一种防爆裂水表壳结构工艺的制作方法
本发明涉及水表壳,具体为一种防爆裂水表壳结构工艺。
背景技术:
1、水表,是测量水流量的仪表,大多是水的累计流量测量,一般分为容积式水表和速度式水表两类,选择水表规格时,应先估算通常情况下所使用流量的大小和流量范围,然后选择常用流量最接近该值的那种规格的水表作为首选。
2、目前国内传统水表壳一般采用灰铸铁加工成毛坯表壳,再进行精加工,采用大型切削机床加工,而针对直径400mm以上特大水表壳的时候,还是沿袭以上的传统方法,但是其工艺繁琐,工作环境又污染严重,工人加工劳动强度大,并且,设备一次性投入资金巨大,同时带来的经济效益又不高,同时,对于防爆现有比较先进的技术是在水表表壳内部的底面加上弹性层,防止从内部爆裂,但是,仍然是通过外部的机构进行干预,并没有在表壳生产过程中进行材质改进,从根源上进行解决。
技术实现思路
1、本发明提供的发明目的在于提供一种防爆裂水表壳结构工艺。通过模具的制作,可以使表壳部分一体成型,不用进行切割,降低人工切割过程中的意外率,同时,挤压使表壳内部没有气泡,使结构强度较大,同时,涂料的使用,可以水表从材质上进行改变,避免水表壳重量过重,同时解决水表壳爆裂,工艺简单,不繁琐,且成本不高,适用于大批量生产。
2、为了实现上述防爆效果好、工艺简单的问题,本发明提供如下技术方案:一种防爆裂水表壳结构工艺,包括以下步骤:
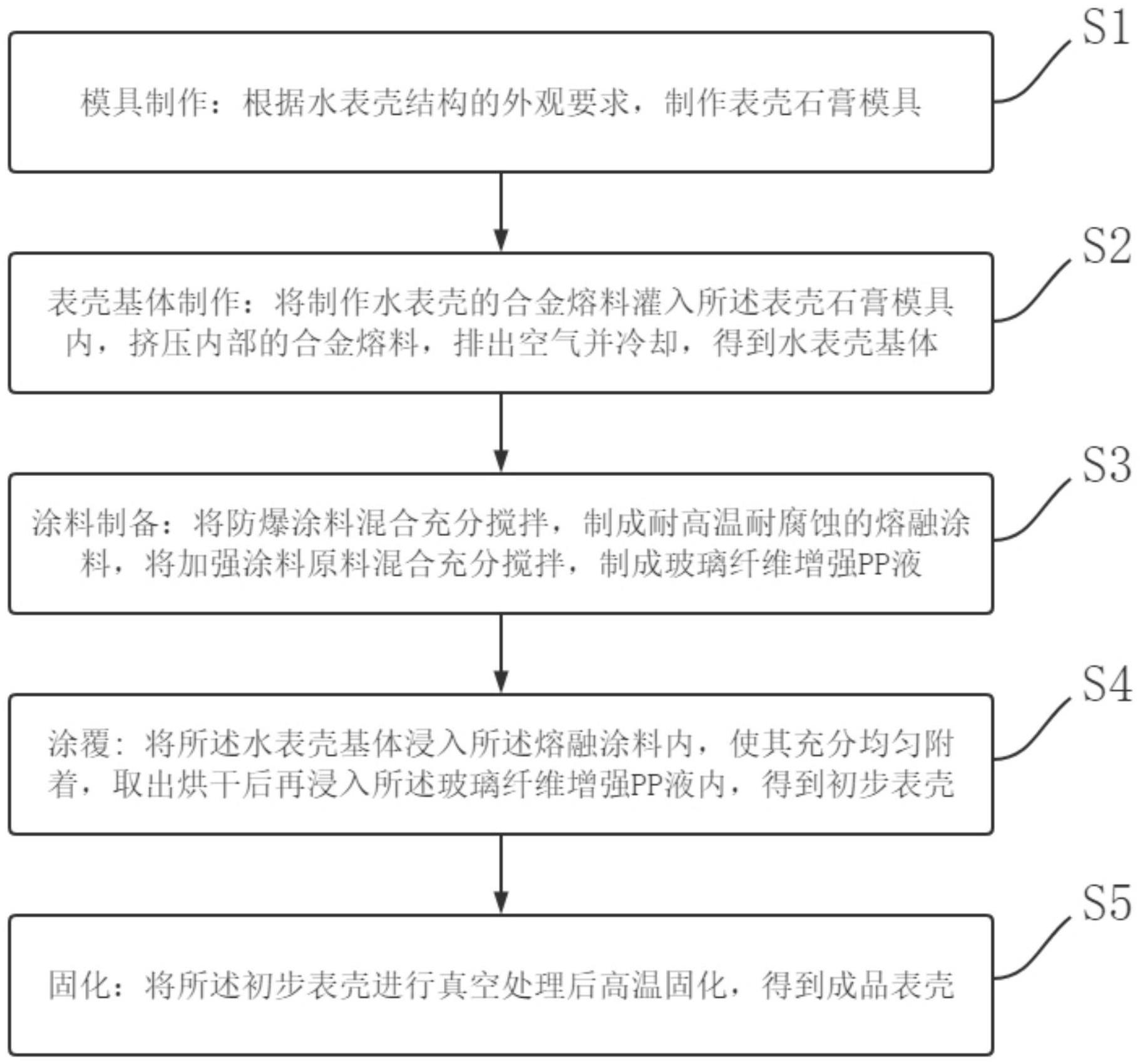
3、步骤一、模具制作:根据水表壳结构的外观要求,制作表壳石膏模具;
4、步骤二、表壳基体制作:将制作水表壳的合金熔料灌入所述表壳石膏模具内,挤压内部的合金熔料,排出空气并冷却,得到水表壳基体;
5、步骤三、涂料制备:将防爆涂料混合充分搅拌,制成耐高温耐腐蚀的熔融涂料,将加强涂料原料混合充分搅拌,制成玻璃纤维增强pp液;
6、步骤四、涂覆:将所述水表壳基体浸入所述熔融涂料内,使其充分均匀附着,取出烘干后再浸入所述玻璃纤维增强pp液内,得到初步表壳;
7、步骤五、固化:将所述初步表壳进行真空处理后高温固化,得到成品表壳。
8、进一步的,在步骤一中制作所述表壳石膏模具的水为纯水或性质相近者,混水量为30%~35%,加压10~10-1torr以脱泡。
9、进一步的,在步骤一中,所述表壳石膏模具的干燥温度为200~230℃,干燥的装置为热风强制循环排风式电气干燥炉。
10、进一步的,在步骤二中所述合金熔料包括铁、碳、硅、锌熔碳化钨和钴,其中钴10%~15%,碳5.6%~6.6%,硅7.3~11%,锌熔碳化钨12%~19%,混合料湿磨加工。
11、进一步的,在步骤三中所述熔融涂料内部成分包括聚四氟乙烯材料、环氧树脂材料、粘黏剂、悬浮剂和水,所述玻璃纤维增强pp液内部成分包括均聚pp(f401)、gf、偶联剂(k-550)、pp-g-mah、poe-g-mah和无机矿物,所述无机矿物包括滑石粉、碳酸钙、二氧化钛和云母。
12、进一步的,所述步骤三中聚四氟乙烯材料25%~42%、环氧树脂材料15%~28%、粘黏剂6%~17%、悬浮剂5%~12%和水8%~22%。
13、进一步的,在步骤三中,所述均聚pp(f401)40%~55%、gf22%~29%、偶联剂(k-550)0.3%~0.6%、pp-g-mah2.2%~4%、poe-g-mah8%~11%和无机矿物0.5%~1%。
14、进一步的,在步骤三中,所述熔融涂料搅拌的速度为30~45r/min,且搅拌的时间为50~85min,所述玻璃纤维增强pp液搅拌的速度为25~40r/min,且搅拌的时间为60~100min。
15、进一步的,在步骤四中,所述烘干的温度为60~120℃,烘干的时间为35~80min。
16、进一步的,在步骤五中,所述真空的持续时间为5~12h,所述固化的温度由低到高、再到由高到低的温度变化,将表壳充分固化,且固化的温度变化在195~300℃。
17、本发明提供了一种防爆裂水表壳结构工艺,具备以下有益效果:通过模具的制作,可以使表壳部分一体成型,不用进行切割,降低人工切割过程中的意外率,同时,挤压使表壳内部没有气泡,使结构强度较大,同时,涂料的使用,可以水表从材质上进行改变,避免水表壳重量过重,同时解决水表壳爆裂,工艺简单,不繁琐,且成本不高,适用于大批量生产。
技术特征:
1.一种防爆裂水表壳结构工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种防爆裂水表壳结构工艺,其特征在于,在步骤s1中制作所述表壳石膏模具的水为纯水或性质相近者,混水量为30%~35%,加压10~10-1torr以脱泡。
3.根据权利要求1所述的一种防爆裂水表壳结构工艺,其特征在于,在步骤s1中,所述表壳石膏模具的干燥温度为200~230℃,干燥的装置为热风强制循环排风式电气干燥炉。
4.根据权利要求1所述的一种防爆裂水表壳结构工艺,其特征在于,在步骤s2中所述合金熔料包括铁、碳、硅、锌熔碳化钨和钴,其中钴10%~15%,碳5.6%~6.6%,硅7.3~11%,锌熔碳化钨12%~19%,混合料湿磨加工。
5.根据权利要求1所述的一种防爆裂水表壳结构工艺,其特征在于,在步骤s3中所述熔融涂料内部成分包括聚四氟乙烯材料、环氧树脂材料、粘黏剂、悬浮剂和水,所述玻璃纤维增强pp液内部成分包括均聚pp(f401)、gf、偶联剂(k-550)、pp-g-mah、poe-g-mah和无机矿物,所述无机矿物包括滑石粉、碳酸钙、二氧化钛和云母。
6.根据权利要求1所述的一种防爆裂水表壳结构工艺,其特征在于,所述步骤s3中聚四氟乙烯材料25%~42%、环氧树脂材料15%~28%、粘黏剂6%~17%、悬浮剂5%~12%和水8%~22%。
7.根据权利要求1所述的一种防爆裂水表壳结构工艺,其特征在于,在步骤s3中,所述均聚pp(f401)40%~55%、gf22%~29%、偶联剂(k-550)0.3%~0.6%、pp-g-mah2.2%~4%、poe-g-mah8%~11%和无机矿物0.5%~1%。
8.根据权利要求1所述的一种防爆裂水表壳结构工艺,其特征在于,在步骤s3中,所述熔融涂料搅拌的速度为30~45r/min,且搅拌的时间为50~85min,所述玻璃纤维增强pp液搅拌的速度为25~40r/min,且搅拌的时间为60~100min。
9.根据权利要求1所述的一种防爆裂水表壳结构工艺,其特征在于,在步骤s4中,所述烘干的温度为60~120℃,烘干的时间为35~80min。
10.根据权利要求1所述的一种防爆裂水表壳结构工艺,其特征在于,在步骤s5中,所述真空的持续时间为5~12h,所述固化的温度由低到高、再到由高到低的温度变化,将表壳充分固化,且固化的温度变化在195~300℃。
技术总结
本发明提供一种防爆裂水表壳结构工艺,涉及水表壳技术领域,包括以下步骤:S1、模具制作:根据水表壳结构的外观要求,制作表壳石膏模具;S2、表壳基体制作:将制作水表壳的合金熔料灌入所述表壳石膏模具内,挤压内部的合金熔料,排出空气并冷却,得到水表壳基体;S3、涂料制备:将防爆涂料混合充分搅拌,制成耐高温耐腐蚀的熔融涂料。通过模具的制作,可以使表壳部分一体成型,不用进行切割,降低人工切割过程中的意外率,同时,挤压使表壳内部没有气泡,使结构强度较大,同时,涂料的使用,可以水表从材质上进行改变,避免水表壳重量过重,同时解决水表壳爆裂,工艺简单,不繁琐,且成本不高,适用于大批量生产。
技术研发人员:徐艳山,刘富,史秀文
受保护的技术使用者:山东瑞盛水表有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!