一种基于声能量振动效应的超声速热喷涂工艺优化方法
本发明设计超声速热喷涂,具体为一种基于声振动能量对超声速热喷涂涂层效果的优化方法
背景技术:
1、超声速热喷涂技术是一种重要的热喷涂技术,因其工艺简单、涂层质量好、可靠性高、工作效率高和适用范围广等诸多优点,已成为现代工业中提高机械零件表面耐磨性和耐蚀性的重要方法。在喷涂过程中,原料经加热融化成熔滴,再通过热源加速,熔滴撞击基材并迅速凝固形成涂层。整个热喷涂过程由熔滴在基体上的润湿、填充固化熔滴之间的空隙以及熔滴的快速凝固构成,这些因素将影响涂层的微观结构和性能。
2、热喷涂工艺对涂层性能的影响因素中,主要包括送粉速率、输出功率、喷涂距离和喷涂速率。送粉速率和输出功率直接影响喷涂的效率和质量。喷涂中的送粉量和输出功率应该是相匹配的,当送粉量大,而输出功率太小时,粉末熔化不完全,涂层中会包含一定的粉末,与基体的结合度降低,涂层质量下降;反之,若功率太大,粉末虽然熔化情况良好,但容易引起粉末受热氧化与气化,涂层中会形成气孔,降低了涂层质量,同时过高的功率也可能会对喷枪造成损坏。喷涂距离会影响粉末飞行速度、飞行时间和到达基体时的温度,从而影响涂层质量。喷涂距离过大时,粉末的飞行时间增加,速度和温度降低,降低了喷涂效率,并且粉末液滴堆积时压力变小、流动性降低,导致涂层与基体的结合度降低;当喷涂距离过小时,涂层粉末飞行时间短、速度快,粉末熔化不充分,对基体的撞击力大,使涂层结合强度低,并且可能对基体造成损坏。喷涂速度影响单次喷涂后涂层的厚度。当喷涂速度过快时,单次喷涂的涂层厚度较薄,并且各个涂层之间结合度不好,导致涂层表面不平整;喷涂速度过慢,则可能会使工件局部温度过高,对零件造成烧伤。
3、喷涂的工艺直接影响涂层的质量。因此,现有的涂层优化方法大多是对喷涂工艺参数进行优化。然而喷涂的工艺参数有很多,包括气体流量、电流大小、喷涂距离、送粉速率、喷枪的移动速度等因素都会影响涂层的质量。常见的喷涂工艺参数优化方法有两种:一种是传统的实验法,在保证其他参数不变的条件下,只以一个参数作为变量,来得到单变量下的最优工艺参数,该方法的缺点是实验量非常大;第二种是统计实验的方法,典型为正交实验方法,该方法的优点是同时设置几个参数为变量,对比传统实验法,可以通过较少的实验量来获得相对较优的工艺参数。虽然正交试验法可以减少实验量,但是由于喷涂的工艺参数太多,若全部对其进行优化,实验量仍然非常大,而且不同的参数之间还会相互影响,这就又增加了实验量。此外,在实际喷涂中正交实验法会忽略掉设备的状态,实验中设置的一些不适当参数可能会造成喷嘴阻塞或喷枪烧坏。因此,在优化喷涂工艺以外寻找一种涂层优化方法是非常有必要的。
4、声场是最早、应用最广泛的用于控制材料制备的物理场之一。声能量可在喷涂过程中对熔滴进行影响,且声场结构简单,易于加载,应用场景广泛。在铸造过程中,声能量可以增强熔融金属的充型能力,细化晶粒。在焊接过程中施加声能量,既提高了钎料在基体上的润湿能力,又提高了焊缝内的填充能力。此外,在带状铸造和快速凝固等高冷却速率过程中,声能量会影响材料的组织和性能,超声振动可以显著提升液体的润湿性。
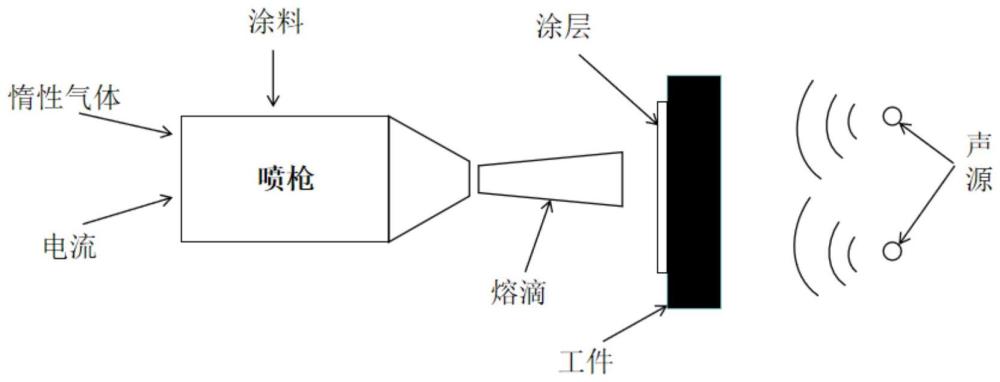
5、本发明是基于声能量振动效应来对超声速热喷涂的涂层性能进行改善。该方法在超声速热喷涂基板后对称放置两不相干声源,通过两声源形成的声场能量,来影响喷涂过程中熔滴的润湿性、填充能力和凝固性,从而改善涂层的性能。这种方法实施简单,可靠性好,成本较低。相对与传统改善喷涂工艺的方法,声能量不直接接触材料表面,不会轻易对涂层的产生负面影响。而且该方法可与传统方法同时使用来改善涂层性能,两种方法之间不会相互影响。同时也为喷涂涂层的性能优化提供了一个新的思路。
技术实现思路
1、本发明公开了一种基于声能量振动效应对超声速热喷涂涂层效果的改善方法,通过在热喷涂的基板后固定两不相干声源,使其产生一合成声场,利用声场产生的振动能量去改善热喷涂过程中原料融化所形成的熔滴性能,从而影响涂层的微观结构和性能,实现对超声速热喷涂涂层质量的提高。具体实施方案如下:
2、一种基于声能量振动效应的超声速热喷涂工艺优化方法,包括如下步骤:
3、s1:分析热喷涂性能的影响因素及对喷涂装置进行布置
4、首先使用扫描电子显微镜观察粉末颗粒的微观结构以及涂层的表面。利用imagej软件对喷涂后的涂层进行图像分析,获得涂层的厚度和孔隙体积分数。用x射线衍射仪测量涂层表面的残余应力。使用上述软件对涂层进行观察和测量,从微观上分析涂层性能的影响因素。在热喷涂装置的样件后布置声能量发生器使其产生两个不相干的声源,在喷涂区域产生叠加声能量,并确保喷枪的运动方向和声场的振动方向均垂直于基板平面。
5、s2:对喷涂工件进行预处理
6、首先,对基体表面进行去油和除锈,随后对其进行倒角,然后对基体进行吹砂处理,进而实现对基体表面的粗化,之后及时进行保护,以防止在大气中发生氧化。此外还需对基体进行预热处理,从而干燥工件表面并提高工件温度。
7、s3:计算喷涂样件区域的辐射声压
8、s3.1:建立样件区域声场计算的积分方程
9、s3.2:计算样件表面的声能量
10、s4.利用声能量优化喷涂涂层性能
11、进一步地,s3.1具体为:
12、首先要得到理想状态下声的传递方程,使用两不相干声源来产生声场,两声源产生的声波声压分别为p1和p2,其合成声场的声压值为pa,合成声场是满足波动方程的:
13、
14、由于两声源为不相干声源,其各自的声压p1和p2满足声波方程满足:
15、
16、
17、为拉普拉斯算子,是声压对时间求偏导,c0为声的传播速度。
18、由于两声源的声波方程均为线性方程,将两声波方程相加,可得到:
19、
20、比较公式(1)和公式(4),将声学边界条件视为线性的,可得:
21、pa=p1+p2 (5)
22、即根据声波的叠加原理,两声波合成声场的声压值等于两声波的声压值之和。
23、在喷涂过程中,将喷涂空间视为近似的自由声场。而在自由声场中,声源产生的声场声压在任意位置xr处满足以下波动方程:
24、
25、其中,p(xr,t)表示声场声压分布,q(xr,t)表示声源分布函数,t表示时间变量,c0是声速常量。
26、声场的声压可以表述为所有声源到场点声压贡献的叠加,其积分形式为:
27、
28、其中,g(xr,t|xs,ts)表示自由声场中的格林函数,表示处于位置xs处的声源在时刻ts处的脉冲信号在接收端xr和时刻t处的声场响应。d3xs表示位于xs处声源的体积微元,而v是空间积分量,表示所有声源的包络体积。格林函数具体表示为:
29、
30、其中xs和ts分别为声源的位置矢量和信号发射时刻,xr和t分别表示接收端的位置矢量和信号接收时刻;||·||表示两个向量的模,即l2范数。δ(.)表示狄拉克函数,狄拉克函数在除了零以外的点函数值都等于零,而在整个定义域上的积分等于1。
31、将格林公式回代入式(9)中,可得:
32、
33、利用δ(.)函数积分的挑选性质,可以将声场声压的表达式简化为:
34、
35、其中,τ是使得狄拉克函数函数自变量为0的根,其值为:
36、
37、进一步地,s3.2具体为:
38、若声源物理尺寸远小于声音的波长,可被认为是点声源,本发明将声源认为是点声源。对于位于rx位置的单极子点声源,其声源分布函数可以表示为:
39、q(rx,t)=q(τ)δ(xs-rx) (12)
40、将其代入式(12)中,可得:
41、
42、再次利用狄拉克函数的筛选性质可以得到由位于rx位置的声源产生的声场声压:
43、
44、其中,p(xr,t)为在位置xr处的声压,||xr-rx||2表示声源位置与测量位置之间的距离,q(rx,τ)为位于rx处的源强。是时延。通过式(14)和声波的叠加原理,可计算出合成声场在涂层表面的声压值。
45、在声场计算中,声场平均声能量密度可用声强i来表达。i可表示为下式:
46、
47、其中ρ0为介质的密度,c0是声的传播速度,p为涂层表面的声压值。
48、根据上式,结合前面求得的涂层表面声压,即可得到涂层表面的声能量大小。
49、进一步地,s4具体为:
50、根据喷涂参数,调整发生器产生声压的值,随后依照热喷涂工艺,使用喷枪将涂料均匀喷涂在基板表面,在喷涂的同时使用声能量发生器,在喷涂区域加载混合声场。在涂层表面形成厚度均匀、结构致密的涂层,并在喷涂后进行薄膜沉淀和烘干过程。通过声能量对涂层性能进行改善,由声能量对熔滴进行作用,在微观层面上对熔滴进行调整,从而对涂层进行优化。
51、在喷涂过程中使用声能量发生器产生声波,首先给涂层表面施加声能量,控制声波的传播方式为单向纵波传播,从而在基材上形成负压梯度,减小基材或凝固液滴表面的压力,根据克劳修斯-克拉珀龙定理,压力的增加会导致材料冰点的增加。凝固点计算公式如下:
52、
53、其中t1是复合材料的凝固点,p是施加的压力。va为液相体积分数,vb为固相体积分数。δhf为每摩相变焓变。根据公式16可知,涂层表面所受压力减小,凝固点降低,凝固速度减慢。进而增强熔融液滴在基材或固化涂层上的润湿性;增加涂层与基体之间或凝固液滴之间的结合面积,使熔融液滴填充凝固液滴之间的空隙,提高涂层的致密性和结合强度。
54、随后应用声能量传递到涂层表面的过程,使其带动路径上的质点产生周期性振动,利用所产生的震荡流场对熔滴颗粒进行作用,实现非线性的声流现象,由于声流效应作用在整个涂层表面上,带动熔滴分布更均匀,增加基底上熔融液滴或已经凝固的液滴的流动性。
55、最后使用声场发生器产生声能量,促进靠近底部熔融液滴的热损失。利用声能量产生的热效应克服熔滴未凝固部分的粘滞阻力,降低熔滴的冷却速度,在熔融液滴凝固过程中形成垂直于基材的温度梯度。在热效应和声流效应的作用下,可以消除柱状枝晶组织,细化等轴晶。声能量作用使粒子对界面移动产生抑制作用,阻碍晶粒和共晶相的生长。粒子引起的阻力pb可由式(17)估算:
56、
57、式(17)中,fc为晶体的体积分数,r为粒子半径。γ为分散粒子的晶界能。声能量作用使晶粒细化,涂层分布更均匀。
58、利用声场产生的声流效应和热效应去促进两个凝固熔滴之间的结合,延长熔滴的凝固时间,填补液滴间的空隙。在涂层中,粘着磨损是涂层的主要磨损方式。磨损的评价指标为比磨损率k(mm3/n·m),其公式表达为:
59、
60、其中v为磨损轨迹的磨损体积(mm3),l为总滑动距离(m),f为法向载荷(n)。根据式18,声能量作用减小涂层中孔隙的体积分数,v减小,比磨损率值减小。随着声能量增大,涂层的摩擦系数、质量损失、磨损体积和磨损率均会有所降低。
61、本发明将结构简单,易于加载的声场使用于对超声速热喷涂涂层性能的优化中,通过改善喷涂的熔滴性能对涂层性能进行了优化,与传统的热喷涂工艺相比,本发明的优势在于:
62、1)本发明基于声能量的热喷涂工艺优化方法,是一种操作方法简单,非接触性、非破坏性的优化方法,对喷涂设备和声场发生器无特殊要求,不需要额外的化学试剂或大型设备,避免了可能引入的机械损伤或变形,保持了材料的完整性,提高了喷涂过程的经济性。
63、2)本发明将声能量引入热喷涂工艺并用于涂层性能的优化,利用声传播模型得到涂层表面声能量,依据声能量对涂层性能的影响,实现了对涂层性能的微观调控。
64、3)相比传统热喷涂工艺,加入声能量优化作用后,可以改变喷涂粉末颗粒的运动状态,有助于形成更加均匀、致密的涂层结构,提高涂层的质量、附着力和耐久性。
65、4)声场优化可以适用于各种形状和尺寸的工件,声能量可以在涂层喷涂过程中通过空气传播而不受形状限制,并且可以方便与现有工艺优化方法的进行结合,进一步对涂层性能进行优化。
- 还没有人留言评论。精彩留言会获得点赞!