引流砂自动添加装置及添加方法与流程
本发明属于引流砂添加设备,涉及引流砂自动添加装置,本发明还涉及引流砂添加方法。
背景技术:
1、随着钢铁技术的发展,钢铁技术发展向着“智能、高效、低成本”的方向发展,炼钢引流砂是在转炉出钢前,向钢包水口部位添加引流砂,通过引流砂保护钢包上水口和滑板,出钢前的钢包经烘烤后内衬温度在1100℃,开至转炉后,向钢包上水口位置投入引流砂。
2、现有技术中钢包引流砂为人工在转炉出钢前添加,该方法具有以下特点:(1)作业环境差、温度高,人工添加引流砂,人工成本高:钢铁企业24h生产,人员四班三运转,单座转炉需要配置4名加砂工,且存在较大的安全隐患;(2)引流砂消耗:引流砂均采用10kg、20kg小袋包装,人员均按照整袋加入,单炉的引流砂单耗以10kg的倍数添加,加入量精准率较低,造成引流砂的浪费。
3、综上所述,现有技术中存在添加方式不安全、添加精度难控制的问题。
技术实现思路
1、本发明的目的是提供引流砂自动添加装置,解决了现有技术中存在添加方式不安全、添加精度难控制的问题。
2、本发明的另一目的是提供引流砂添加方法。
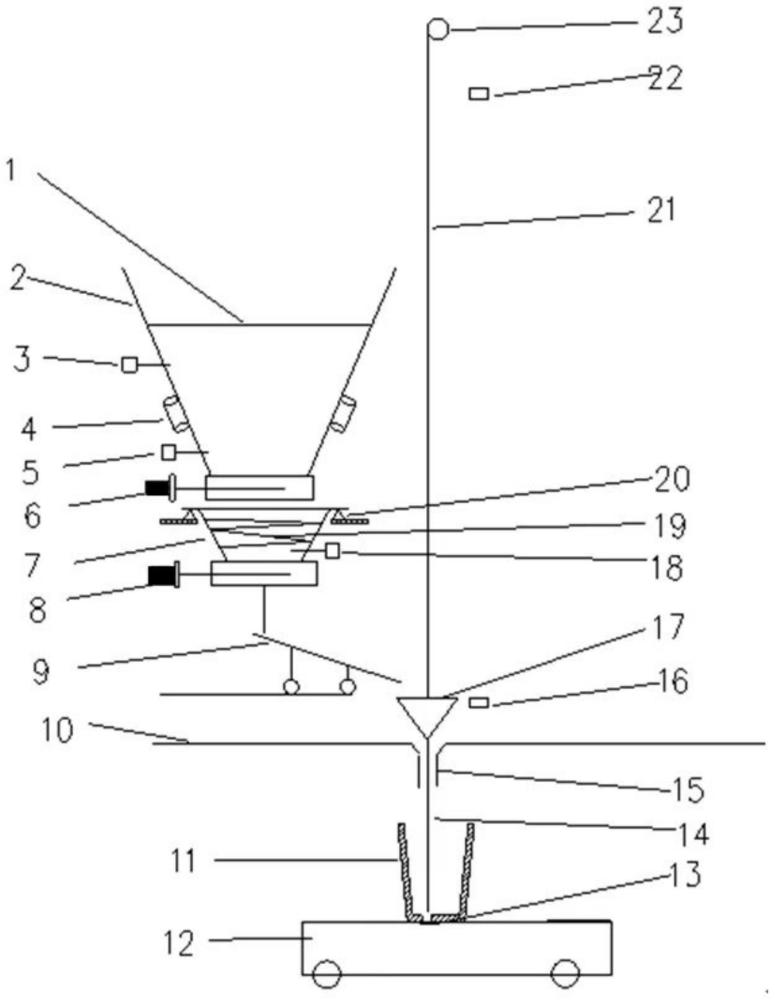
3、本发明所采用的技术方案是,引流砂自动添加装置,包括结构呈漏斗状的一级料仓,一级料仓正下方设置有二级料仓,二级料仓结构呈漏斗状,二级料仓上设置有料斗秤,二级料仓正下方设置有滑移溜槽小车,滑移溜槽小车侧下方设置有导向锥管,导向锥管与加砂管配合设置,加砂管上端固接在漏斗下端口,漏斗固定在钢丝绳一端上,钢丝绳另一端连接有驱动电机。
4、本发明的特点还在于:一级料仓内设置有过滤网,一级料仓靠近上端口一侧设置有高料位开关,高料位开关在过滤网下方,一级料仓靠近下端口一侧设置有低料位开关,一级料仓外壁上设置有电振电机,一级料仓下端口设有一号电动插板阀。
5、本发明的特点还在于:二级料仓内设置有电加热丝,二级料仓内设置有温度传感器,二级料仓下端口设置有二号电动插板阀。
6、本发明的特点还在于:滑移溜槽小车上设置有两个带驱动电机的车轮,滑移溜槽小车下方配合设置有滑移溜槽小车导轨,滑移溜槽小车导轨一侧设置有待位接近开关、加砂位接近开关。
7、本发明的特点还在于:导向锥管设置在加砂平台上,导向锥管下方配合设置有钢包,钢包设置在钢包车上,钢包内下端面上开有滑动水口,导向锥管下方靠近钢包车处设置有接近开关。
8、本发明的特点还在于:驱动电机下方靠近钢丝绳处设置有上接近开关,导向锥管上方靠近钢丝绳处设置有下接近开关。
9、本发明所采用的另一种技术方案是,引流砂添加方法,具体按照以下步骤实施:
10、提前在一级料仓内加入引流砂,启动接近开关使钢包车移动到该开关处,漏斗移动到下接近开关处,滑移溜槽小车移动到加砂位接近开关处;打开一号电动插板阀和电振电机,引流砂进入二级料仓,料斗秤称量进入的引流砂重量;二级料仓内引流砂重量满足要求后,关闭电振电机和一号电动插板阀,开启电加热丝加热;待引流砂加热完成后,启动二号电动插板阀,引流砂从二级料仓下端落下后,依次通过滑移溜槽、漏斗、加砂管进入滑动水口;待二级料仓内引流砂全部进入滑动水口后,加砂完成。
11、本发明另一技术方案的特点还在于:一级料仓内引流砂的仓位控制在高料位开关与低料位开关之间;接近开关启动后使钢包车移动到该开关处,钢包车到位后触发下接近开关使漏斗移动到该开关处,漏斗到位后触发加砂位接近开关使滑移溜槽小车移动到该开关处;引流砂通过过滤网筛选后进入一级料仓内;引流砂温度加热至80℃-100℃时加热完成;二级料仓内引流砂温度通过温度传感器监测;料斗秤用于测量二级料仓内引流砂。
12、本发明另一技术方案的特点还在于:滑移溜槽小车移动到加砂位接近开关处时,滑移溜槽小车正上方为二级料仓下端口;钢包车移动到接近开关处时,导向锥管正下方为钢包上端口;漏斗移动到下接近开关处,加砂管穿过导向锥管后没入钢包中,且加砂管下端口正下方为滑动水口。
13、本发明另一技术方案的特点还在于:加砂完成后,关闭电加热丝,启动接近开关使滑移溜槽返回至该开关处,启动上接近开关使漏斗移动到该开关处,钢包车返回原位。
14、本发明的有益效果是:可节约人工成本,精准控制引流砂的添加时间和添加剂量,降低烧氧对钢水质量影响,解决了现有技术中存在添加方式不安全、添加精度难控制的问题
技术特征:
1.引流砂自动添加装置,其特征在于:包括结构呈漏斗状的一级料仓(2),所述一级料仓(2)正下方设置有二级料仓(7),所述二级料仓(7)结构呈漏斗状,所述二级料仓(7)上设置有料斗秤(20),所述二级料仓(7)正下方设置有滑移溜槽小车(9),所述滑移溜槽小车(9)侧下方设置有导向锥管(15),所述导向锥管(15)与加砂管(14)配合设置,所述加砂管(14)上端固接在漏斗(17)下端口,所述漏斗(17)固定在钢丝绳(21)一端上,所述钢丝绳另一端连接有驱动电机(23)。
2.根据权利要求1所述的引流砂自动添加装置,其特征在于:所述一级料仓(2)内设置有过滤网(1),所述一级料仓(2)靠近上端口一侧设置有高料位开关(3),所述高料位开关(3)在过滤网(1)下方,所述一级料仓(2)靠近下端口一侧设置有低料位开关(5),所述一级料仓(2)外壁上设置有电振电机(4),所述一级料仓(2)下端口设有一号电动插板阀(6)。
3.根据权利要求2所述的引流砂自动添加装置,其特征在于:所述二级料仓(7)内设置有电加热丝(19),所述二级料仓(7)内设置有温度传感器(18),所述二级料仓(7)下端口设置有二号电动插板阀(8)。
4.根据权利要求3所述的引流砂自动添加装置,其特征在于:所述滑移溜槽小车(9)上设置有两个带驱动电机的车轮(26),所述滑移溜槽小车(9)下方配合设置有滑移溜槽小车导轨(28),所述滑移溜槽小车导轨(28)一侧设置有待位待机位接近开关(25)、加砂位接近开关(27)。
5.根据权利要求4所述的引流砂自动添加装置,其特征在于:所述导向锥管(15)设置在加砂平台(10)上,所述导向锥管(15)下方配合设置有钢包(11),所述钢包(11)设置在钢包车(12)上,所述钢包(11)内下端面上开有滑动水口(13),所述导向锥管(15)下方靠近钢包车(12)处设置有接近开关(24)。
6.根据权利要求5所述的引流砂自动添加装置,其特征在于:所述驱动电机(23)下方靠近钢丝绳(21)处设置有上接近开关(22),所述导向锥管(15)上方靠近钢丝绳(21)处设置有下接近开关(16)。
7.引流砂添加方法,其特征在于:具体按照以下步骤实施:
8.根据权利要求7所述的引流砂添加方法,其特征在于:所述一级料仓(2)内引流砂的仓位控制在高料位开关(3)与低料位开关(5)之间;所述接近开关(24)启动后使钢包车(12)移动到该开关处,钢包车(12)到位后触发下接近开关(16)使漏斗(17)移动到该开关处,漏斗(17)到位后触发加砂位接近开关(27)使滑移溜槽小车(9)移动到该开关处;所述引流砂通过过滤网(1)筛选后进入一级料仓内;所述引流砂温度加热至80℃-100℃时加热完成;所述二级料仓(7)内引流砂温度通过温度传感器(18)监测;所述料斗秤(20)用于测量二级料仓(7)内引流砂。
9.根据权利要求7所述的引流砂添加方法,其特征在于:所述滑移溜槽小车(9)移动到加砂位接近开关(27)处时,所述滑移溜槽小车(9)正上方为二级料仓(7)下端口;钢包车(12)移动到接近开关(24)处时,所述导向锥管(15)正下方为钢包(11)上端口;漏斗17移动到下接近开关16处,所述加砂管(14)穿过导向锥管(15)后没入钢包(11)中,且加砂管(14)下端口正下方为滑动水口(13)。
10.根据权利要求7所述的引流砂添加方法,其特征在于:加砂完成后,关闭电加热丝(19),启动待机位接近开关(25)使滑移溜槽(9)返回至该开关处,启动上接近开关(22)使漏斗(17)移动到该开关处,钢包车(12)返回原位。
技术总结
本发明公开了引流砂自动添加装置及添加方法,包括结构呈漏斗状的一级料仓,一级料仓下方设置有二级料仓,二级料仓结构呈漏斗状,二级料仓下方设置有滑移溜槽小车,滑移溜槽小车下方设置有导向锥管,导向锥管与加砂管配合设置,加砂管上端固接在漏斗下端口,漏斗固定在钢丝绳一端上,钢丝绳另一端连接有驱动电机,本发明的有益效果是:可节约人工成本,精准控制引流砂的添加时间和添加剂量,提高钢包的自开率,降低烧氧对钢水质量影响,解决了现有技术中存在添加方式不安全、添加精度难控制的问题。
技术研发人员:段少平,张超,皇甫江涛,周详,王志强,王松,李豪,成辉,张轶先,刘杰,王悠,唐纪军,杨玉海
受保护的技术使用者:陕钢集团汉中钢铁有限责任公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!