一种镀锌管的加工工艺的制作方法
本发明涉及管材加工,尤其是一种镀锌管的加工工艺。
背景技术:
1、冷凝管大多是镀锌管,是给制冷剂提供专用管道进行散热,使制冷剂的热量通过管壁散发到介质中去,完成热交换过程。制冷系统中,存在一些相对恶劣的工作环境,如冰箱、冷柜底部冷凝器,受空间限制,该冷凝器安装在压缩机旁边的接水盘上,该部位温度、湿度高,冷凝水很多时候会浸泡到底部冷凝管,对管件耐蚀性要求极高。并且制冷系统的某些设计要求管材的软硬程度适中的同时力学性能优异。
2、因此,有必要提供一种镀锌管的加工工艺,以克服上述中存在的缺陷。
技术实现思路
1、本发明的目的是提供一种镀锌管的加工工艺。
2、根据本发明的一个方面,提供一种镀锌管的加工工艺,包括如下步骤:
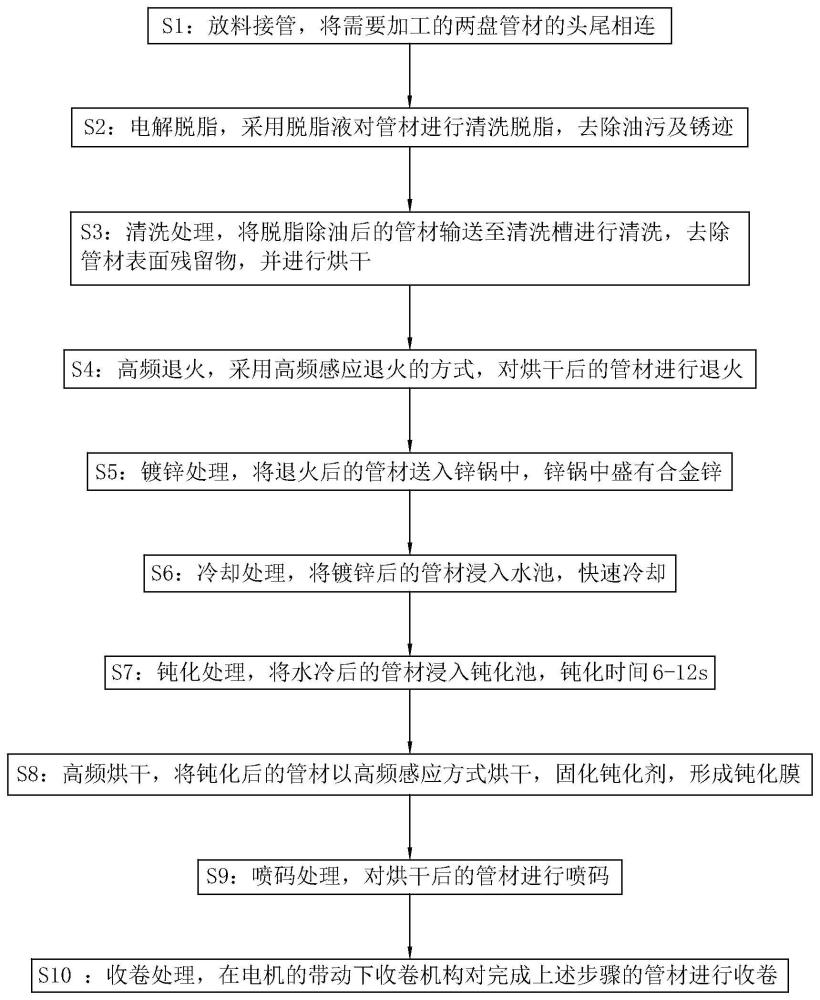
3、s1:放料接管,将需要加工的两盘管材的头尾相连;
4、s2:电解脱脂,采用脱脂液对管材进行清洗脱脂,去除油污及锈迹;
5、s3:清洗处理,将脱脂除油后的管材输送至清洗槽进行清洗,去除管材表面残留物,并进行烘干;
6、s4:高频退火,采用高频感应退火的方式,对烘干后的管材进行退火;
7、s5:镀锌处理,将退火后的管材送入锌锅中,锌锅中盛有合金锌;
8、s6:冷却处理,将镀锌后的管材浸入水池,快速冷却;
9、s7:钝化处理,将水冷后的管材浸入钝化池,钝化时间6-12s;
10、s8:高频烘干,将钝化后的管材以高频感应方式烘干,固化钝化剂,形成钝化膜;
11、s9:喷码处理,对烘干后的管材进行喷码;
12、s10:收卷处理,在电机的带动下收卷机构对完成上述步骤的管材进行收卷。
13、优选地,步骤s1中,一盘管材的头部进行缩口处理并插入另一盘管材的尾部,再用夹紧工具将二者夹紧固定。
14、优选地,在两盘管材头尾相连之前需要再每个管材内充入氢气,氢气充气压力在0.5-1.0mpa。
15、优选地,步骤s2中,将管材送入脱脂槽进行脱脂处理,脱脂槽内盛有脱脂液,脱脂液的浓度为5%-9%,脱脂液的温度为50±5℃,电压为5±2v。
16、优选地,步骤s3中,高频感应退火包括相互配合工作的高频1系电流和高频22系电流,所述高频1系电流为50-90a,高频2系电流为90-130a。
17、优选地,步骤s5中,锌锅的温度为420±10℃,在管材出锌锅后,用气刀对其进行吹气清洁,吹落表面多余粘稠的锌液,再通过水喷淋方式冷却,气刀内吹出的是进过气体炉加热的氮气,气刀的压力为0.1-0.4mpa,气体炉的温度为600±10℃。
18、优选地,步骤s7中,钝化液的ph值为2.5-3.5。
19、优选地,步骤s8中,高频烘干的电流为200-600a。
20、优选地,步骤s9中,相邻两次喷码的间距在0.6米至1米之间。
21、优选地,所述收卷机构为动力源,带动待加工的管材按加工顺序的方向移动,完成整个加工工艺过程,所述管材移动的线速度为55m/分钟。
22、与现有技术相比,本发明提供的镀锌管的加工工艺,具有以下有益效果:
23、由于采用了上述技术方案,本发明具有结构简单、设计巧妙、成本低廉的优点,本发明的镀锌管的加工工艺,使得在管材表面形成合金锌镀层,厚度均匀,具有很强的耐候性和耐蚀性,增强了镀锌管耐盐雾试验能力,将镀锌管的耐盐雾试验能力从96小时提升到500小时,进而增加了镀锌管的使用寿命,同时,在制造完成后无需再做其它防腐处理即可使用,整体成本至少降低1/3。
技术特征:
1.一种镀锌管的加工工艺,其特征在于,包括如下步骤:
2.如权利要求1所述的镀锌管的加工工艺,其特征在于,步骤s1中,一盘管材的头部进行缩口处理并插入另一盘管材的尾部,再用夹紧工具将二者夹紧固定。
3.如权利要求2所述的镀锌管的加工工艺,其特征在于,在两盘管材头尾相连之前需要再每个管材内充入氢气,氢气充气压力在0.5-1.0mpa。
4.如权利要求1所述的镀锌管的加工工艺,其特征在于,步骤s2中,将管材送入脱脂槽进行脱脂处理,脱脂槽内盛有脱脂液,脱脂液的浓度为5%-9%,脱脂液的温度为50±5℃,电压为5±2v。
5.如权利要求1所述的镀锌管的加工工艺,其特征在于,步骤s3中,高频感应退火包括相互配合工作的高频1系电流和高频22系电流,所述高频1系电流为50-90a,高频2系电流为90-130a。
6.如权利要求1所述的镀锌管的加工工艺,其特征在于,步骤s5中,锌锅的温度为420±10℃,在管材出锌锅后,用气刀对其进行吹气清洁,吹落表面多余粘稠的锌液,再通过水喷淋方式冷却,气刀内吹出的是进过气体炉加热的氮气,气刀的压力为0.1-0.4mpa,气体炉的温度为600±10℃。
7.如权利要求1所述的镀锌管的加工工艺,其特征在于,步骤s7中,钝化液的ph值为2.5-3.5。
8.如权利要求1所述的镀锌管的加工工艺,其特征在于,步骤s8中,高频烘干的电流为200-600a。
9.如权利要求4所述的镀锌管的加工工艺,其特征在于,步骤s9中,相邻两次喷码的间距在0.6米至1米之间。
10.如权利要求1所述的镀锌管的加工工艺,其特征在于,所述收卷机构为动力源,带动待加工的管材按加工顺序的方向移动,完成整个加工工艺过程,所述管材移动的线速度为55m/分钟。
技术总结
本发明提供一种镀锌管的加工工艺,包括如下步骤:S1:放料接管,将需要加工的两盘管材的头尾相连;S2:电解脱脂,采用脱脂液对管材进行清洗脱脂;S3:清洗处理,将脱脂除油后的管材输送至清洗槽进行清洗,并进行烘干;S4:高频退火,采用高频感应退火的方式进行退火;S5:镀锌处理,将退火后的管材送入锌锅中;S6:冷却处理,将镀锌后的管材浸入水池;S7:钝化处理,将水冷后的管材浸入钝化池;S8:高频烘干,将钝化后的管材以高频感应方式烘干;S9:喷码处理,对烘干后的管材进行喷码;S10:收卷处理。本发明使得在管材表面形成合金锌镀层,厚度均匀,具有很强的耐候性和耐蚀性,在制造完成后无需再做其它防腐处理即可使用,整体成本至少降低1/3。
技术研发人员:谢杨波,董爱芳,薛凯磊
受保护的技术使用者:常州恒创热管理有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!