一种汽车空心稳定杆用钢及其制备方法与流程
本申请涉及热轧带钢生产工艺,尤其涉及一种汽车空心稳定杆用钢及其制备方法。
背景技术:
1、随着汽车行业的发展,汽车工业对汽车轻量化和节能减排要求越来越高,采用超高强钢是汽车工业发展的必然要求。空心稳定杆作为乘用车关键核心零部件,其功能是防止车辆在转弯时发生过大的横向侧倾,尽量使车身保持平衡,以减少汽车横向侧倾程度,改善平顺性。汽车稳定杆原使用棒材,为满足汽车轻量化的减重需求,采用质量更轻、应力更高的空心稳定杆逐渐用来替代传统的实心稳定杆,在保证产品高强度的同时,还可以有效地降低车身的质量,实现单个零件质量有效降低20%~30%。空心稳定杆用钢一般采用c-mn-b钢,经高频焊接后的钢管冷拔、正火、成型、淬火+低温回火后制作的空心稳定杆具有成型性好、质量轻、强度高等优点。
2、目前,这种经过成型后再热处理的钢最终获得的性能取决于热处理后所获得的组织,同时,脱碳层、夹杂物、晶间氧化等均影响最终零件的寿命。因此亟需开发一种优异疲劳性能的汽车空心稳定杆用钢。
技术实现思路
1、本申请提供了一种汽车空心稳定杆用钢及其制备方法,以解决现有汽车空心稳定杆用钢疲劳性能较差的技术问题。
2、第一方面,本申请提供了一种汽车空心稳定杆用钢的制备方法,所述方法包括:
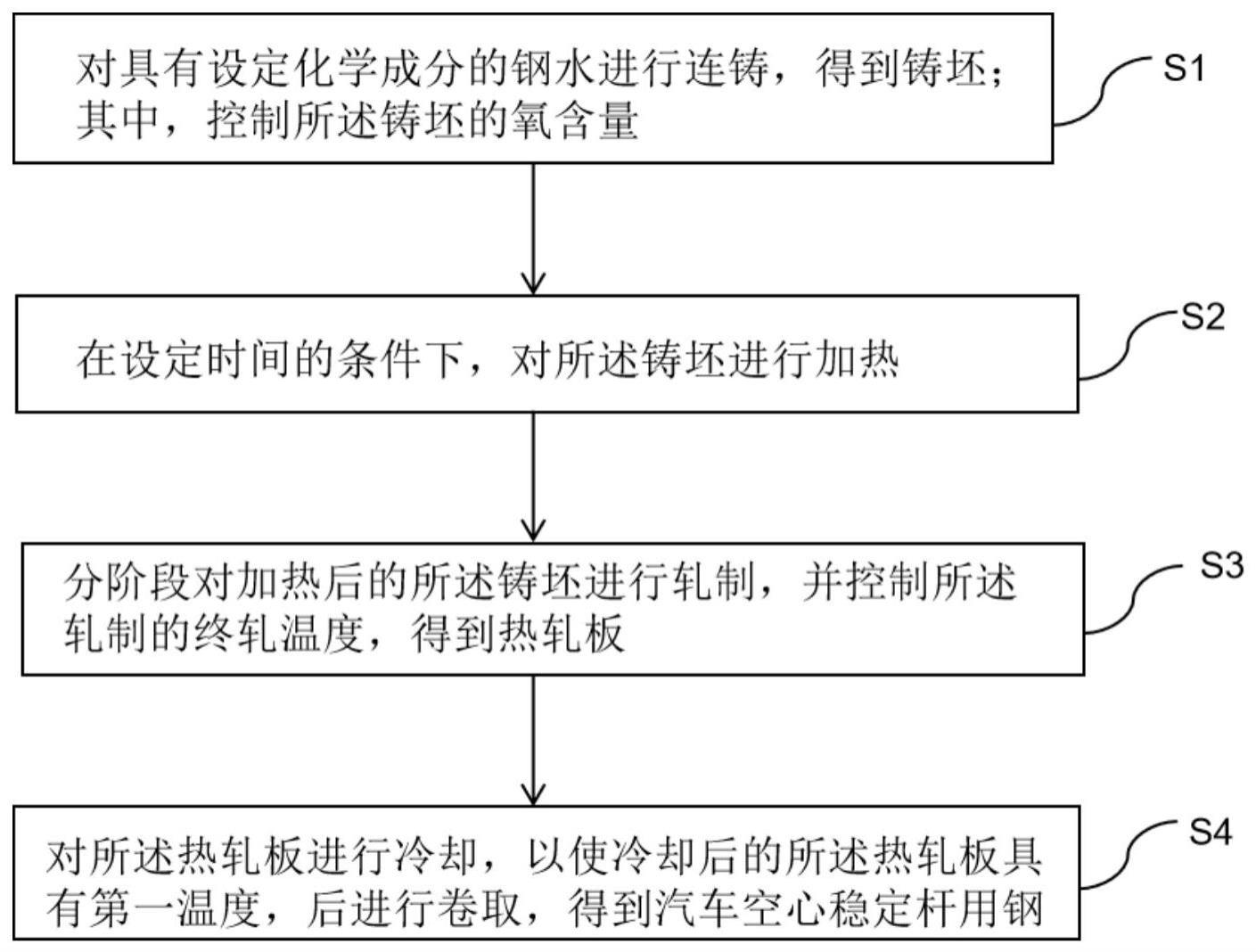
3、对具有设定化学成分的钢水进行连铸,得到铸坯;其中,控制所述铸坯的氧含量;
4、在设定时间的条件下,对所述铸坯进行加热;
5、分阶段对加热后的所述铸坯进行轧制,并控制所述轧制的终轧温度,得到热轧板;
6、对所述热轧板进行冷却,以使冷却后的所述热轧板具有第一温度,后进行卷取,得到汽车空心稳定杆用钢。
7、可选的,所述设定化学成分包括:
8、c、si、mn、p、s、ti、b、cr、nb、v、rem、n以及fe;其中,
9、c的含量为0.24~0.40重量%,si的含量为0.10~0.25重量%,mn的含量为1.1~1.4重量%,p的含量为≤0.015重量%,s的含量为≤0.003重量%,ti的含量为0.01~0.05重量%,b的含量为0.0010~0.0050重量%,cr的含量为0.10~0.30重量%,nb的含量为0.01~0.05重量%,v的含量为0.01~0.06重量%,rem的含量为0.001~0.01重量%,n的含量为≤0.004重量%。
10、可选的,所述铸坯的氧含量为≤20ppm。
11、可选的,所述在设定时间的条件下,对所述铸坯进行加热,包括:
12、在设定时间的条件下,对所述铸坯进行加热,以使所述铸坯具有第二温度;其中,所述第二温度为1180~1260℃。
13、可选的,所述设定时间为≥180min。
14、可选的,所述第一温度为480℃~560℃。
15、可选的,所述分阶段对加热后的所述铸坯进行轧制,并控制所述轧制的终轧温度,得到热轧板,包括:
16、在第一设定终轧温度的条件下,对加热后的所述铸坯进行粗轧;
17、在第二设定终轧温度的条件下,对粗轧后的所述铸坯进行精轧,得到热轧板。
18、可选的,所述第一设定终轧温度为1020~1100℃。
19、可选的,所述第二设定终轧温度为840~880℃。
20、第二方面,本申请提供了一种汽车空心稳定杆用钢,所述空心稳定杆用钢由第一方面任一项实施例所述的方法制备得到,所述钢无全脱碳层,部分脱碳层厚度≤0.8%钢板厚度,晶间氧化深度≤10μm,夹杂物夹杂物等级≤1.0,类型为cao-mgo-al2o3。
21、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
22、本申请实施例提供的该汽车空心稳定杆用钢的制备方法,通过控制化学成分,其目的:保证产品优异的淬透性而获得高的力学性能和疲劳性能;控制上述铸坯的氧含量,其目的:减少夹杂物数量,有利于提升疲劳性能;控制在炉加热时间,其目的:保证合金元素充分回溶且避免时间过长引起脱碳层增加,提升成品疲劳性能;分阶段对加热后的所述铸坯进行轧制,并控制所述轧制的终轧温度,其目的:细化晶粒尺寸提升产品淬透性;控制冷却的终点温度,其目的:细化晶粒尺寸提升产品淬透性,且降低表面晶间氧化,提升疲劳性能。综上,本申请实施例的方法解决了现有汽车空心稳定杆用钢耐疲劳性能较差的技术问题。最终生产出来的带钢厚度规格3-7mm,微观金相组织为珠光体+贝氏体+铁素体,无全脱碳层,部分脱碳层厚度≤30μm,晶间氧化深度≤10μm,夹杂物等级≤1.0,类型为cao-mgo-al2o3,所制成的钢板热处理后具有高强度且优异的疲劳性能。
技术特征:
1.一种汽车空心稳定杆用钢的制备方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述设定化学成分包括:
3.根据权利要求1所述的方法,其特征在于,所述铸坯的氧含量为≤20ppm。
4.根据权利要求1所述的方法,其特征在于,所述在设定时间的条件下,对所述铸坯进行加热,包括:
5.根据权利要求1或4所述的方法,其特征在于,所述设定时间为≥180min。
6.根据权利要求1所述的方法,其特征在于,所述第一温度为480℃~560℃。
7.根据权利要求1所述的方法,其特征在于,所述分阶段对加热后的所述铸坯进行轧制,并控制所述轧制的终轧温度,得到热轧板,包括:
8.根据权利要求7所述的方法,其特征在于,所述第一设定终轧温度为1020~1100℃。
9.根据权利要求7或8所述的方法,其特征在于,所述第二设定终轧温度为840~880℃。
10.一种汽车空心稳定杆用钢,其特征在于,所述空心稳定杆用钢由权利要求1-9任意一项所述的方法制备得到,所述钢无全脱碳层,部分脱碳层厚度≤0.8%钢板厚度,晶间氧化深度≤10μm,夹杂物夹杂物等级≤1.0,类型为cao-mgo-al2o3。
技术总结
本申请涉及热轧带钢生产工艺技术领域,尤其涉及一种汽车空心稳定杆用钢及其制备方法。所述方法包括:对具有设定化学成分的钢水进行连铸,得到铸坯;其中,控制所述铸坯的氧含量;在设定时间的条件下,对所述铸坯进行加热;分阶段对加热后的所述铸坯进行轧制,并控制所述轧制的终轧温度,得到热轧板;对所述热轧板进行冷却,以使冷却后的所述热轧板具有第一温度,后进行卷取,得到汽车空心稳定杆用钢。本申请内容解决了现有汽车空心稳定杆用钢疲劳性能较差的技术问题。
技术研发人员:郭子峰,张衍,于冰,郭佳,李秋寒,白凤霞,高攀,陈斌,牛涛,滕华湘,张世龙,马明玉,吴新朗,吕宝锋,刘志,周娜,李海明,李玉鹏,徐伟,王伦
受保护的技术使用者:首钢集团有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!