一种压缩机泵体上下轴承面磨削加工成套生产线的制作方法
本发明涉及磨削加工设备,具体涉及一种压缩机泵体上下轴承面磨削加工成套生产线。
背景技术:
1、上下轴承是压缩机泵体关键的零件之一,通常为大批量生产模式,目前上下轴承面的加工,通常采用粗磨加精磨两种不同的磨床完成加工,需对工件进行两次装夹,易使工件加工超差,使上下轴承装配不良,造成压缩机可靠性下降,噪音振动变大,并且在加工过程中设备相互独立,由人工频繁的上下料完成,工人劳动强度大;因此亟需设计一台设备来更改上下轴承面的加工工艺,完成粗、精磨削加工单机自动化生产。
技术实现思路
1、针对现有技术中存在的问题,本发明提供了结构设计合理的一种压缩机泵体上下轴承面磨削加工成套生产线。
2、本发明的技术方案如下:
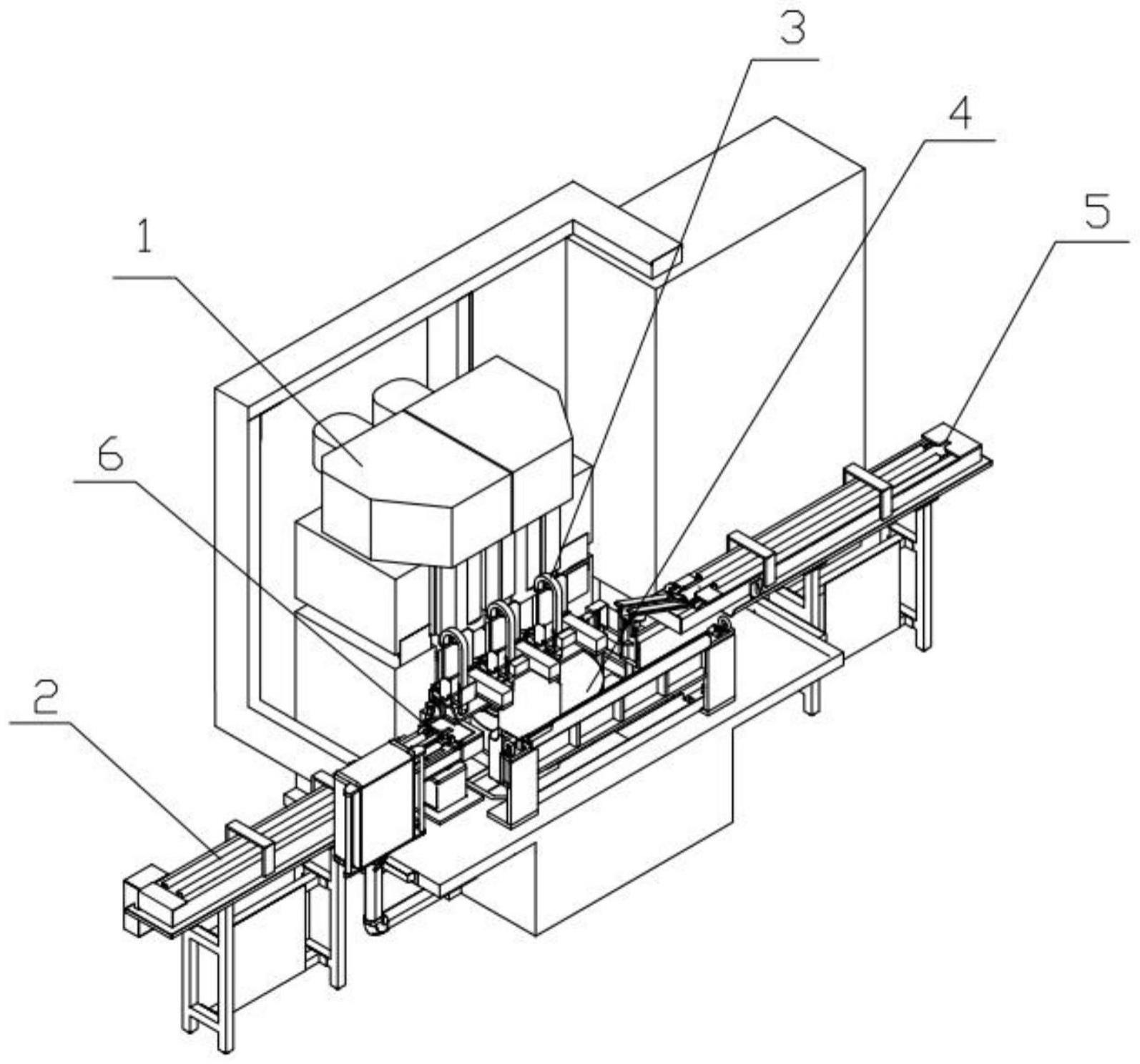
3、一种压缩机泵体上下轴承面磨削加工成套生产线,包括双头磨床、桁架式机械手、上料输送装置、下料输送装置及工件转台,所述工件转台设置在上料输送装置与下料输送装置之间,所述双头磨床位于工件转台的一侧位置,所述桁架式机械手位于工件转台的另一侧位置,通过桁架式机械手与上料输送装置、下料输送装置配合实现工件的上料、下料操作,通过双头磨床与工件转台的配合实现工件粗磨和精磨的一体化加工。
4、进一步的,所述上料输送装置与下料输送装置均包括机架、输送带、工件阻挡放行机构、工件侧挡板调节机构及v型挡板,所述机架上并列设置两条输送带,且两条输送带之间设有间隙,所述工件侧挡板调节机构、工件阻挡放行机构以及v型挡板依次沿输送带传送方向设置,且v型挡板位于两条输送带的末端,工件侧挡板调节机构架设在输送带的上方位置用于工件输送过程中的自动位置调整,工件阻挡放行机构设置在输送带一侧位置,工件阻挡放行机构在第一个工件到达v型挡板后对第二个工件进行阻挡,当第一个工件被机械手爪取走后,工件阻挡放行机构对第二个工件放行。
5、进一步的,所述双头磨床包括磨床主轴箱、粗磨机构及精磨机构,所述粗磨机构与精磨机构并列设置,其中粗磨机构靠近下料输送装置一侧设置,精磨机构靠近上料输送装置一侧设置。
6、进一步的,所述桁架式机械手包括桁架主体、横向移动机构、竖向移动机构、1#机械手爪、2#机械手爪及3#机械手爪,所述横向移动机构设置在桁架主体上,所述1#机械手爪、2#机械手爪及3#机械手爪分别设置在对应的竖向移动机构上,三个所述竖向移动机构分别设置在同一横向移动机构上。
7、进一步的,所述工件转台包括转台底座、转台主体、定位夹具、转台驱动机构、第一夹具驱动机构及第二夹具驱动机构,所述转台主体配合设置在转台底座上,所述转台驱动机构与转台主体传动连接;所述定位夹具设有四个,包括1#定位夹具、2#定位夹具、3#定位夹具、4#定位夹具,且四个定位夹具均匀分布在转台主体的圆周方向上,且所述第一夹具驱动机构与一相邻的两个所述定位夹具同时传动连接,第二夹具驱动机构与另一相邻的两个所述定位夹具同时传动连接。
8、进一步的,所述转台驱动机构包括伺服电机、蜗轮及蜗杆,所述蜗轮设置在转台主体上,所述伺服电机与蜗杆传动连接,所述蜗杆与蜗轮传动连接。
9、进一步的,所述第一夹具驱动机构包括第一电机、第一转轴、第一齿轮组及第一带轮,所述第一转轴一端与第一带轮相连,第一带轮与第一电机传动连接,第一转轴另一端与第一齿轮组相连,所述第一齿轮组与一相邻的两个所述定位夹具相连;所述第二夹具驱动机构包括第二电机、第二转轴、第二齿轮组及第二带轮,所述第二转轴穿过蜗轮,且套设在第一转轴外部,所述第二转轴一端与第二带轮相连,所述第二带轮设置在第一带轮下方,所述第二带轮与第二电机传动连接,所述第二转轴另一端与第二齿轮组相连,所述第二齿轮组与另一相邻的两个所述定位夹具相连。
10、进一步的,所述上料输送装置在靠近工件转台的一端设有定向机构,所述定向机构包括顶升气缸、旋转电机及感应探头组件,所述旋转电机设置在顶升气缸上,所述感应探头组件设置在旋转电机上方位置处。
11、进一步的,所述工件侧挡板调节机构包括门式支架、丝杆、第一挡板、第二挡板及手轮,所述丝杆两端分别设有门式支架,所述手轮与丝杆相连,所述第一挡板与第二挡板间隔穿设在丝杆上,且在手轮的作用下,旋转丝杆能驱动第一挡板与第二挡板相对或相向运动;所述工件阻挡放行机构包括阻挡放行气缸,所述阻挡放行气缸与输送带的输送方向相垂直。
12、一种压缩机泵体上下轴承面磨削加工成套生产线的工作过程,包括如下步骤:
13、1)将待加工的工件放置到上料输送装置上;
14、2)上料输送装置将工件输送到其末端的v型挡板位置;
15、3)定向机构将工件顶起脱离上料输送装置后旋转工件,直到感应探头接收到感应信号后停止转动;
16、4)3#机械手爪将1#工件抓取后提升,并将工件平移至工件转台1#定位夹具上方,此时2#机械手爪位于定向机构上方;3#机械手爪将1#工件放到1#定位夹具上,2#机械手爪将定向机构上完成定向的2#工件抓取,3#机械手爪和2#机械手爪提升;工件转台整体旋转180°,此时1#定位夹具位于右上方位置,2#机械手爪将2#工件放置到3#定位夹具上;
17、5)双头磨床对1#工件进行粗磨加工,直到1#工件粗磨完成;
18、6)工件转台整体旋转180°,1#定位夹具回到原点,此时双头磨床对2#工件进行粗磨加工;
19、7)2#机械手爪下降,将1#定位夹具内的1#工件抓取后提升,同时1#机械手爪将定向机构上完成定向的3#工件抓取后提升,桁架式机械手平移,将2#机械手爪平移至2#定位夹具上方,此时1#机械手爪将3#工件平移至1#定位夹具上方,2#机械手爪将1#工件放置到2#定位夹具上,1#机械手爪将3#工件放置到1#定位夹具上,直到2#工件粗磨完成;
20、8)工件转台整体旋转180°,1#定位夹具位于右上方位置,此时双头磨床对1#工件进行精磨加工,对3#工件进行粗磨加工;
21、9)桁架式机械手将3#机械手爪平移至3#定位夹具上方,此时2#机械手爪位于定向机构上方,3#机械手爪将2#工件抓取后提升,2#机械手爪将4#工件抓取后提升,桁架式机械手平移,此时3#机械手爪位于4#定位夹具上方,2#机械手爪位于3#定位夹具上方,1#机械手爪位于定向机构上方,3#机械手爪将2#工件放置到4#定位夹具上,2#机械手爪将4#工件放置到3#定位夹具上,1#机械手爪取出5#工件,直到1#工件完成精磨加工和3#工件完成粗磨加工;
22、10)工件转台整体旋转180°,1#定位夹具回到原点,此时双头磨床对2#工件进行精磨加工,对4#工件进行粗磨加工;
23、11)3#机械手爪下降取出2#定位夹具内完成精磨的1#工件,2#机械手爪下降取出1#定位夹具内完成粗磨的3#工件,桁架式机械手平移,将3#机械手爪移至下料输送装置上方,将2#机械手爪平移至2#定位夹具上方,将1#机械手爪平移至定位机构上方,3#机械手爪将1#工件放置到下料输送装置上后提升,2#机械手爪将3#工件放置到2#定位夹具上后提升;1#机械手爪将5#工件放置到1#定位夹具上后提升,直到2#工件完成精磨加工,对4#工件完成粗磨加工;
24、12)工件转台整体旋转180°,1#定位夹具位于右上方位置,此时双头磨床对3#工件进行精磨加工,对5#工件进行粗磨加工;
25、13)桁架式机械手平移,将3#机械手爪移至4#定位夹具上方,2#机械手爪移至3#定位夹具上方,1#机械手爪移至定向机构上方,等待3#工件完成精磨加工,对5#工件完成粗磨加工;
26、14)重复步骤11)、12)、13)进行连续加工。
27、本发明的有益效果如下:本发明能够在一台设备上完成粗、精磨削加工,并采用桁架式机器人进行上下料,实现单机自动化生产,并接入物流系统,实现成套生产线加工,确保工件的加工精度,提高压缩机可靠性,降低噪声、减少振动,并降低工人的劳动强度。
- 还没有人留言评论。精彩留言会获得点赞!