的重熔宽度可调整,调整范围为0‑5mm。通过本发明提供的自动微区分割+间隔打印+微区波动的方式,可以提高打印效率,避免多激光在重合区域烟尘相互干扰,确保工件的打印质量。
技术研发人员:吴巧巧,于鹏超,王维坤,罗璐颖,张国良
受保护的技术使用者:上海镭镆科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!