一种用于切割非晶磁芯或铁芯的砂轮切割片和制备方法与流程
本发明涉及切割工具领域,尤其涉及一种用于切割非晶磁芯或铁芯的砂轮切割片和制备方法。
背景技术:
1、非晶铁芯是由铁基非晶带材制作而成的机器零件,晶化温度是550度,具有高饱和磁感、低损耗,可大大减轻设备重量、缩小体积、提高效率,广泛应用于各种变压器铁芯,如航空变压器、铁路控制系统变压器、机械零件淬火设备变压器、激光电源变压器等。切割片属于砂轮磨具,为用磨料和结合剂树脂等制成的用于切割非晶磁芯或铁芯。
2、目前,市场面上使用的是传统普通砂轮切割片配方,传统普通砂轮切割片,由于其配方落后且主要磨料粒度在#54以粗,加工出来的工件表面光洁度为10以粗,使得切割后还需要二次人工和设备研磨,多出了很多人力成本、设备成本、场地成本、水电费、环保代价等问题。由于其配方落后,做出来的产品厚度精度误差大,达到0.3mm左右,且平整度在0.2mm以上,切割后来的批量产品尺寸误差范围大,产品质量一致性差。传统普通砂轮切割片,切割片不够锋利,会造成产品切散、端口切斜,良品率只能在80%左右,切割时损耗过快,需频繁换片,导致生产效率低下,而且客户使用成本增加。传统普通砂轮切割片切割点温度高达300摄氏度以上,火花大,且散热效果差,会造成产品端口发黑、热应力释放端口不平变形、粗糙及烧伤,从而导致产品两端合拢缝隙大,直接造成产品电感电磁性能低,成品率80%左右。传统普通砂轮切割片内部有玻璃纤维增强网,该切割片切割工件时会产生较大的烟雾,操作人吸入会对人体健康造成危害。
技术实现思路
1、本发明提供了一种用于切割非晶磁芯或铁芯的砂轮切割片和制备方法,以提供锋利度、耐切度、厚度精度控制和平整度优越的切割片,提高工作效率,降低人力、设备等成本。
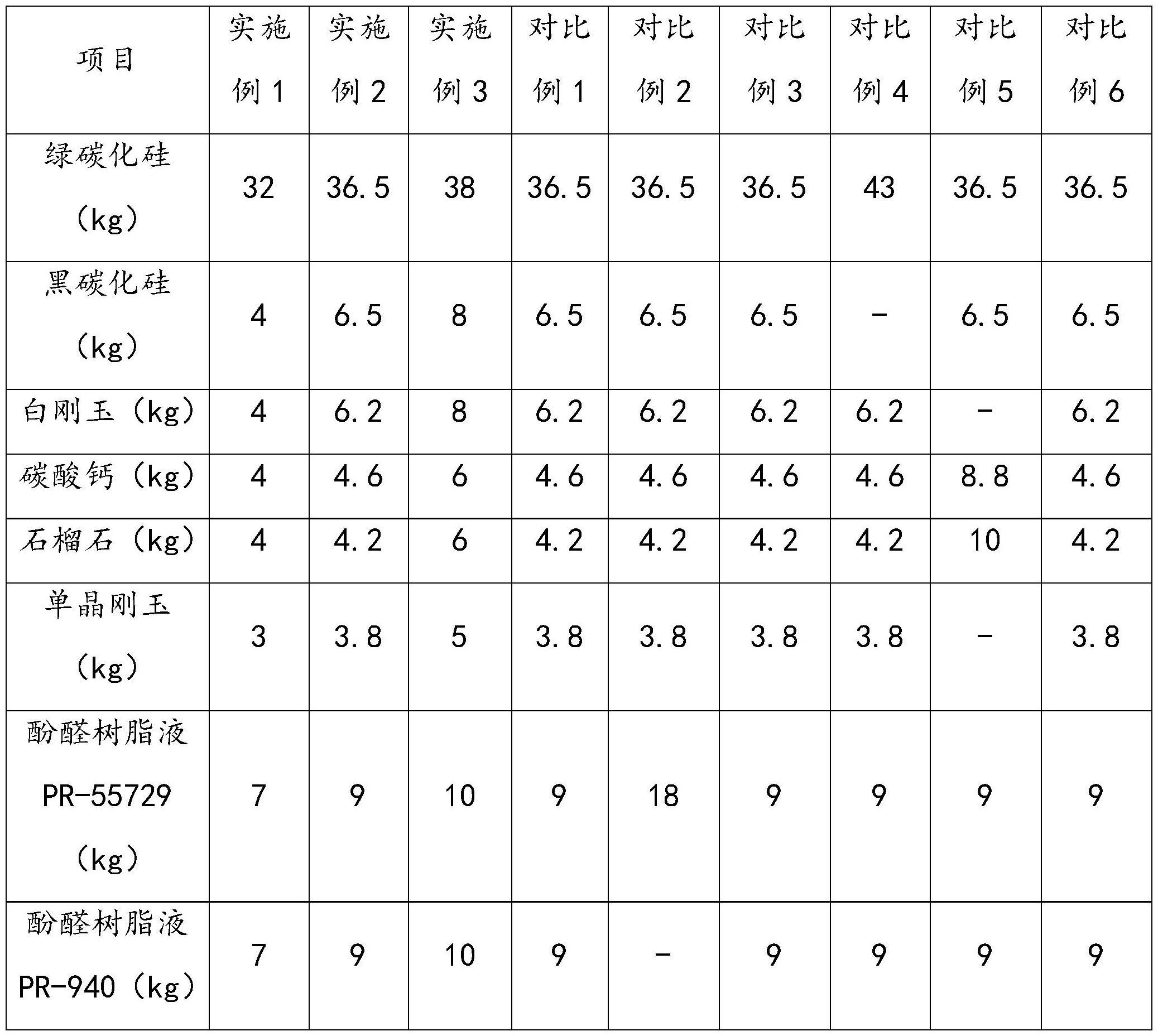
2、为了解决上述技术问题,本发明目的之一提供了一种用于切割非晶磁芯或铁芯的砂轮切割片,包括以下重量份组分:
3、绿碳化硅:32份-38份;
4、黑碳化硅:4份-8份;
5、酚醛树脂液:14份-20份;
6、酚醛树脂粉:12份-17份;
7、pvc液h-1622:2份-4份;
8、辅料:11份-25份;
9、三氧化二铁:2份-3份;
10、其中,所述酚醛树脂液包括pr-55729和pr-940,所述酚醛树脂粉包括pr-217和pr-5195,所述辅料包括白刚玉、碳酸钙、石榴石和单晶刚玉。
11、通过采用上述方案,本申请采用特殊的酚醛树脂液和酚醛树脂粉,结合特殊的pvc液,可以提高切割片的粘结强度,提高砂轮切割片的生产成形能力,容易做到厚度精度控制和平整度提高,使得切出来的产品厚度精度误差小,产品质量一致性高,尺寸误差率比传统片提高90%以上的,三氧化二铁与树脂结合提高切割片的耐磨性和耐切性,随着树脂的粘结强度提高,辅料与粘结体系的粘结性好,产品的成型度高,厚度精度控制好,使得切割端口一次成形,不需要二次人工和设备研磨,切割片的锋利度显著提高,减少更换切割片次数,切割时不产生有害烟雾和粉尘,且通过sgs环保认证,对人体健康。采用专用配方,切割点温度比传统片低很多,无火花,且端口散热效果好,端口平整、光亮、不发黑、不变形、不烧伤、不切散,两端合拢无缝隙,电感电磁性能优异,成品率98%以上。
12、作为优选方案,所述酚醛树脂液包括质量比为1:1的pr-55729和pr-940。
13、作为优选方案,所述酚醛树脂粉包括质量比为3:2的pr-217和pr-5195。
14、作为优选方案,所述辅料包括重量份为4份-8份的白刚玉、4份-6份的碳酸钙、4份-6份的石榴石和3份-5份的单晶刚玉。
15、作为优选方案,所述绿碳化硅的目数为350-450目,所述黑碳化硅的目数为100-150目。
16、作为优选方案,所述白刚玉的目数为100-150目;所述碳酸钙的目数为200-250目;所述石榴石的目数为220-260目;所述单晶刚玉的目数为300-350目。
17、作为优选方案,所述三氧化二铁的目数为300-350目。
18、为了解决上述技术问题,本发明目的之二提供了一种用于切割非晶磁芯或铁芯的砂轮切割片的制备方法,包括以下步骤:采用液压双工位自动模压成形设备,将配方的料混好后,发酵后用该设备自动上料,自动擀平,自动入模,自动7-9mpa压力,同时加温成型,之后退模,再取出料,然后经过硬化炉高温曲线烧制,获得成品。
19、作为优选方案,烧制温度曲线为常温80℃烧制4小时;120℃烧制8小时;160℃烧制4小时;185℃烧制4小时;215℃烧制3小时。
20、作为优选方案,发酵时间为60-75小时,加温成型温度为75-85℃,时间为20s-50s。
21、相比于现有技术,本发明实施例具有如下有益效果:
22、1、本申请“非晶磁芯铁芯”专用砂轮切割片,主要采用细磨料,加工出来的工件表面光洁度为13以细,使得切割端口一次成形,不需要二次人工和设备研磨,为客户省却了很多人力成本、设备成本、场地成本、水电费、环保代价等问题。
23、2、本申请切割片能保证高温曲线硬化后,切割片厚度精度控制在±(0.05)mm,且平整度能做到0.05-0.1mm,使得切出来的产品厚度精度误差小,产品质量一致性高,尺寸误差率比传统片提高90%以上的,切割锋利度比传统片提高40%以上,不会产品切散、端口切斜,良品率达到98%以上。
24、3、本申请切割片切割点温度比传统片低很多,无火花,且端口散热效果好,端口平整、光亮、不发黑、不变形、不烧伤、不切散,两端合拢无缝隙,电感电磁性能优异,成品率98%以上,切割时不产生有害烟雾和粉尘,且通过sgs环保认证,对人体健康。
技术特征:
1.一种用于切割非晶磁芯或铁芯的砂轮切割片,其特征在于,包括以下重量份组分:
2.如权利要求1所述的一种用于切割非晶磁芯或铁芯的砂轮切割片,其特征在于,所述酚醛树脂液包括质量比为1:1的pr-55729和pr-940。
3.如权利要求1所述的一种用于切割非晶磁芯或铁芯的砂轮切割片,其特征在于,所述酚醛树脂粉包括质量比为3:2的pr-217和pr-5195。
4.如权利要求1所述的一种用于切割非晶磁芯或铁芯的砂轮切割片,其特征在于,所述辅料包括重量份为4份-8份的白刚玉、4份-6份的碳酸钙、4份-6份的石榴石和3份-5份的单晶刚玉。
5.如权利要求1所述的一种用于切割非晶磁芯或铁芯的砂轮切割片,其特征在于,所述绿碳化硅的目数为350-450目,所述黑碳化硅的目数为100-150目。
6.如权利要求1所述的一种用于切割非晶磁芯或铁芯的砂轮切割片,其特征在于,所述白刚玉的目数为100-150目;所述碳酸钙的目数为200-250目;所述石榴石的目数为220-260目;所述单晶刚玉的目数为300-350目。
7.如权利要求1所述的一种用于切割非晶磁芯或铁芯的砂轮切割片,其特征在于,所述三氧化二铁的目数为300-350目。
8.一种基于如权利要求1-7任一所述的用于切割非晶磁芯或铁芯的砂轮切割片的制备方法,其特征在于,包括以下步骤:采用液压双工位自动模压成形设备,将配方的料混好后,发酵后用该设备自动上料,自动擀平,自动入模,自动7-9mpa压力,同时加温成型,之后退模,再取出料,然后经过硬化炉高温曲线烧制,获得成品。
9.如权利要求8所述的一种用于切割非晶磁芯或铁芯的砂轮切割片的制备方法,其特征在于,烧制温度曲线为常温80℃烧制4小时;120℃烧制8小时;160℃烧制4小时;185℃烧制4小时;215℃烧制3小时。
10.如权利要求8所述的一种用于切割非晶磁芯或铁芯的砂轮切割片的制备方法,其特征在于,发酵时间为60-75小时,加温成型温度为75-85℃,时间为20s-50s。
技术总结
本发明公开了一种用于切割非晶磁芯或铁芯的砂轮切割片和制备方法,涉及切割设备领域。包括绿碳化硅、黑碳化硅、酚醛树脂液、酚醛树脂粉、PVC液H‑1622、辅料、三氧化二铁;酚醛树脂液包括PR‑55729和PR‑940,酚醛树脂粉包括PR‑217和PR‑5195,辅料包括白刚玉、碳酸钙、石榴石和单晶刚玉。本申请采用特殊的酚醛树脂液、酚醛树脂粉和PVC液,提高砂轮切割片的生产成形能力,容易做到厚度精度控制和平整度提高,使得切出来的产品厚度精度误差小,产品质量一致性高,不需要二次人工和设备研磨,切割片的锋利度显著提高,减少更换切割片次数,工作效率提高,切割时不产生有害烟雾和粉尘,对人体健康。
技术研发人员:杨林
受保护的技术使用者:中山奥拓夫精密智能系统有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!